(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОГО ШЛИФА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сферического шлифа | 1985 |
|
SU1289661A1 |
| Станок для изготовления сферического шлифа | 1977 |
|
SU701770A1 |
| ВСЕСОЮЗНАЯ I _ , .^.-.-^ргмл Trvt*-"'''' if ft ''<'• il^a;:HiHU"iLAH-; .с !*Й;;; | 1973 |
|
SU364414A1 |
| УСТРОЙСТВО ДЛЯ ЗАКЛЮЧЕНИЯ ГИСТОЛОГИЧЕСКИХ И БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2007 |
|
RU2356024C2 |
| Способ и устройство переворота подложек в процессе производства фотопреобразователей | 2016 |
|
RU2620452C1 |
| Устройство для изготовления сферического шлифа | 1984 |
|
SU1201107A1 |
| Устройство для установки радиоэлементов на печатные платы | 1990 |
|
SU1709575A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| Способ подготовки образцов для исследования их кристаллической структуры | 1981 |
|
SU977990A1 |
| Устройство для изготовления сферического шлифа | 1980 |
|
SU933397A1 |

Изобретение относится к области абразивной обработки и может быть использовано в электронной промышленности при контроле толщины эпитаксиальных слоев методом сферического шлифа.
Известно устройство для изготовления сферического шлифа, содержащее смонтированные на основании предметный столик для крепления абразива, привод с шаровым шлифовальником, установленным между двумя расположенными на одной оси шпинделями, и механизмом прижима образца к шлифовальнику в виде электромагнитной катушки .
Недостатком известного устройства является то, что крепление шпинделя осуществлено в скользящих опорах. Это приводит к биению и, соответственно, к ухудщению геометрии и качества шлифа. Кроме того, использование фрикциойной пяты приводит к быстрому износу базовой поверхности крепления шлифовальника при попадании на нее алмазной суспензии и металлической пыли, образуюшейся при трении шлифовальника о пяту.
Цель изобретения - повышение качества обработки поверхности.
Цель достигается тем, что связанный с приводом шпиндель выполнен в виде сердечника электромагнитной катушки, а устройство снабжено расположенным в корпусе предметного столика с возможностью возвратно-поступательного движения перпендикулярно оси шпинделей ползуном и размещенным в нем поворотным фиксатором
jg положения образца.
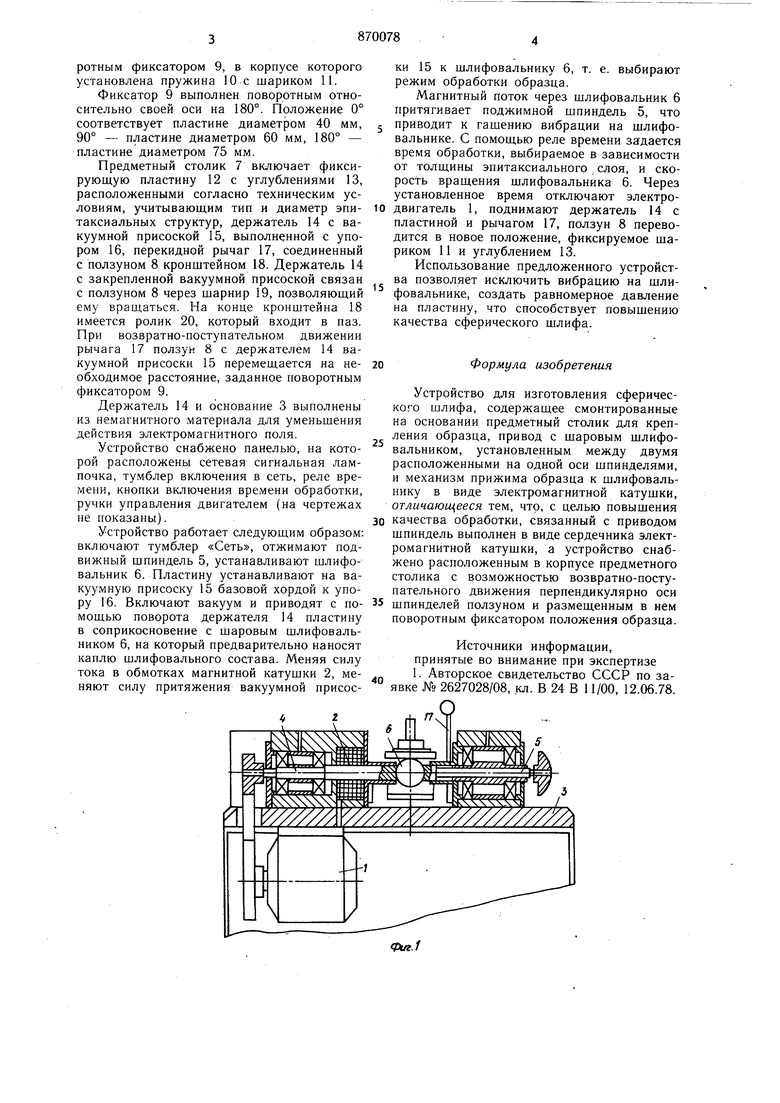
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - предметный столик; на фиг. 4 - разрез А-А на фиг. 2.
Устройство включает электродвигатель 1,
15 электромагнитную катушку 2, установленный на основании 3 шпиндель 4, являющийся сердечником электромагнитной катушки 2. На одной оси со шпинделем 4 смонтирован поджимной шпиндель 5. Об шпинделя имеют сферическую выемку в торце с радиусом, соответствующим радиусу шлифовальника 6. Перпендикулярно оси шпинделей закреплен корпус предметного столика 7, состоящего из ползуна 8 с укрепленным на нем поворотным фиксатором 9, в корпусе которого установлена пружина 10 с шариком 11. Фиксатор 9 выполнен поворотным относительно своей оси на 180°. Положение 0° соответствует пластине диаметром 40 мм, 90° - пластине диаметром 60 мм, 180° - пластине диаметром 75 мм. Предметный столик 7 включает фиксирующую пластину 12 с углублениями 13, расположенными согласно техническим условиям, учитывающим тип и диаметр эпитаксиальных структур, держатель 14 с вакуумной присоской 15, выполненной с упором 16, перекидной рычаг 17, соединенный с ползуном 8 кронштейном 18. Держатель 14 с закрепленной вакуумной присоской связан с ползуном 8 через шарнир 19, позволяюший ему вращаться. На конце кронштейна 18 имеется ролик 20, который входит в паз. При возвратно-поступательном движении рычага 17 ползун 8 с держателем 14 вакуумной присоски 15 перемешается на необходимое расстояние, заданное поворотным фиксатором 9. Держатель 14 и основание 3 выполнены из немагнитного материала для уменьшения действия электромагнитного поля. Устройство снабжено панелью, на которой расположены сетевая сигнальная лампочка, тумблер включения в сеть, реле времени, кнопки включения времени обработки, ручки управления двигателем (на чертежах не показаны). Устройство работает следующим образом: включают тумблер «Сеть, отжимают подвижный шпиндель 5, устанавливают шлифовальник 6. Пластину устанавливают на вакуумную присоску 15 базовой хордой к упору 16. Включают вакуум и приводят с помощью поворота держателя 14 пластину в соприкосновение с Шаровым шлифовальником 6, на который предварительно наносят каплю шлифовального состава. Меняя силу тока в обмотках магнитной катушки 2, меняют силу притяжения вакуумной присоски 15 к шлифовальнику 6, т. е. выбирают режим обработки образца. Магнитный поток через шлифовальник б притягивает поджимной шпиндель 5, что приводит к гашению вибрации на шлифовальнике. С помощью реле времени задается время обработки, выбираемое в зависимости от толщины эпитаксиального слоя, и скорость враш,ения шлифовальника 6. Через установленное время отключают электродвигатель 1, поднимают держатель 14 с пластиной и рычагом 17, ползун 8 переводится в новое положение, фиксируемое шариком 11 и углублением 13. Использование предложенного устройства позволяет исключить вибрацию на шлифовальнике, создать равномерное давление на пластину, что способствует повышению качества сферического щлифа. Формула изобретения Устройство для изготовления сферического шлифа, содержащее смонтированные на основании предметный столик для крепления образца, привод с шаровым шлифовальником, установленным между двумя расположенными на одной оси щпинделями, и механизм прижима образца к шлифовальнику в виде электромагнитной катушки, отличающееся тем, что, с целью повышения качества обработки, связанный с приводом шпиндель выполнен в виде сердечника электромагнитной катушки, а устройство снабжено расположенным в корпусе предметного столика с возможностью возвратно-поступательного движения перпендикулярно оси шпинделей ползуном и размещенным в нем поворотным фиксатором положения образца. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2627028/08, кл. В 24 В 11/00, 12.06.78.
