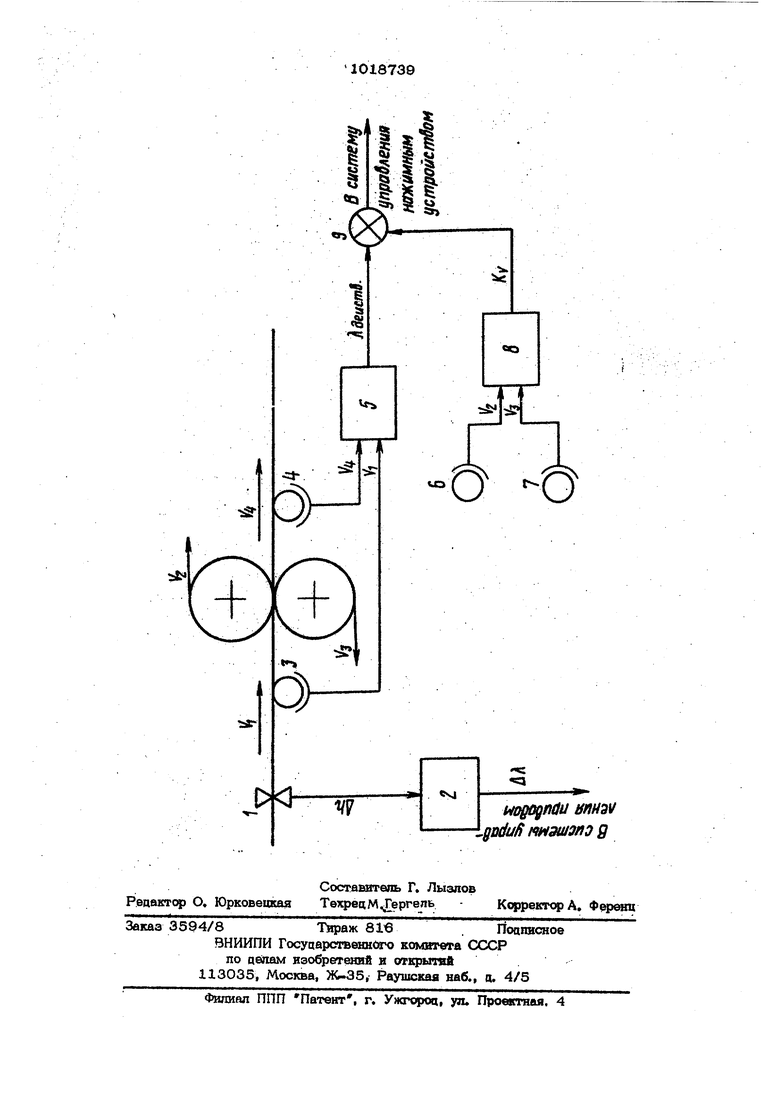
11 Изобретение относится к автоматизации металлургических процессов, в частности к области автоматизации ста нов хапоцной прокатки - вопочешш. Известен способ регулиров 1ния топио ны полосы на станах прокатки-волочения, согласно которому измеряют толщину полосы на вхоае в клеть, сравнива ют с заданной толщиной полосы и prpftбатывают замеренное отклонение толщины полосы от заоанной путем возцейарвия на скорость ашения рабочих валков клети. При этом регулирующее во цейсгвие пропорционально отклонению толщины псвтосы на вхоце. Одновременно замершрт отклонение толщины полосы на выходе клети, выцеляют высокочастотную составляющую, вьшрямляпот ее, интегрвн руют и по полученному сигналу осущес ВЛ5Пот коррекцию времени задержки сигнала регулирования от входаюго ра ао огчага аефо|ыации lj . Недостатком способа $ вляется то, что он применим для процесса с охватом валков полосой, так как позволяет осуществлять регулирование только при нашгчии резерва фрикционных СШ1 на дугах охвата, обеспечиваюидах устойчивость-.- процесса. Известно также техническое рещение ОЛЯ регулирования толщины полосы на стане прокатки- волочения без охвата валков полосой, позволяющее регулировать толщину полосы Boaaei ствием на отклонение окружных скоростей рабочих валков по сигналу отклонения толщины полосы на входе клети. В нем предусмотрено также воздействие на нажимное устройство стана, но кор- : рекция давления осуществляется в соответствии с текущим значением входной толщины 12 J . Недостатком данного технического решения является то, что измерение входной толщины осуществляется микрометром, установленным перед клетью, а .следовательно, воздействие на нажимное устройство осуществляется с запазд ванием, что не может обеспечить необходимую точность. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ, заключак щийся в том, что измеряют отклонение толщины полосы на входе клети от задан ного и отрабатывают это отклонение путем воздействия на отнощение скороотей рабочих валков. При этом регулирующее воздействие, пропорциональное 9 отклонению толщины полосы подается в системы управления приводных двигателей 3j . Однако известный способ обеспеч№вает эффективное регулирование толщины полосы 1|ри 11рокатк& волочении с охватом валков полосой, когда концы полосы движутся со скоростями, раьными окружным скоростям валков, и вытяжка однозначно стределяется отнощением скоростей рабочих валков, т.е.. где вытяжка металла в пропуске;1 - отнощение скоростей ра-, бочих валков; V - скорость заднего конца полосы; Y - скорость переднего конца ПОЛОСЫ} Vj - скорость ведущего валVT. скорость ведомого валка. При прокатке-волочении без охвата полосой валков полосой в процессе регулирования толщины полосы путем воздействия на соотнощение скоростей валков возможно появление несоответствия между вытяжкой Д и отнощением скоростей рабочих валков Ку Л .а следовательно, V4/V . V,, /V. В. этом случае нарущается процесс прокатки-волочения, что приводит к увеличению разнотолщинности, к проскальзыванию металла относительно рабочих валков, к образованию наваров на валки. Целью изобретения является повыщение точности и эффективности регулирования толщинь полосы при npOKaiw ке-волочении, а также обеспечение устойчивости протекания процесса прокатки-волочения пря регулировании. Поставленная цель достигается тем, что согласно способу регулирования толщины полосы на стане прокаткиволочения, заключающемуся в том, что на входе клети измеряют отклонение толщины полосы от заданной, преобразуют это отклонение в приращение вытяжки и (этрабатьтают это отклонение путем воздействия на скорости рабочих валков клети в процессе регулирования дополнительно измеряют отношение скоростей рабочих валков и отнощение скоростей KOHUOB прокатываемой полоы до и после клети, сравнивают эти отношения и при их неравенстве eoaaeiV ствуют на нажимное устройство клети ас кх выравнивания. На чертеже преаставпена блок-схема поясняющая преопагаемый способ регулирования. Схема содержит микрометр 1 на вхо де клети, узел 2 преобразования откло нения: толщины в соответствующее прира щение вытяжки, измерители 3 и 4 скоростей полосы на входе в клеть и выхо де из нее, измеритель 5 Лноше шя сксфостей концов полосы (измеритель цейсгвитёльной вытяжки), .измерители 6 и 7 скоростей рабочих валков, измеритель 8 отнощения скоростей рабочих вешйов, узел 9 сравнения. На чертеже также обозначено: uliотклонение толишны полосы на входе, & Х- приращение вытяжки, необходимое ОЛЯ компенсашш разнотолщинности, NAP тв действительное значение выТяжки, отношение скоростей рв бочих валкое, YJ V2 ViMV,, соответствую щие скорости. В нормальных условиях при OTcyTCiv НИИ входной разнотоящинности и собяюденки процесса прокатки-волочения имеем „ЛИ м а При наличии входной разнотолишнности 1 (она измеряется микрометром 1, установленным на входе клети) она преобразуется в регулирующее воздействие на изменение вытяжки, согласно выражению д--л.,(, где Uk д. пропорционально Д ii . Это регулирующее воздействие nooaiot в системы управления приводными овя гател$1ми на его отработку. При этом измеряют величину К у и аействительное значение вытяжки АAg|;|(.i9, сравнивают их в узле 9 сравнения и при их неравенстве сигнале раыоым разности Ку и Ддр г оздейстьу от на нажимные устро ютва клети опй соответствуу щего изменения давления, обеспечиваю щего равенство .де15ст в Пря этом воздействие на оавленне осуществляется только в том С)чае, если npcKCxooKt нарушение npcttieoca, т.е. опя обеспечения протекаюш провео са в зоне его сушёствоюанвя лрв регулоь рованяи топшины яопосы. Возаейстшё это осушесгйяяется без аапаз{В 1ваш1я, мгвовенно, так клк беа залаэдывакня нэмернефся xeiiyiitee валтяжки практичесю в )}бфС11 машй, а са&аюем/твпьпо я лхрном но 4 1а руетса/несоо гветстЫ1е отн(ии НИИ e&qpocT«lt рабочих и скоростей кс«щю аопбсял (т {ушего эйаче1шя тяжки). TaiotM о(зш« лреопах юмый елоcoi6 обеспечютет более точное и эффе& 1Р в|{Ое регу вфавваяе тол1Ш1яы пояосы щж прс1 катхе «али}чешш без охвата вашсов полосой, стабильность щюцесса, всхиючаеф бозмомшость нарушения нройеоса и с&язанвые с этим проспи става.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы на реверсивном стане холодной прокатки-волочения без охвата валков полосой | 1976 |
|
SU692649A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки-волочения без охвата валков полосой | 1982 |
|
SU1101309A1 |
| Способ автоматического регулирования толщины полосы | 1977 |
|
SU622526A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1005969A1 |
| Устройство автоматического регулиро-ВАНия ТОлщиНы пОлОСы HA CTAHAX пРОКАТ-Ки-ВОлОчЕНия | 1979 |
|
SU812369A1 |
| Способ регулирования толщины полосы на стане прокатки-волочения | 1979 |
|
SU863038A1 |
| Способ автоматического регулирования толщины полосы | 1979 |
|
SU869889A1 |
| Устройство формирования управляющего воздействия на скорость валков стана прокатки-волочения | 1977 |
|
SU648300A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1974 |
|
SU529864A1 |
СПОСОБ PEryjftlPOBAHHH ТОЛЩИНЫ ПОЛОСЫ НА СТАНЕ ПРОКАТКИ-ВОЛОЧЕНИЯ, заключающийся ---- -f-iibSai sii В том, что измеряют отклонений толщины полосы на вхоце клети от зааанвой, преобразуют это отклонёгше в прир|аш& нне вытяжки н отрабатывают зто €ткло- кение путем воапействия на скорости рабочих валков клети, о т л и ч a v щи и с я тем, что. с цепью повышения точносгти и эффективйости регулирования . толщины полосы, a также обесй&чения устойчивости процесса прокатк№волачеиия пр регулировании, в проаеосе регулирования аопопнительно отношение CKOpdct i рабочих валков и отношение сж ч остей концов 1фокатываемой полосы ао и поспе клети, сравшъвают эти отношенкя к пря их неравенств ве воздействуют на нажимное ycopoftct ш во клети ао их выравнивают.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для определения скорости движения и пройденного пути вагонами, автомобилями и т.п. | 1915 |
|
SU863A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
