(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СООСНОСТИ РЯДА ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размерных параметров длинных отверстий | 1976 |
|
SU783560A1 |
| СПОСОБ КОНТРОЛЯ РЕЗЬБОВЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2051327C1 |
| Оправка переналаживаемая для контроля отверстий | 1990 |
|
SU1763865A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СООСНОСТИ ДЕТАЛЕЙ, ЦЕНТРОИСКАТЕЛЬ И МЕХАНИЗМ НАВЕДЕНИЯ | 1995 |
|
RU2107259C1 |
| УСТРОЙСТВО ДЛЯ РАЗМЕРОМЕТРИИ | 1992 |
|
RU2042106C1 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| Устройство для контроля толщины покрытия в процессе напыления | 1989 |
|
SU1657937A1 |
| СПОСОБ ВЫВЕРКИ И КОНТРОЛЯ СООСНОСТИ ПРЕССОВОГО ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234386C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2016372C1 |
| ЛАЗЕРНЫЙ ОТВЕС | 2015 |
|
RU2591741C1 |
I
Изобретение относится к измерительной технике и может быть использовано при контроле соосности ряда отверстий одного диаметра.
Наиболее близким к изобретению является устройство для контроля соосности ряда отверстий, содержащее натянутую струну и измеритель 1.
Недостатком этого устройства является недостаточная точность замеров отклонений, которые осуществляются обычной линейкой от края отверстия до струны.
Целью изобретения является повыщение точности и производительности контроля.
Указанная цель достигается тем, что измеритель выполнен В виде устанавливаемой в отверстиях втулки С продольным разрезом, закрепляемой от осевого перемещения на контролируемой Детали и имеющей щирину разреза, достаточную для прохождения струны и оптического отсчетного узла, закрепленного на втулке, оптическая ось которого перпендикулярна оси втулки.
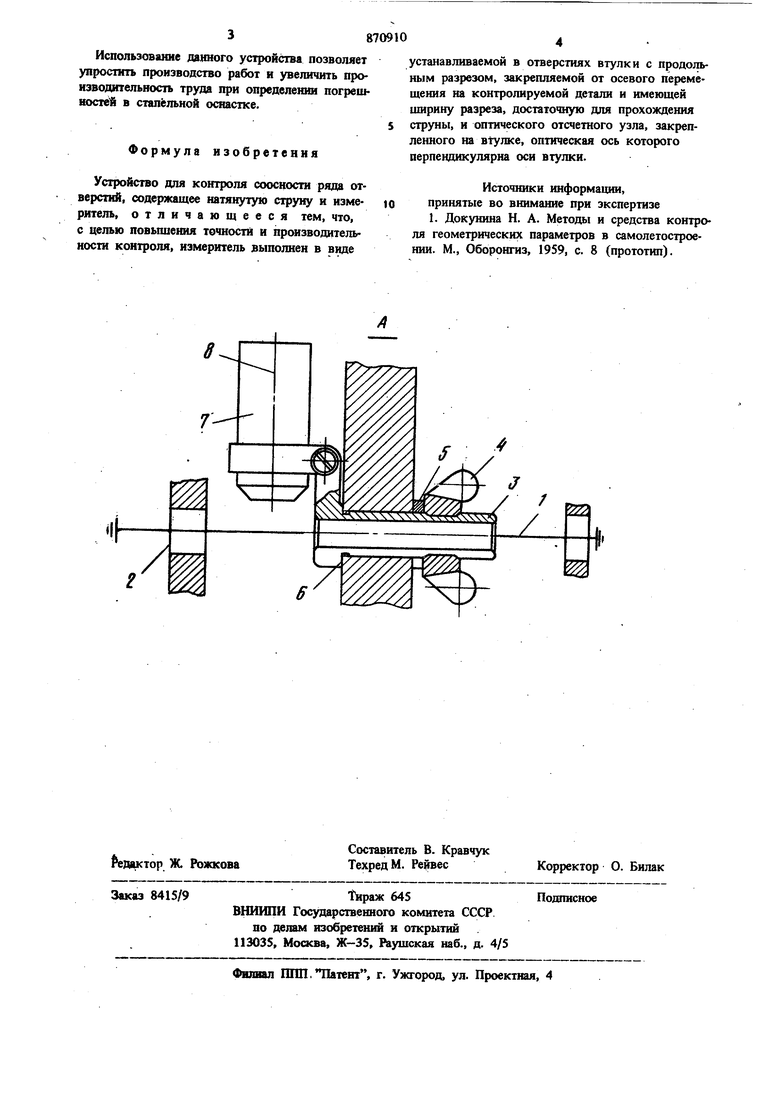
На чертеже представлено предлагаемое устройство, вертикальный разрез.
Устройство содержит струну 1, натягиваемую через все контролируемые отверстия 2, измеритель, выполненный в виде втулки 3, наружный диаметр которой вьшолнен по скользящей посадке относительно контролируемых отверстий 2 и закрепляемую от осевого перемещения гайкой 4 и щайбой 5. Во втулке 3 по всей длине имеется сквозной продольный разрез 6.
На втулке 3 закреплены оптический отсчетный узел 7, оптическая ось 8 которого перпен10дикулярна оси втулки.
Устройство работает следующим образом.
По осям крайних контролируемых отверстий 2 и через все промежуточные натягивается
15 стальная струна известного сечения. Втулка 3 с оптическим отсчетным узлом 7 одевается на струну, и вводится поочередно во все отверстия 2. От осевого перемещения втулка закрепляется на детали посредством щайбы 5 и гайки 4.
20 По оптическому ответному узлу берется отсчет. Замер на каждой дистанции производится по двум взаимно перпендикулярным положениям отсчетного узла.
Использование даиного устройства позволяет упростить производство работ и увеличить производительность труда при определении погреш ностеЯ в стапельной оснастке.
Формула изобретения
Устройство для контроля соосности ряда отверстий, содержащее натянутую струну и измеритель, отличающееся тем, что, с целью повьппения точности и производительности контроля, измеритель выполнен в виде
устанавливаемой в отверстиях втулки с продольным разрезом, закрепляемой от осевого перемещения на контролируемой детали и имеющей ширину разреза, достаточную для прохождения струны, и оптического отсчетного узла, закрепленного на BtynKe, оптическая ось которого перпендикулярна оси втулки.
Источники информации, принятые во внимание при зкспертизе 1. Докунина Н. А. Методы и средства коитроля геометрических параметров в самолетостроении. М., Оборонгиз, 1959, с. 8 (прототип).
II
