1128
Изобретение относится к абразивной обработке материалов и может быть использовано в электронной промышленности при контроле электрофизических параметров полупроводнико- вых структур.
Цель изобретения - повьшение производительности и качества обра- , ботки за счет смещения места прижима образца к шлифовальнику в соседние его зоны .
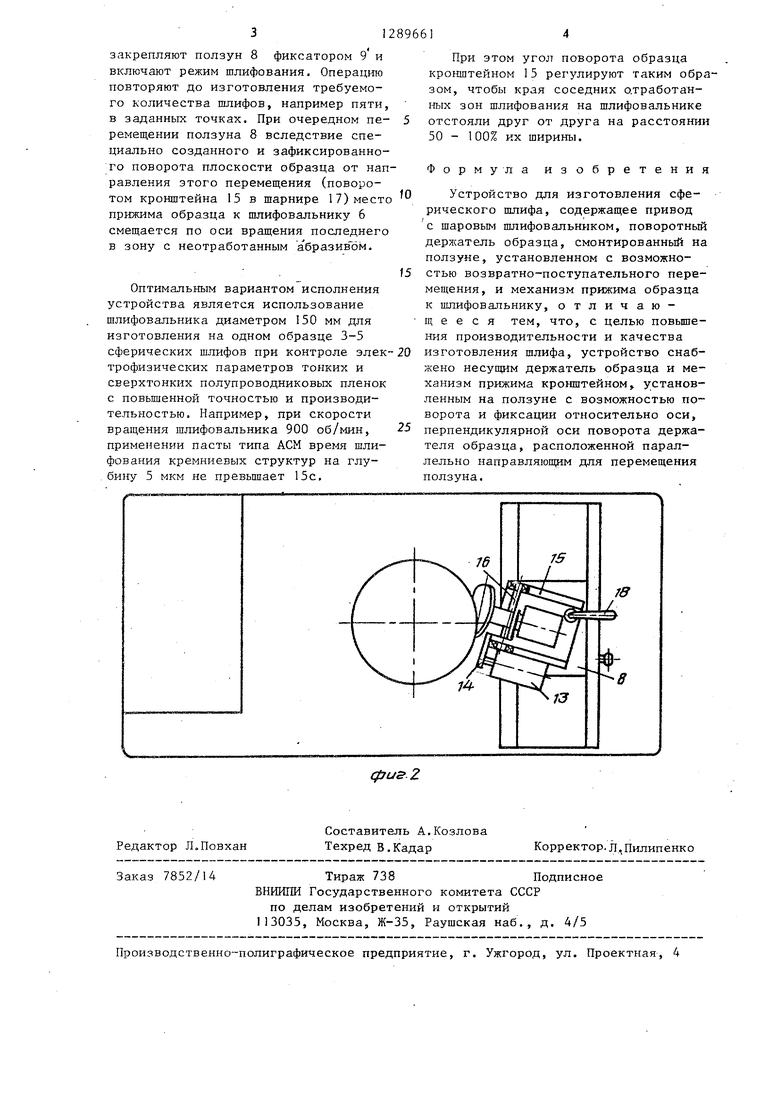
На фиг.1 схематически изображено предложенное устройство, обпщй вид; на фиг.2 - то же, вид сверху.
Устройство содержит закрепленные на массивном основании I электродвигатель 2, шпиндель 3 в двух радиапь- но-упорных подшипниках 4 и предметный столик 5. Шаровой шлифовальник 6 размещен на торцовой части -шпинде- ля 3, в.ыполненного в виде воронки 7. Предметный столик 5 состоит из ползуна 8, фиксатора 9 положения ползуна, держателя 10 образца с вакуумной присоской 11, механизм прижима образца к шлифовальнику 6 в ви,це электромаг, нитной катушки 12 и электромеханическое реле 13 с рычагом 14, фиксирующим исходное положение держателя 10, Держатель 10 связан с кронштейном 15 через шарнир 6. Кронштейн 15 соединен с ползуном 8 через шарнир 17 и содержит фиксатор 18 заданного угла поворота. На панели 19 устройства расположены тумблер включения напряжения сети, ручки регулировки длительности шлифования и скорости вра- ш;ения шара, кнопки включения вращения шара и резкима шлифования, сигнальные лампы включения сети и режи ма шпифования (не показаны).
Устройство работает следующим об разом.
Перед обработкой партии образцов, поворачивая кротштейн 15 в шарнире 17, обеспечивают угол поворота плоскости образца относительно направле ния движения ползуна 8, величина которого соответствует требуемой степе ни смещения места шлифования по высоте шлифовальника после перемещения ползуна 8 для изготовления очередного шлифа, и закрепляют фиксатором 18. Устанавливают шлифовалььшк 6 на во- ронку 7 и включают его вращение. Образец располагают на вакуумной присоске 1i, включают вакуум и поворотом в шарнире 16 держатель 10 при
,
.-
25
966
5
0
-
45 5055 30
35
40
2
водят в соприкосновение с рычагом 14. при этом плоскость образца фиксируют на расстоянии 0,5-2 мм от шлифовальника 6 за счет силы электромагнитной катушки 12,
На шлифовальник 6 тампоном наносят алмазной пасты, перекрывая все ходы шлифования по высоте шлифовальника 6, Чистым тампоном убирают лишние пасту и связующую жидкость, чем создают тонкий, однородный слой абраз)ива на поверхности шлифовальника 6 (такая технология нанесения абразива по сравнению с капельным методом обеспечивает более высокие скорости шлифования и качество шлифа при измерении топких структур с использованием шара большого диаметра) , Нажав кнопку, включают режим шлифования, при этом срабатывает реле 13, рычаг 4 освобождает держатель 10, и образец электромагнитной катушкой 12 прижимается к шлифовальнику 6,
Силу прижи ма регулируют силой тока в катушке 12. По окончании заданного време ш шлифования срабатывает реле 13 и рычаг 14 отклоняет держатель 10 вместе с присоской 11 и образцом от шлифовальника 6 в исходное положение. Фиксация образца в исходном положении, автоматический прижим его к: шлифовальнику и отклонение после обработки в зазоре от 0,5 до :2 мм снижают вероягность раска.тплва- ,ния образцов, образования микротре- дщн к деформирования шлифовальника 6, что дополнительно тювьшшет производительность и качество обработки
Расстояние образца от шлифоваль- ника менее 0,5 мм недопз. стимо из-за вероятности преждевременного подшли-- фования образца вследствие люфта ходовых частей устройства и попадания на образец абразива. Расстояние более 2 мм нерахщонально, так как в этих условиях скорость вращения держателя 10 после его освобождения ргл- чагом 14 успевает достигнуть таких величин, при которых существенпо повышается вероятность растрескивания образца при его соприкосновении с шлифовальщиком 6,
Освободив фиксатор 9 с. Г1омо цью ползуна 8, перемешают держатель 10 для изготовления очередного шлифа на образец в точке, соответствующей требованиям технических условий.
312
закрепляют ползун 8 фиксатором 9 и включают режим шлифования. Операцию повторяют до изготовления требуемого количества шлифов, например пяти, в заданных точках. При очередном перемещении ползуна 8 вследствие специально созданного и зафиксированного поворота плоскости образца от направления этого перемещения (поворотом кронштейна 15 в шарнире 17) место прижима образца к шлифовальнику 6 смещается по оси вращения последнего в зону с неотработанным абразив бм.
.
Оптимальным вариантом исполнения устройства является использование шлифовальника диаметром 150 мм для изготовления на одном образце 3-5 сферических шлифов при контроле элек трофизических параметров тонких и сверхтонких полупроводниковых пленок с повьшенной точностью и производительностью. Например, при скорости вращения шлифовальника 900 об/мин, применении пасты типа АСМ время шлифования кремниевых структур на глубину 5 мкм не превьш1ает 15с,
При этом угол поворота образца крогаптейном 15 регулируют таким образом, чтобы края соседних отработанных зон шлифования на шлифовальнике отстояли друг от друга на расстоянии 50 - 100% их ширины.
Формула изобретения
Устройство для изготовления сферического шлифа, содержащее привод с шаровым шлифовальником, поворотный держатель образца, смонтированный на ползуне, установленном с возможностью возвратно-поступательного перемещения, и механизм прижима образца к шлифовальнику, отличающееся тем, что, с целью повьше- ния производительности и качества изготовления шлифа, устройство снабжено несущим держатель образца и механизм прижима кронштейном установленным на ползуне с возможностью поворота и фиксации относительно оси, перпендикулярной оси поворота держателя образца, расположенной параллельно направляюш;им для перемещения ползуна.
Редактор Л.Повхан
Составитель А.Козлова Техред В.Кадар
Заказ 7852/14
Тираж 738Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фи5.2
Корректор, Л,Пилипенко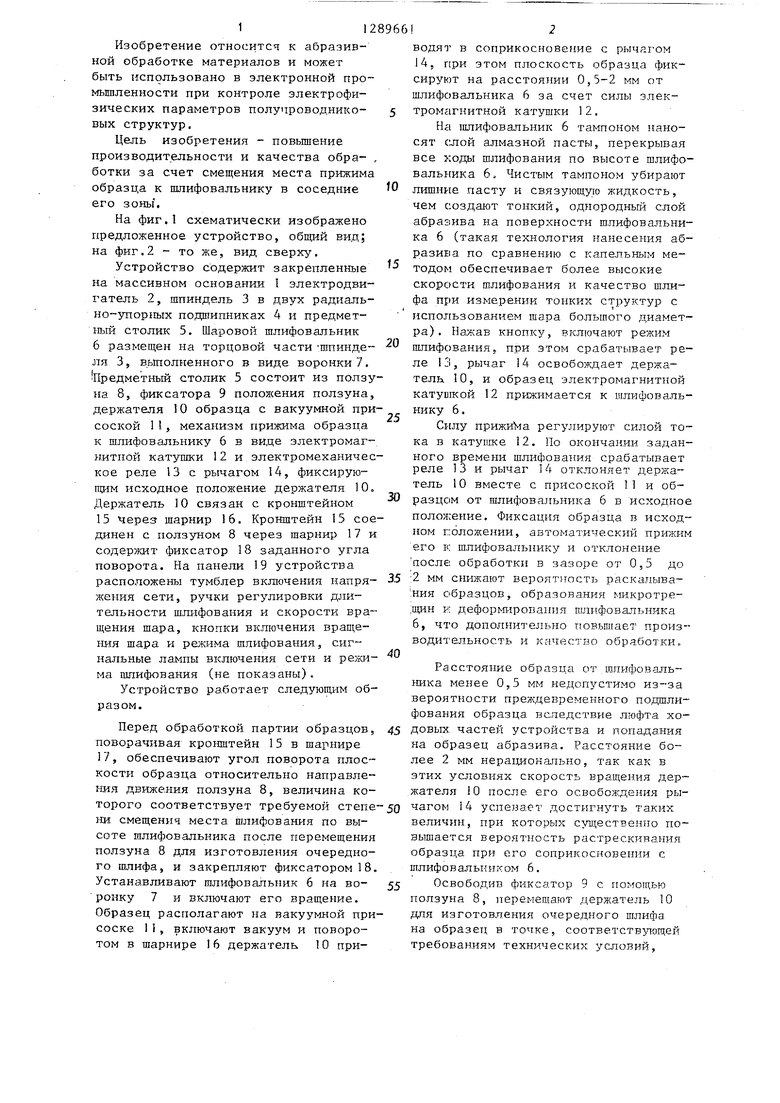
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сферического шлифа | 1978 |
|
SU870078A1 |
| Устройство для изготовления сферического шлифа | 1984 |
|
SU1201107A1 |
| Станок для изготовления сферического шлифа | 1977 |
|
SU701770A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| ВСЕСОЮЗНАЯ I _ , .^.-.-^ргмл Trvt*-"'''' if ft ''<'• il^a;:HiHU"iLAH-; .с !*Й;;; | 1973 |
|
SU364414A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| СПОСОБ ОДНОСТОРОННЕЙ ШЛИФОВКИ ПЛАСТИН КАРБИДА КРЕМНИЯ СВОБОДНЫМ АБРАЗИВОМ | 2022 |
|
RU2790244C1 |
| Устройство для шлифования фасок стеклоизделий | 1982 |
|
SU1057251A1 |
| Мельница | 1991 |
|
SU1793968A3 |
| Устройство для шлифования керамических изделий | 1987 |
|
SU1528648A1 |
Изобретение касается абразивной обработки материалов и может быть использовано в электронной промышленности при контроле электрофизических параметров полупроводниковых структур. Цель изобретения - повышение производительности и качества обработки. Устройство содержит закрепленные на массивном основании 1 электродвигатель 2, шпиндель 3 в двух радиально-упорных подшипниках 4 и предмет1-п,ш столик 5 (ЦС). Шаровой шлифовальник 6 размещен на торцовой части шпинделя 3, выполненной в виде воронки 7. ПС 5 состоит из ползуна 8, фиксатора 9 положения ползуна, держателя (Д) 10 образца с вакуумной присоской 1I, механизма прижима образца к шлифовальнику 6 в виде электромагнитной катушки с электромеханическим реле и рычагом, фиксирующим исходное положение держателя 10. Д 10 связан с кронштейном 15 (К) через шарнир 17. К 15 соеди- иен с ползуном 8 через шарнир и содержит фиксатор заданного угла поворота. 2 ил. & ел 7г 0 JS 2 8 го оо со О)
| Устройство для изготовления сферического шлифа | 1978 |
|
SU870078A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
