(54) БЛОК МАГНИТНЫХ ГОЛОВОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Блок магнитных головок | 1985 |
|
SU1307476A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1976 |
|
SU576595A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления магнитной головки | 1982 |
|
SU1064304A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Магнитная головка | 1989 |
|
SU1606999A1 |
| Блок комбинированных магнитных головок | 1983 |
|
SU1129650A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
1
Изобретение относится к области приборостроения и может быть использовано при создании блоков магнитных головок для бытовых и специальных аппаратов магнитной записи.
Известен блок магнитных головок, полублоки которого или полуобоймы скрепля- ются между собой посредством винтов 1. Такая сборка не технологична, так как не позволяет автоматизировать сам процесс сборки полуобойм в целую обойму. Кроме того, необходимость выполнять отверстия |0 для винтов с некоторым зазором приводит к тому, что в процессе стяжки полуобойм может произойти их сдвиг между собой, а это снизит точность записываемой и воспроизводимой информации.
За прототип изобретения принят блок магнитных головок, состоящий из двух полуобойм, в которых выполнены отверстия для установки штифтов, скрепляющих эти полуобоймы в общую обойму, и из установленных в полуобоймах полусердечников 20 сопряженных между собой через немагнитные прокладки 1. Но и в этом случае точность сборки блока магнитных головок
оказывается недостаточно высокой, а сам проце.сс сборки несколько усложненным, хотя и поддающимся автоматизации.
Целью изобретения является повышение точности и упрощение процесса сборки полуобойм.
Достижение поставленной цели осуществляется за счет того, что в блоке магнитных головок, состоящем из двух полуобойм, в которых выполнены отверстия для установки штифтов скрепляющих эти полуобоймы в общую обойму, и из установленных в полуобоймах полусердечников, сопряженных между собой через немагнитные прокладки, оси симметрии отверстий для штифтов выполнены пересекающимися между собой под углом от 10 до 30°,
5 а сами штифты установлены в этих отверстиях без зазора.
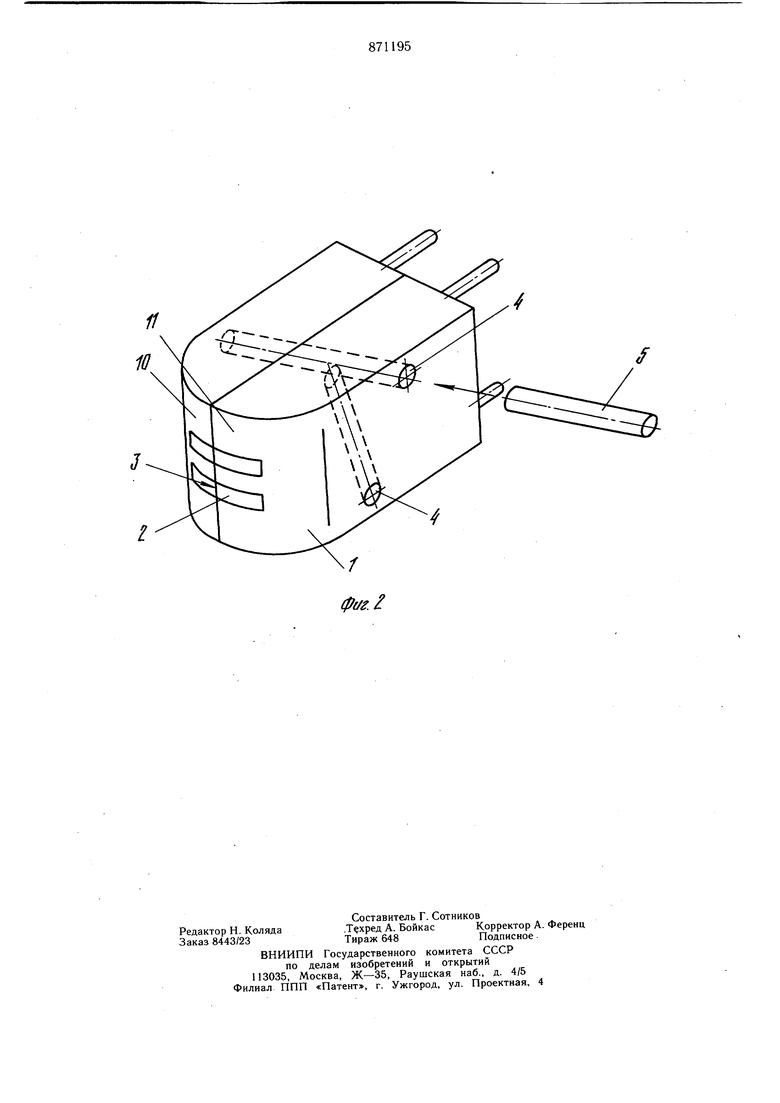
На фиг. 1 показан собираемый блок магнитных головок в оправке; на фиг. 2 - то же с расположением в нем щтифтов-.
Блок магнитных головок 1 имеет полусердечники 2, сопряженные между собой через немагнитную прокладку 3. Отверстия 4, в которые вставляются штифты 5, могут быть выполнены например с помощью оправки 6, через которую сверлом 7 выполняются отверстия 4. Оси симметрии 8 и 9 отверстий 4 пересекаются между собой под углом от 10 до 30°. Сам блок магнитных головок состоит из полуобойм 10 и 11. В процессе сборки блока магнитных головок полу,сердечники 2 размещают в полуобоймах, обрабатывают последние по плоскости разъема и две полуобоймы сопрягают между собой через немагнитные прокладки 3, формируя тем самым рабочие зазоры. Сопряжение происходит в оправке; в ней же и с ее помощью устанавливают совершенно точно обе полуобоймы, выполняют отверстия под штифты и скрепляют обе полуобоймы. После этого производят обработку блока по поверхности, на которую выходят полусердечники, т. е. по рабочей поверхности. Как можно видеть, процесс, как минимум, можно полуавтоматизировать, что снизит трудозатраты по сборке блоков магнитных головок и в то же время блок остается ремонтнопригодным. Но за счет выполнения отверстий для штифтов под указанным углом между собой описанный блок магнитных головок получает к тому же повышенную жесткость, что практически исключает вероятность сдвига .полуобойм при их сопряжении штифтами. Формула изобретения Блок магнитных головок, состоящий из двух полуобойм, в которых выполнены отверстия для установки штифтов, скрепляющих эти полуобоймы в общую обойму, и из установленных в полуобоймах полусердечников, сопряженных между собой через немагнитные прокладки, отличающийся тем, что, с целью повышения точности и упрощения процесса сборки полуобойм, оси симметрии отверстий для штифтов выполнены пересекающимися между собой под углом от 10 до 30°, а сами штифты установлены в этих отверстиях без зазора. Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 45-14834 кл. 102Е5,1970. 2.Авторское свидетельство СССР № 268499 кл. G 11 В 5/28,1968 (прототип).
фуг. f
