1
Изобретение относится к автоматизации производственных процессов в металлургии, в частности для регулирования толщины полосы на реверсивных станах хол одной прока тки.
Известен способ регулирования толщины полосы, заключающийся в том, что измеряют толщину подката, сравнивают измеренную величину толщины с заданной И отрабатывают отклонение сравниваемых величин воздействием на соотношение скоростей вращения рабочих валков. Согласно такому способу измерителем толщины полосы, установленным на входе клети, измеряется действительное значение толщины подката, которое сравнивается с заданным, и отклонение подается на вход устройства регулирования, В устройстве сигнал отклонения толщины подката соответствующим образом преобразуется в сигнал изменения соотношения скоростей вращения приводных двигателей, а слеловательно, и рабочих валков клети 13 ,
Однако при таком регулировании толщины полосы частота отрабатываемых О1клонёний определяется предельной частотой привода. Частота разнотолщинности полосы зависит от скорости прокатки и увеличивается с увеличением скорости прокатки. Зачастую при рабочих скоростях прокатки частота отклонений толщины полосы превьпиает предельную частоту привода, и в этом случае высоко10частотная составляющая на этой скорости убираться не будет. Для получения особо высокой точности проката по толщине (в большинстве случаев на высокоуглерюдистых и легированных марках стаtsли) требуется снижение высокочастотных составляющих. Это можно достичь, если заведомо снизить скорость прокатки для уменьшения частоты разнотолщинности, т. е. вести прока-псу на низких скоростях,
20 что приводит к существенному снижений производительности стана и к неполному использованию привода по его частотным свойствам. Целью изобретения является повьпие- ние точности проката за счет сглаживания высокочастотных составляющих разJ нотолщинности и полное использование CBpiRcTB привода валков. Поставленная цель достигается тем, что согласно способу, заключающемуся в том, что измеряют толщину подката, сравнивают измеренную величину толщины с заданной и отрабатывают отклонение сравниваемых величин воздействием на соотношение скоростей вращения рабочих валков, дополнительно из измеренной на входе клети разнотолщинности полосы вьщеляют высокочастотную с оставляющу разнотолщинности, сравнивают ее с предель ной частотой привода и в случае превьпаеии высокочастотной разнотолщинности предел ной частоты привода обрабатывают отклонение сравниваемых частот снижением ско рости прокатки, воздействуя на привод рабочих валков. В этом случае привод обеспечивает сглаживание отклонений. При превышении частоты разнотолщин- ности подката над частотой привода производится снижение скорости прокатки до уровня, при котором наступает равенство этих частот. На чертеже представлена блок-схема, поясняющая предлагаемый способ. Блок - схема содержит микрометр 1 перед клетью, блок 2 сравнения, блок 3 выделений переменной составляющей отклонения и блок 4 сравнения частот. С измерителя 1 снимается сигнал, пропорциональный действительному значению толщины полосы .на входе, в блоке 2 сравнения он сравнивается с сигналом, пропорциональным заданному значению толщины полосы на входе, и с последнего снимается сигнал разнотолщинности. Который далее подается в С APT (на схеме не указано). Последняя осущёс-геляет регулирование по сигналу отклонения толщины. Одновременно сигнал отклонения толщины подается в блок 3 вьщеления переменной составляющей отклонений, С вы хода блока 3 сигнал частоты разнотолщнн ности подается на блок 4 сравнения частот, где он сравнивается с сигналом предельной частоты привода. С выхода блока 4 снимается сигнал, равный разности этих частот, который подается на вход блока задания скорости прокатки (на схеме не показан). Если частота отклонений толщины полосы меньще предельной частоты привода прокатха идет на установленной рабо- , ей скорости, никакого воздействия на корость прсжатки не оказьшается. В слуае превышения частоты отклонений над редельной частотой привода сигнал разности этих частот, поступающий в блок адания скорости, снижает скорость проатки до наступления равенства этих частот, после чего скорость прокатки устанавливается на новом уровне, определяемом предельными частотными свойствами привода. При снижении частоты разнотолщинности скорость прокатки восстанавливатся и опять определяется предельной частотой привода. Однако скорость в этом случае увеличивается только до установ- пенной рабочей скорости прокатки, а при достижении ее значения сигнал на дальнейшее увеличение скорости не действует, Применение предлагаемого способа позволяет выравнивать высокочастотные составляющие отклонения толщины; постоянно следить за частотными свойствами полосы; подстраивать устройство регулирования толщины полосы на разпич иые частоты, обеспечивая регулирование на предельной частоте самого привода. Формула изобрете Способ регулврсжашш толщины полосы на реверсивн( стане прокатки-волочения, заключающийся в том, что измеряют толщину подката, сравнивают измеренную толщину с заданной и отрабатывают отклонение сравниваемых величин воздействием на соотношение скоростей вращения рабочих валков, отличающийся тем, что, с целью повышения точности прсжата за счет сглаживанНя млсокочастотных составляющих разнотолщинности и полного использования частотных свойств привода валков, дополнительно из измеренной на входе клети разнотопщинностн полосы выделяют высокочастотную составляющую разнотолашнности, сравнивают ее с предельной частотой приводе и в случае превышения высокочастотной составляющей разнотолщинности предельной частоты привода отрабатывают отхионение сравниваемых частот снижением скорости прокатки, воздействуя на привод, рабочих валков, Источники информации, принятые во внимание при экспертизе 1, Авторское свндетедглтБО СССР № 50О842, кя. В 21 В 37/02, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA РЕВЕРСиВНОМСТАНЕ пРОКАТКи-ВОлОчЕНия | 1979 |
|
SU827203A1 |
| Способ регулирования толщины полосы на стане прокатки-волочения | 1979 |
|
SU863038A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 2001 |
|
RU2207205C2 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Способ регулирования толщины полосы на стане прокатки-волочения | 1981 |
|
SU1018739A1 |
| Устройство автоматического регулирования толщины проката | 1978 |
|
SU780915A1 |
| Устройство автоматического регулиро-ВАНия ТОлщиНы пОлОСы HA CTAHAX пРОКАТ-Ки-ВОлОчЕНия | 1979 |
|
SU812369A1 |
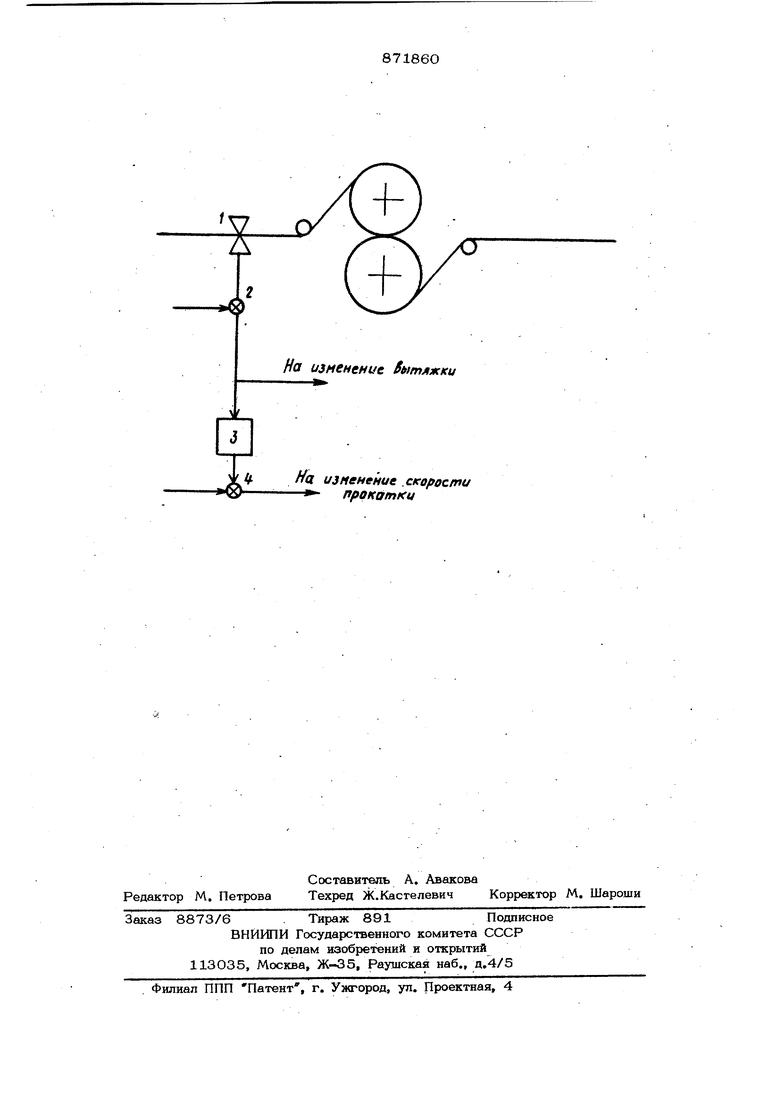
На изменение $мтлжки
На изменение .скорости прокотк
