1
Изобретение относится к обработке металлов резанием, в частности деталей сложной геометрической формы..
Известен способ точения сложных поверхностей, включающий кинематически взаимосвязанные вращательные движения заготовки и круглого резца вокруг их осей, расположенных перпендикулярно, и продольное перемещение резца относительно заготовки 1J.
Однако при вращении наклонно установленного круглого резца сущест венно изменяются его передний и задний кинематические углы, что исключает возможность обработки при оптимальных режимах и стойкости инструмейта и обуславливает неудовлетворительную динамику процесса резания. По этой причине величина угла наклона резца к оси его.вращения и следовательно, технологические возможности известного способа по форме обрабатываемого профиля существенно ограничены. Кроме того, имеет место влияние диаметра резца на величину колебания режущей кромки, определяющую геометрические параметры обрабатываемого профиля. По этой причине неизбежное при переточке изменение диаметра резца вызывает погрешность профиля, для компенсации которой необходимо периодически увеJQ личивать угол наклона резца, что делает способ сложным в реализации.
Целью изобретения является расширение технологических возможностей путем обработки различных по форме
15 поверхностей.
Указанная цель достигается тем, что резец устанавливают со смещением относительно его оси на расстояние, равное половине высоты выступов обрабатываемого профиля.
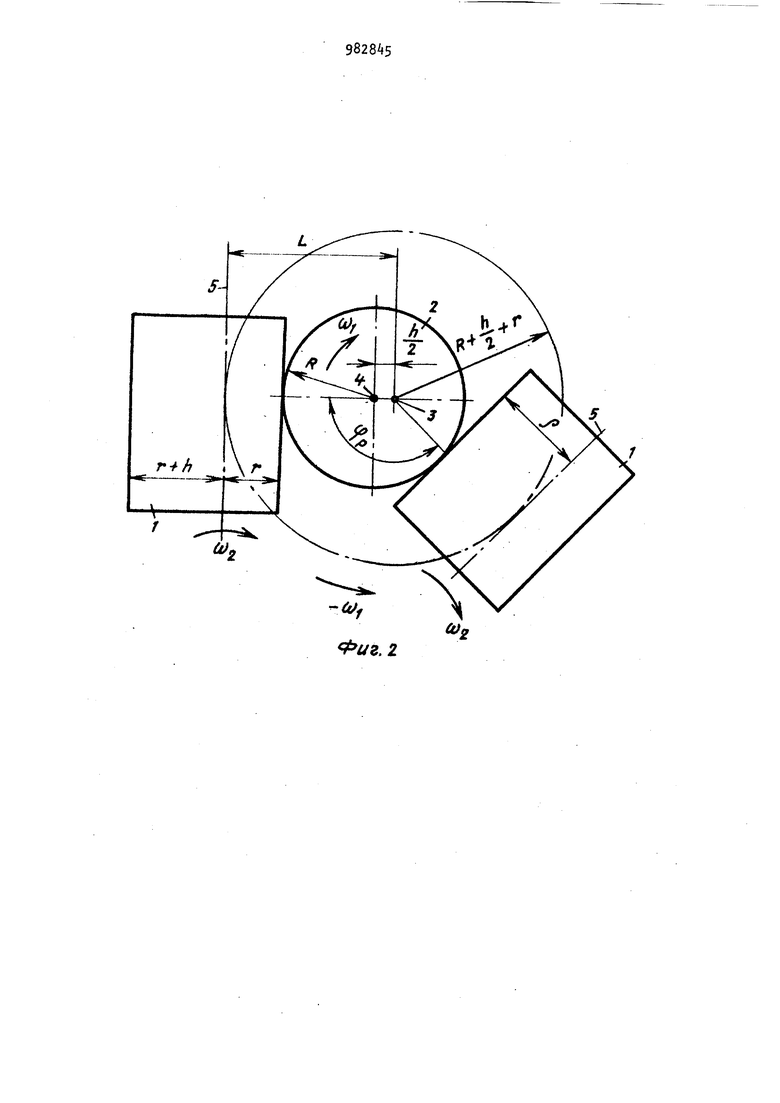
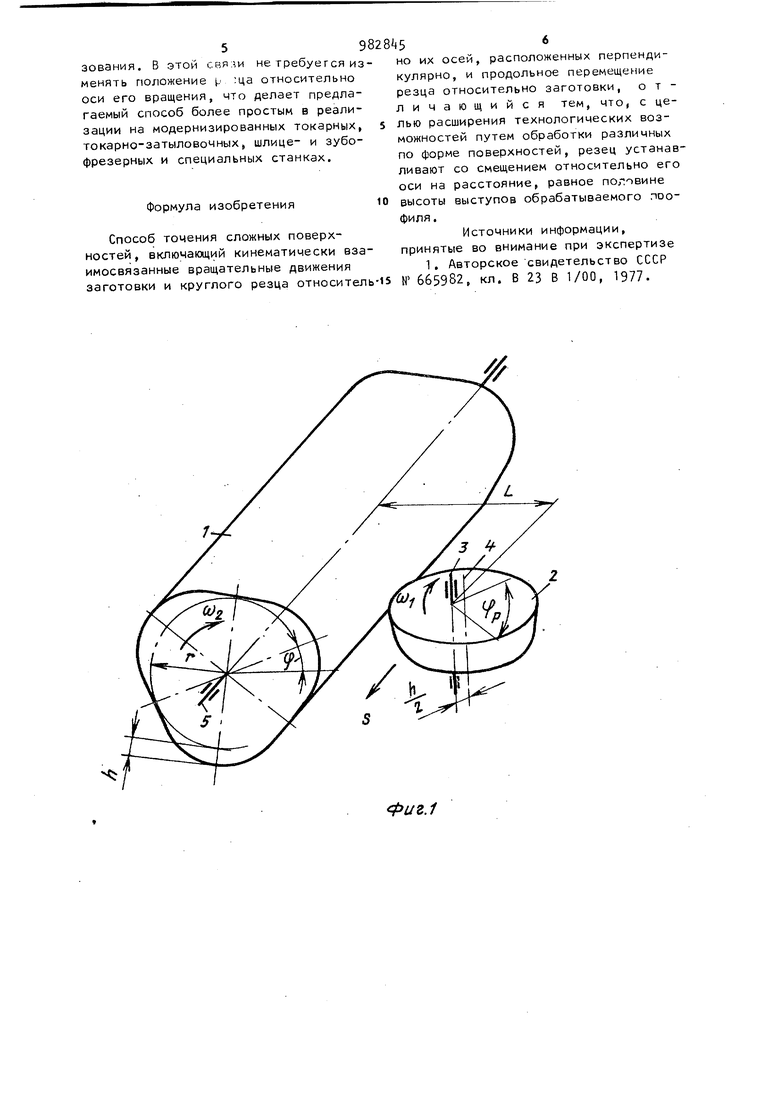
На фиг. 1 изображено взаимное расположение оси заготовки и инструмента и сообщаемые им движения при обработке поверхности с тремя выступами; Hc.i фиг 2 - относительные положения инструмента и обработанной поверхно сти в плоскости его оежущей кромки, на фиг, 3 профили поперечнь1Х сече ний обрабатываемых поверхностей. Для обработки на заготовке 1 заданной поверхности используется Kpy лый резец 2 радиусом R, ось 3 вращения которого смещена от его гео метрической оси i на расстояние, вдвое меньшее высоты h выступов над вписанной в поперечный профиль окружно сти рсчдиусом г, Ось 3 вращения рез ца устанавливается перпендикулярно оси 5 вращения заготовки. При окониательной обработке поверхности рас стояние L между осями вращения заго товки и инструмента задают равным L-R+r+ t. . Для формообразования профиля попе речного сечения поверхности заготовке 1 сообщают вращательное движение вокруг оси 5 с угловой скоростью {Ю,ц I а резцу 2 - вращение вокруг оси 3 с угловой скоростью и направлен ное по часовой или против часовой стрелки Благодаря непрерывному изме нению расстояния между осью 5 и режущей кромкой резца 2, обрабатываемы профиль имеет криволинейную форму, При обработке поверхностей с прямолинейной образующей отношение f угловых скоростей резца и заготовки задают равным числу выступов К на поверхности (1 ) , а при обработке винтовых поверхностей - не равным этому числу. Для формообразования поверхности по длине резцу 2 сообщают также движение подачи S вдоль оси 5 На фиг, 2 изображены два относительных положения заготовки 1 и резца 2, одно из которых соответству- , ет моменту формообразования впадины профиля (угол поворота резца равен нулю), когда р г, а другое некоторому промежуточному значению %, Рассматриваемые относительные положения получены посредством сообщения всей системе вращения вокруг оси 3 обратного вращению резца. 8 этом случае резец оказывается неподвижен, а заготовка 1 вращаясь вокруг своей оси 5, вращается также вокруг оси 3. Огибаюидая положений оси 5 во вра щательном движении вокруг оси 3 есть окружность радиусом R-fr+ -; , а об54рэзующая обработанной поверхности при любом значении фр касательна к круговой режущей кромке резца 2, что ЯЕзляется обязательным условием формообразования поверхности. Тогда справедливо равенство il tr-t-- cos«pp, R-vp--R -(), откуда u;a Так как Чр - 1р , где i Чу Ц - угол поворота заготовки, соответствующий углу Vpp , то профиль поперечного сечения обработанной поверхности в .полярных координатах описывается зависимостью (1 + +С05)+Г. Таким образом, профиль поверхности, обработанной по описанному способу, является синоидным, имеющим равномерно расположенные по окружности выступы высотой h. Количество выступов К в поперечном сечении при обработке цилиндрических синоидных поверхностей равно отношению угловых скоростей инструмента и заготовки, а при обработке винтовых - ближайшему к этому отношению целому числу. На фиг. 3 изображены профили синоидйых -поверхностей с двумя и четырьмя выступами, обрабатываемых по предлагаемому способу при различной величине смещения геометрической оси резца от оси.его вращения. Предлагаемый способ по сравнению с известным имеет следующие преимущества. Во-первых, благодаря установке резца перпендикулярно оси его вращения при юбработке несущественно изменяются его передний и задний углы, что позволяет оптимизировать геометрию режущей части, осущестапять обработку иа прогрессивных режимах, повысить производительность и стойкость инструмента. Во-вторых, лучшая динамика процесса резания при предлагаемом способе позволяет в более широком диапазоне изменить параметр установки и тем самым расширить технологические возможности способа по форме обрабатываемых поверхностей. В-третьих, как следует из уравнения профиля обрабатываемой поверхности, на его форму не .влияет радиус резца, поэтому изменение его при переточке не вызывает погрешность формообразования, В этой с.вя;ж не требуется изменять положение р ;ца относительно оси его вращения, что делает предлагаемый способ более простым в реализации на модернизированных токарных, токарно-затыловочных, шлице- и зубофрезерных и специальных станках.
Формула изобретения ю
Способ точения сложных поверхностей, включающий кинематически взаимосвязанные вращательные движения заготовки и круглого резца относитель-15
но их осей, расположенных перпендикулярно, и продольное перемещение резца относительно заготовки, отличающийся тем, что, с целью расширения технологических возможностей путем обработки различных по форме поверхностей, резец устанавливают со смещением относительно его оси на расстояние, равное половине высоты выступов обрабатываемого лоофиля.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР W 665982, кл. В 23 В 1/00, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |