(54)СПОСОБ.ТОЧЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
1
Изобретение относится к техно, логии обработки резанием и может быть использовано при обработке угловых внутренних канавЪк в отверстиях деталей.
По основному авт. св. № 642082 известен способ точения внутренних поверхностей, по которому оправку, несущую резец, устанавливают под углом к оси отверстия обрабатьгааемой детали, равным углу наклона образуящей протачиваемой угловой канавки к торцовой плоскости детали, и осуществляют поворот резца по круговой траектории со скоростью подачи при одновременном сообщении вращения детали вокруг оси обрабатьшаемого отверстия со скоростью резания ij,.
Цель изобретения - повышение точности профиля протачиваемых внутренних ,углов Х канавок.
Для зтого резцу в процессе обра ботки сообщают дополнительное перемещение параллельно оси его поворота, равное по величине и противоположное по направлению искажению образующей 66ковой поверхности канавки.
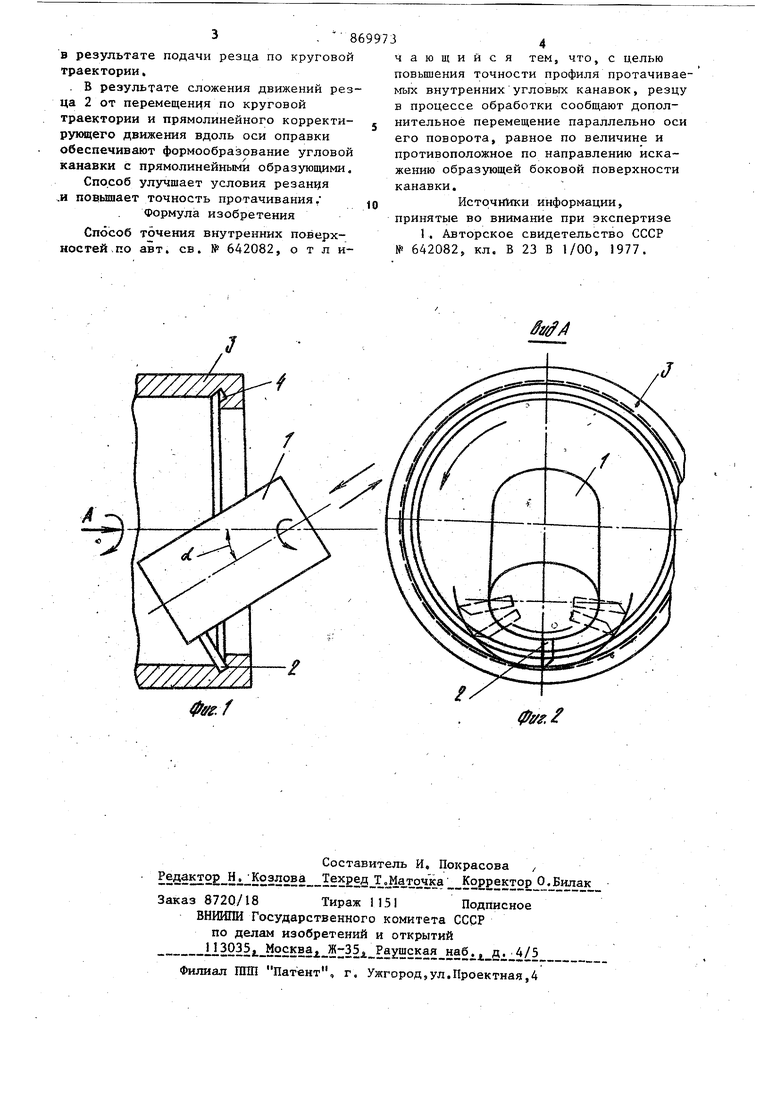
Способ иллюстрируется чертежом, где -на фиг, 1 показан осевой разрез обрабатываемой детали и положение инструмента; на фиг. 2 - вид по стрелке А на фиг, 1.
Оправку 1, несущую резец 2, устанавливают под к оси отверстия обрабатываемой детали 3, равным углу наклона образунщей протачиваемой угловой канавки 4 к торцовой плоскости детали 3.
Детали 3 сообщают вращение относительно инструмента вокруг оси обрабатываемого отверстия со скоростью резания, оправку 1, несущую резец 2, поворачивают вокруг ее оси со скоростью подачи и одновременно перемещают вдоль оси поворота на величину, необходимую для компенсации погрешности формообразования профиля протачиваемой угловой канавки, возникающей 3. -8 в результате подачи резца по круговой траектории. . В результате сложения движений рез ца 2 от перемещения по круговой траектории и прямолинейного корректируницего движения вдоль оси оправки обеспечивают формообразование угловой канавки с прямолинейными образующими. Способ улучшает условия резанця .и повьшает точность протачивания. Формула изобретения Способ точения внутренних поверхностей, по авт. св. № 642082, о т л ичающийся тем, что, с целью повышения точности профиля протачиваемых внутренних угловых канавок, резцу в процессе обработки сообщают дополнительное перемещение параллельно оси его поворота, равное по величине и противоположное по направлению искажению образующей боковой поверхности канавки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 642082, кл. В 23 В 1/00, 1977.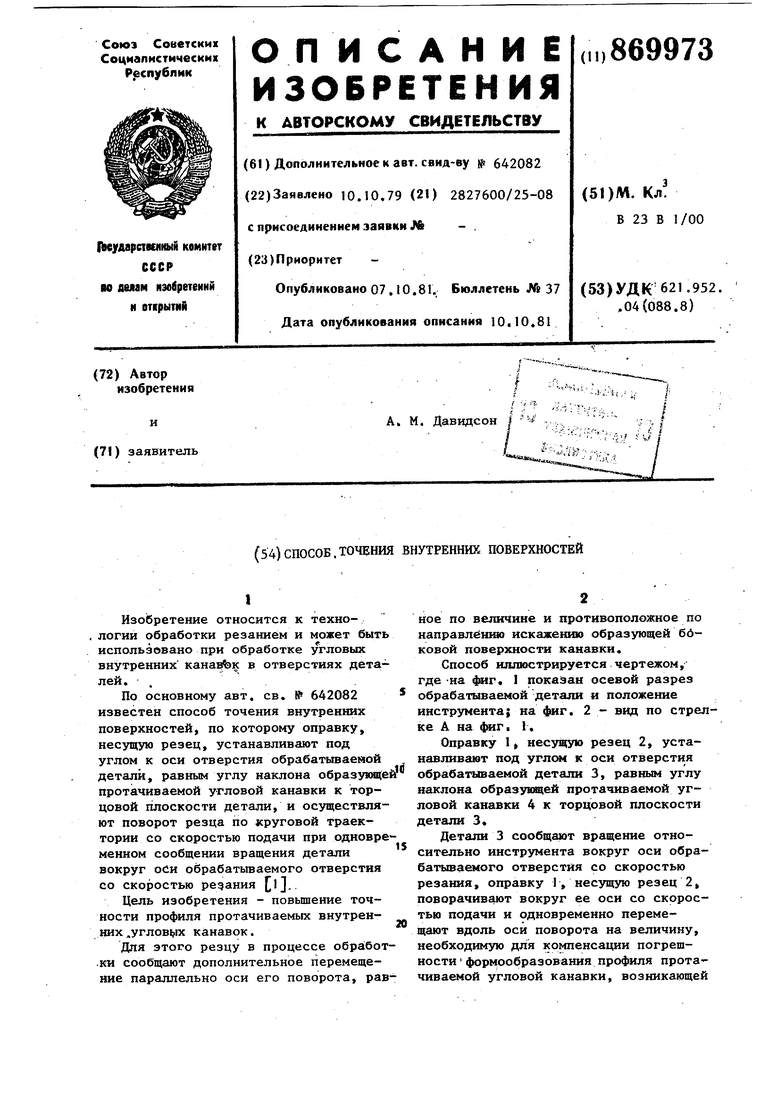
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения внутренних поверхностей | 1977 |
|
SU642082A1 |
| Способ обработки внутренних поверхностей | 1976 |
|
SU584971A2 |
| Способ попутного точения | 1985 |
|
SU1289610A1 |
| Способ точения сложных поверхностей | 1980 |
|
SU982845A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU633670A1 |
| Способ обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU651673A3 |
