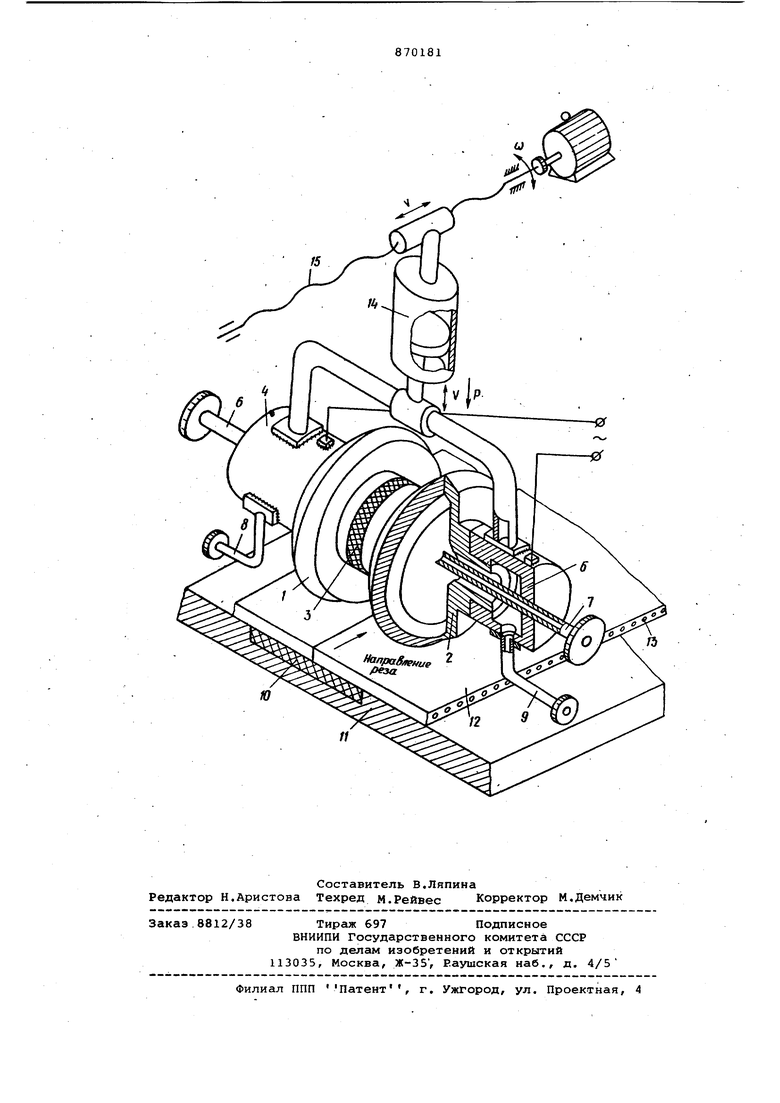
териала, кинематически связанные друг с другом через изолятор 3, установленные с возможностью свободного вращения во втулках 4 и 5, которые кроме того обеспечивают токопровод к дис- . новым ножам 1 и 2, штуцеры 6 и 7, жестко связанные с втулками 4 и 5, служащие для подвода охлаждающей жидкости во внутренние полости дисковых чожей 1 и 2, штуцеры 8 и 9, служащие для отвода охлаждающей жидкости из внутренних полостей дисковых ножей 1 и 2. Устойство также содержит плоский нож 10 из диэлектрического материала, выполненный заподлицо с рабочей поверхностью стола 11, установленный симметрично относительно дисковых ножей 1 и 2, на котором расположено обрезиненнре металлокордное полотно 12 с металлическими нитями 13.
Устройство кроме того содержит механизм 14 прижатия дискового ножа к плоскому ножу 10 и механизм 15 возвратно-поступательного перемещения дискового ножа,
Работа устройства осуществляется следующим образом,
Металлокордное полотно 12 размещают на столе 11 таким образом, что линия предлагаемого реза находится на оси плоского ножа 10, Механизм 14 прижатия, выполненный, например, в виде пневмоцилиндра, с усилием Р прижимает дисковые ножи 1 и 2 к металлокордному полотну 12. В этот момент на дисковые ножи 1 и 2 подается ток от электрической силовой цепи и механизм 15 горизонтального возвратно-поступательного перемещения, выполненный например, в виде кинематической пары винт-гайка с приводом от индивидуального электродвигателя, сообщает дисковым ножам 1 и 2 в собокупности с механизмом 14 прижатия перемещение, параллельное ножу 10. Таким образом, дисковые ножи 1 и 2, перекатываясь по обрезиненному полотну слегка заостренными рабочими гранями, выдавливают слой резины, вводя в контакт металлические нити 13 металлокордного полотна 12. Электрический ток проходит от одного дискового ножа к другому через металлическую нить, своим действием разогревая ее до температуры плавления в результате чего нить 13 переплавляется на участке, заключенным между дисковыми ножами, образуя каплевидные усилия на торцах нитей. Резина, находящаяся в soHfe реза, обгорает, не оказывая
сколько-нибудь заметного влияния на качество шин.
Чтобы избежать перегрева дисковых электродов, внутри каждого из них имеется полость, куда посредством е штуцеров 6 и 7 подается охлаждающая жидкость, например вода. По мере заполнения внутренних полостей дисковых ножей, охлаждающая жидкость через зазор между стенкой дискового но жа и штуцером для ее подвода переливается во внутренние полости втулок 4 и5,посредством штуцеров 8 и 9 от водится в канализацию.
Замена существующих механизмов реза металлокордного полотна настоящим 5 устройством позволяет исключить остановки конвейера, необходимые для замены затупившихся ножей на вновь заточенные с последующим выставлением необходимого зазора, исключить операцию заточки режущих ножей и увеличить надежность реза, улучшить качество разрезаемых кромок при сохранении прежней производительности установки.
Формула изобретения
1. Устройство для раскроя обрезиненного металлокордного полотна, вклю чающее опорный стол, неподвижный плос кий и подвижный дисковый режущие ножи и механизмы перемещения дискового ножа и его прижатия к неподвижному, отли.чающееся тем, что, с целью повышения надежности реза и улучшения качества разрезаемых кромок, дисковый нож выполнен в виде параллельно расположенных полых дисков из
0 токопроводящего материала, образующих спаренные электроды, соединенные с цепью электрического тока и сообщающиеся своими полостями с трубоп роводами подачи и отвода охлаждающей жидс кости, а плоский нож - из диэлектрического материала.
2, Устройство по п. 1, отличающееся тем, что плоский нож установлен заподлицо с опорным столс 4
Q симметрично относительно рабочих кромок дискового ножа.
Источники информации, принятые во внимание при экспертизе
1.Рагулин В.В. Технология шинного производства, М., Химия, 1975,
5 с. 271.
2.Там же, с. 273-274 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольного раскроя материала на полосы | 1990 |
|
SU1797633A3 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ РАСКРОЯ ЛИСТОВОГО)МАТЕРИАЛА' | 1965 |
|
SU168866A1 |
| Устройство для раскроя листового материала | 1974 |
|
SU531760A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРЕЗИНЕННОГО КОРДНОГО ПОЛОТНА | 1990 |
|
SU1757185A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО РАЗРЕЗАНИЯ ПО ДВУМ ИЛИ НЕСКОЛЬКИМ ЛИНИЯМ РЕЗА ПОКРЫШКИ | 2009 |
|
RU2416519C2 |
| Способ изготовления обрезиненного металлокордного полотна | 1990 |
|
SU1733255A1 |
| СТОЛ ДЛЯ РЕЗКИ ТКАНЫХ И НЕТКАНЫХ МАТЕРИАЛОВ | 2024 |
|
RU2827234C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ РАСКРОЯ ОБРЕЗИНЕННОГО МЕТАЛЛОКОРДНО ГО ПОЛОТНА | 1971 |
|
SU317545A1 |
| Устройство для опрессовки металлокордных материалов | 1981 |
|
SU979166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОМОГЕННОГО ЛИНОЛЕУМА | 2008 |
|
RU2361025C1 |