Изобретение относится к обработке металлов резанием и может применяться при механической обработке деталей, например втулок, цилиндров и колец подшицников, имеющих внутренние цилиндрические поверхности высокого класса точности и шероховатости, ограниченные боковыми фланцами.
Известны способы точения внутренних поверхностей двумя резцами, расположепными на одной державке, которым сообшют круговое движение подачи по траектории, радиус которой не равен радиусу внутренней поверхности, за счет смещения оси державки относительно оси симметрии детали, причем радиус траектории одного из резцов меньще, а радиус траектории другого резца больше радиуса внутренней поверхности 1.
Известным способом невозможно обрабатывать во внутренней полости угловые канавки, которые служат для выхода режущего инструмента при последующей, финишной обработке.
Цель изобретения - обесиечение одновременной обработки внутренних угловых канавок и улучшение условий резания.
2
Длк этого ось державки устанаалпваюг под двумя углами к оси симмстр 1и ;1етали посредством поворота державки вокруг точки, являющейся проекцией оси державки ка торцовую плоскость обрабатываемой детали, во взаимно порпендику.-;ярных плоскостя.Х; одна из которых проходит через ось симметрии дета;) и ось державки.
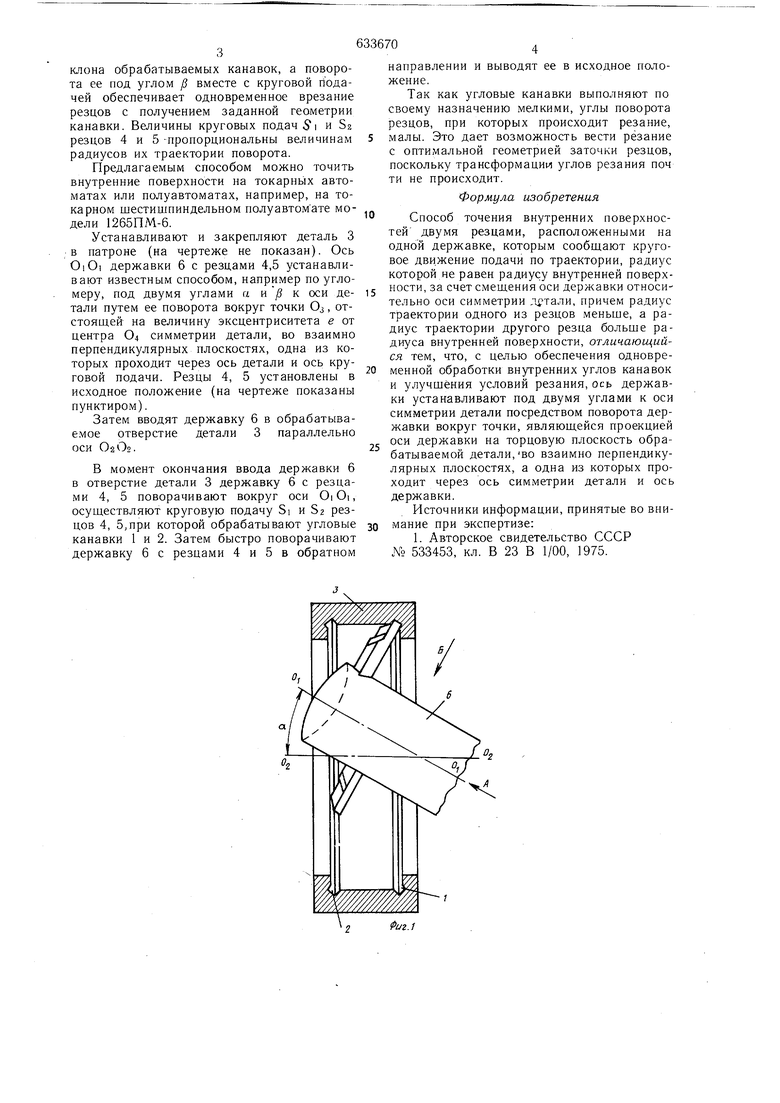
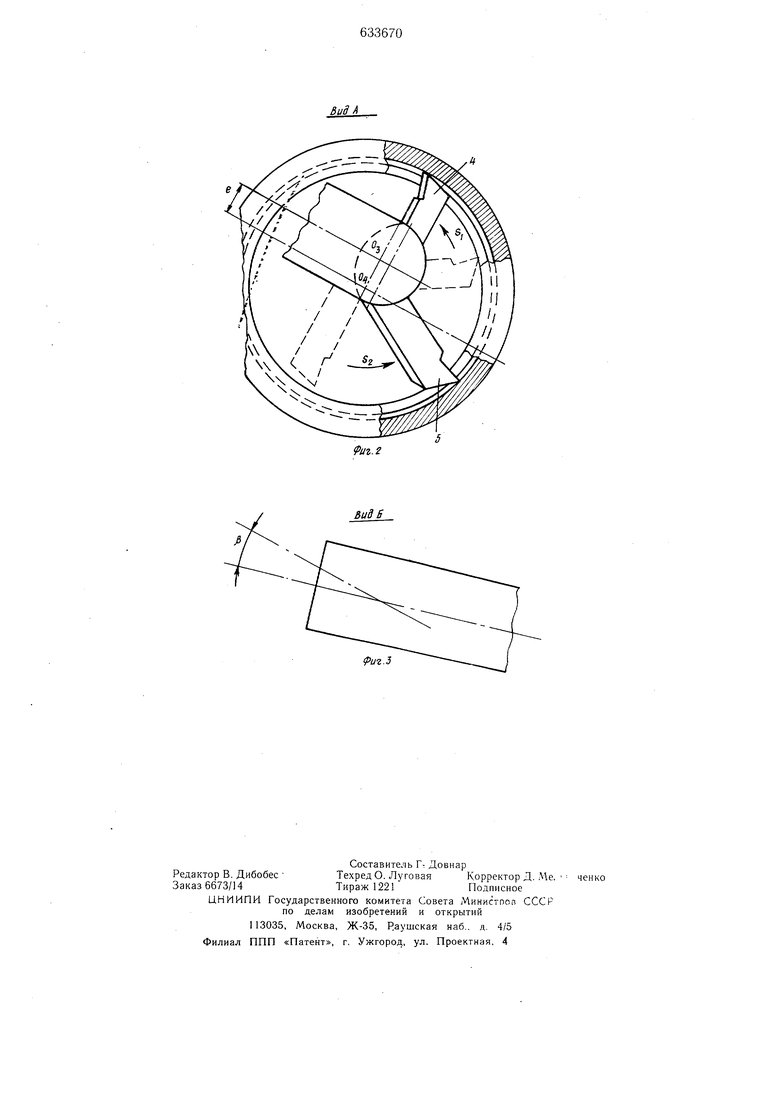
На фиг. 1 изображена схе.ма точения внутренних угловых канавок; на фиг. 2 и 3 - виды по стрелка.ч А li Б на фиг. 1.
На схеме показано одновременное точе2 в детали 6
ние ДВУХ УГЛОВЫХ канавок 1
резцами 4 и 5, закрепленным ; в державке 6.
Ось OiOi державки (ось круговой гюдачи резцов 4 и 5) до вво.а,а в обрабатываемую деталь 3 ттанавливают под углом а к оси детали О2О2 в плоскости, проходящей через эту ось, и по.о, уго.л Д в плос1 ости. перпендикулярно Г е11вой. Пр:; этом поворот оси круговой подачи 0;О| осуществляют вокруг точки Ол, отстоящей tui величину эксцентрисигста с от центра О.- окруж 4ости внутренней поверхности детали.
Поворот оси О: О. крхговой подач -; под УГЛОМ и обеспечивает необходимый УГОЛ наклона обрабатываемых канавок, а поворота ее под углом ji вместе с круговой подачей обеспечивает одновременное врезание резцов с получением заданной геометрии канавки. Величины круговых подач 5i и Sa резцов 4 и 5 -пропорциональны величинам радиусов их траектории поворота.
Предлагаемым способом можно точить внутренние поверхности на токарных автоматах или полуавтоматах, например, на токарном шестишпиндельном полуавтомате модели 1265ПМ-6.
Устанавливают и закрепляют деталь 3 в патроне (на чертеже не показан). Ось OiOi державки 6 с резцами 4,5 устанавливают известным способом, например по угломеру, под двумя углами а и /5 к оси детали путем ее поворота вокруг точки Oj, отстоящей на величину эксцентриситета е от центра О4 симметрии детали, во взаимно перпендикулярных плоскостях, одна из которых проходит через ось детали и ось круговой подачи. Резцы 4, 5 установлены в исходное положение (на чертеже показаны пунктиром).
Затем вводят державку 6 в обрабатываемое отверстие детали 3 параллельно
оси О2О2.
В момент окончания ввода державки 6 в отверстие детали 3 державку 6 с резцами 4, 5 поворачивают вокруг оси Oid, осупдествляют круговую подачу Si и Зг резцов 4, 5,при которой обрабатывают угловые канавки 1 и 2. Затем быстро поворачивают державку 6 с резцами 4 и 5 в обратном
направлении и выводят ее в исходное положение.
Так как угловые канавки выполняют по своему назначению мелкими, углы поворота резцов, при которых происходит резание, малы. Это дает возможность вести резание с оптимальной геометрией заточки резцов, поскольку трансформации углов резания поч ти не происходит.
Формула изобретения
Способ точения внутренних поверхностей двумя резцами, расположенными на одной державке, которым сообщают круговое движение подачи по траектории, радиус которой не равен радиусу внутренней поверхности, за счет смещения оси державки относительно оси симметрии летали, причем радиус траектории одного из резцов меньще, а радиус траектории другого резца больще радиуса внутренней поверхности, отличающийся тем, что, с целью обеспечения одновременной обработки внутренних углов канавок и улучщёния условий резания, ось державки устанавливают под двумя углами к оси симметрии детали посредством поворота державки вокруг точки, являющейся проекцией оси державки на торцовую плоскость обрабатываемой детали,ВО взаимно перпендикулярных плоскостях, а одна из которых проходит через ось симметрии детали и ось державки.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР Хо 533453, кл. В 23 В 1/00, 1975.
иг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения внутренних поверхностей | 1977 |
|
SU642082A1 |
| Способ точения внутренних поверхностей | 1979 |
|
SU869973A2 |
| Способ точения внутренних поверхностей | 1961 |
|
SU149287A1 |
| Способ точения внутренних поверхностей | 1977 |
|
SU659287A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| Способ токарной обработки вращающимся инструментом с прерывистой режущей кромкой со стружечными канавками | 1990 |
|
SU1773562A1 |
бизе
.3
