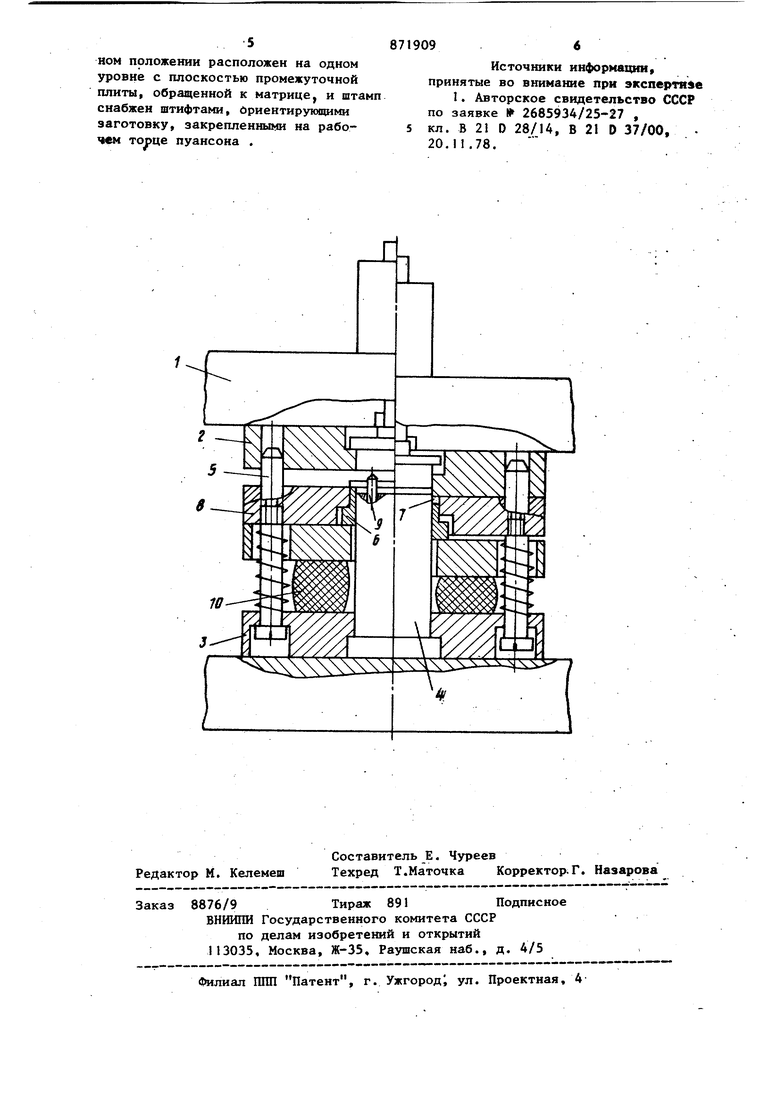
Изобретение относится к технологи ческой оснастке для обработки штучны заготовок и может быть использовано в машино- и приборостроении, в радиотехнической и радиоэлектронной промышленности для пробивки отверсти в листовых заготовках. Известен штамп для обработки штуч ных заготовок, преимущественно листо вых, содержащий связанные направляюцими колонками верхнюю и нижнюю, плиты, на одной из которых размещен по меньвей мере один пуансон, а на другой - матрица а также содержащий прижим-съемник, снабженный пружинами, н плиту с окном и средствами фик сации заготовки на рабочей позиции, расположенную между матрицей и прижимтт съемником, причем прижимсъемник выполнен с выступом, обращенным в сторону матрицы и имеющим размеры в плане, соответствующие раз мерам заготовки, d плита с окном. связанная с ьшжней плитой направляющими колонками, установлена с возможностью перемещения и снабжена пружинами, окно вьтолнено ступенчатым с размерами в плане нижней ступени мень ше размеров обрабатываемой детали и не меньше наружных размеров матрицы, размеры верхней ступени меньше соответствующих размеров высту та прижимасъемника, в двух параллельных стенках плиты.с двух сторон окна выполнены сквозшле пазы, расположенные между верхней и нижней ступенями окна, а средства фиксации выполнены в виде по меньшей мере одного прижима, расположенного со стороны стенки, в которой выполнен один из пазов, и по меньшей мере одного упора, расположенного перпендикулярно. Штамп снабжен дополнительными направляющими колонками, связывающими плиту с окном с нижней плитой, а пружинь: взаимодействующие с плитами, установлены на этих колонках fl 3 Недостатком известного штампа является невозможность получения деталей с толщиной стенки Mejiyjy наружной поверхностью и поверхностью, охватывающей пробиваеш е отверстие, равной 0,7-1,5 татаф1ш 1 обрабатываемого материала. Цель изобретения - обеспечение ВОЗМОЖНОСШ получения деталей с толврхной стенки между яаружнЫ поверхHoctb и поверхностью, охватывающей пробиваемое отверстие, равной 0,7i,5 толщины обраб8та1ваемого материала. . . Цель достигается тем, что в штамне для пробивки отверстий в штучных заготовках, преимущественно листовых содержащем верхшою и.нижнняо плиты, связанные напразлякщими колоика1«з и несущие, пуансон и матрицу, а также содержащий подпружиненный съемник готовой детали с пуансона и промежут чную плиту с отверстием, имеющим ши рину, соответствующую ширине заготов ки, отверстие в промежуточной плите выполнено эамкнутм4 с размерами поперечного сечения, соответствукицими размерам заготовки, подпружиненный съемник помещен в отверстие промежу чной плиты и его торец в исходном по ложении расположен на одном уровне с плоскостью,промежуточной плиты, обращенной к матрице, и штамп снабжен Штифтами , ориентируняцими заготовку, закрепленными на рабочем т це пуансона. На чертеже показан предлагаемый штамп (исходное положение), общий вид. Штамп содержит верхннйо плиту 1 с закрепленной на ней матрицей 2, ниж нюю плиту 3 с закрепленным на ней пуансоном 4, направлякшще колонки 5, связывающие верхнюю 1 и нижню 3 плиты, 11одпружиненный съемник 6 готовой детали 7 с пуансона и промежуточнзда плиту 8 с замкнутьм отве с-тем с размерами поперечного сечения, соответствующими размерам заготовки .,Штамп снабжен штифтами 9, орнентирзгкицимн заготовку, закреплен m)oi на рабочем торце пуанбона 4. В . качестве эластичного элемента, обес печивакздего пружинение съемника, в шташте размещен буфер Ш. Штамп работает следуницим образсж. Заготовку устанавливают на штифты Э пр предварительно полученным технологическим отверстиям. При pa-i бочем ходе штампа под воздействием движущейся верхней плиты 1, заготовка входит в окно промежуточной плиты 8, цри этом съемник 6 опускается, сжимая буфер 10. После того, как заготовка полностью войдет в окно промежуточной плиты 8, рабочая плоскость матрицы 2 соприкоснется с верхней плоскостью промежуточной плиты 8. Далее матрица 2 движется вместе с промежуточной плитой 8, заготовкой и съемником 6, сжимая буфер 10. В процессе движения происходит внедрение пуансона 4 в заготовку, при этом отверстие в промежуточной плите 8 удерживает заготовку по наружному контуру от выпучивания под давлением буфера 10.и пуансона 4. При обратном ходе штампа матрица 2 поднимается вверх, вместе с ней под воздействием буфера 10 и пружин (на чертеже не обозначены) ДВИЖУТСЯ промег; жуточная плита 8 и съемник 6, осущест-; вляющий при этом съем обработанной детали 7 с пуансона 4. Совместное их движение продолжается до тех пор, пока промежуточная плита 8 не достигнет исходного положения. Использование предлагаемого штампа позволяет отказаться от трудоемких сверлильных или фрезерных операций, применяемых при изготовлении вышеуказанных деталей. Формула изобретения Штамп для пробивки отверстий в штучных заготовках, преимущественно листовых, содержащий верхнюю и нижнюю плиты, связанные направляющими колонками и несущие пуансон и матрицу, а также содержащий подпружиненный съемник готовой детали с пуансона и промежуточную плиту с отверстием, имекжим ширину, соответствующую ширине заготовки, отличающийс я тем, что, с целью обеспечения возможности получения деталей с толщиной стенки между наружной поверхностью и поверхностью, охватывающей пробиваемое отверстие, равной 0,71,5 толщины обрабатываемого материала, отверстие в промежуточной плите выполнено замкнутым с размерами поперечного сечения, соответствующими размерам заготовки, подпружиненный съемннк помещен в отверстие промежуточной шшты и его .торец в исходном положении расположен на одном уровне с плоскостью промежуточной плиты, обращенной к матрице, и штамп снабжен штифтами, :)риентируюаа1ми заготовку, закрепленными на рабо мм торце пуансона . 87 19096 Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР по заявке 2685934/25-27 , 5 кл. В 21 D 28/14, В 21 D 37/00, 20. П. 78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для пробивки отверстий в полосовом и ленточныом материале | 1977 |
|
SU622542A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп | 1988 |
|
SU1586824A1 |
| Штамп | 1988 |
|
SU1655617A1 |
| Штамп для пробивки или вырубки с фиксацией заготовки по кернам | 1981 |
|
SU997917A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
