(54 ) СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО ПРУТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки профилей "на ребро" и устройство для его осуществления | 1986 |
|
SU1423196A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ обработки непрерывнолитой подшипниковой стали | 1982 |
|
SU1069887A1 |
| Способ прокатки сортовых профилей из спеченных материалов | 1979 |
|
SU869970A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2464116C1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2465079C1 |
| Способ производства рельсов | 1991 |
|
SU1793974A3 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
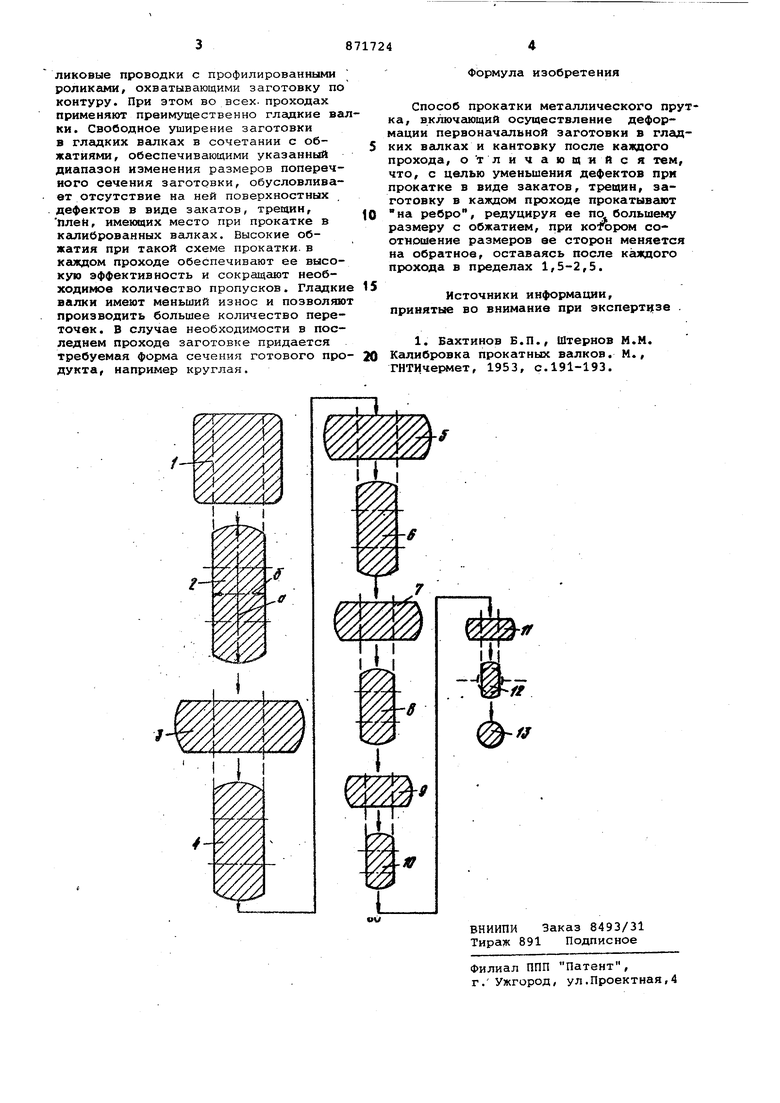
Изобретение относится к ярокатно му производству и может выть исполь зовано при прокатке прутков квадрат ных и других профилей из непрерывнолитых и канатных заготовок. Известен способ прокатки заготовок, заключающийся в том, что обжатия в цилиндрических гладких валках чередуют с обжатиями в ребровых я1Ди ных калибрах, изменяя при этом направление осадки заготовки в Кс1ждом последующем пропуске на 90 по отношению в направлению осадки заготовки в предьщущем пропуске 1J, Недостатком этого способа являет ся возможность образования при прокатке дефектов на затоговке в виде.. плен, закатов, трещин. Описываемый способ отличается тем, что заготовку в каждом прюходе прокатывают на ребро, редуцируя е по большему размеру с обжатием, при котором соотношение ее сторон меняется на обратное, оставаясь после каждого прохода в пределах 1,5-2,5. Это существенно уменьшает образование указанных дефектов. Oпиcывae tый способ поясняется че тежом, где показано последовательное прохождение заготовки в проходах 1-12 -(пунктиром, показан профиль межвалковой щели ) до получения конечного профиля 13. В качестве исходной заготовки может служить квадратная заготовка 1, а также прямоугольная заготовка, получаемые на обжимных станах или непрерывной разливкой. Лосле первого прохода заготовка соотношение размеров по большой оси а и малой оси б в пределах 1,5 - 2,5. В последующих проходах заготовку всегда прокатывают в направлении ее большой оси таким образом, чтобы соотношение ее большего и меньшего размеров во всех проходах сохранялось в пределах 1,5 2,5. Для этого перед каждым проходом заготовку кантуют или применяют че едующееся горизонтальное и вертикальное расположение пар валков и задают заготовку в каждую пару вал-, ков в положении на ребро, т.е. ориентируя ее малую ось параллельно осям валков. Для обеспечения устой чивого положения при задаче заготовки в положении на ребро могут быть применены вводные центрирующие ро
