Изобретение относится к обработке металлов давлением и может быть ис пользовано в различных отраслях ма шипо- и приборостроения.
Цель изобретения - повышение ка честна и точности изготовления де- талейо
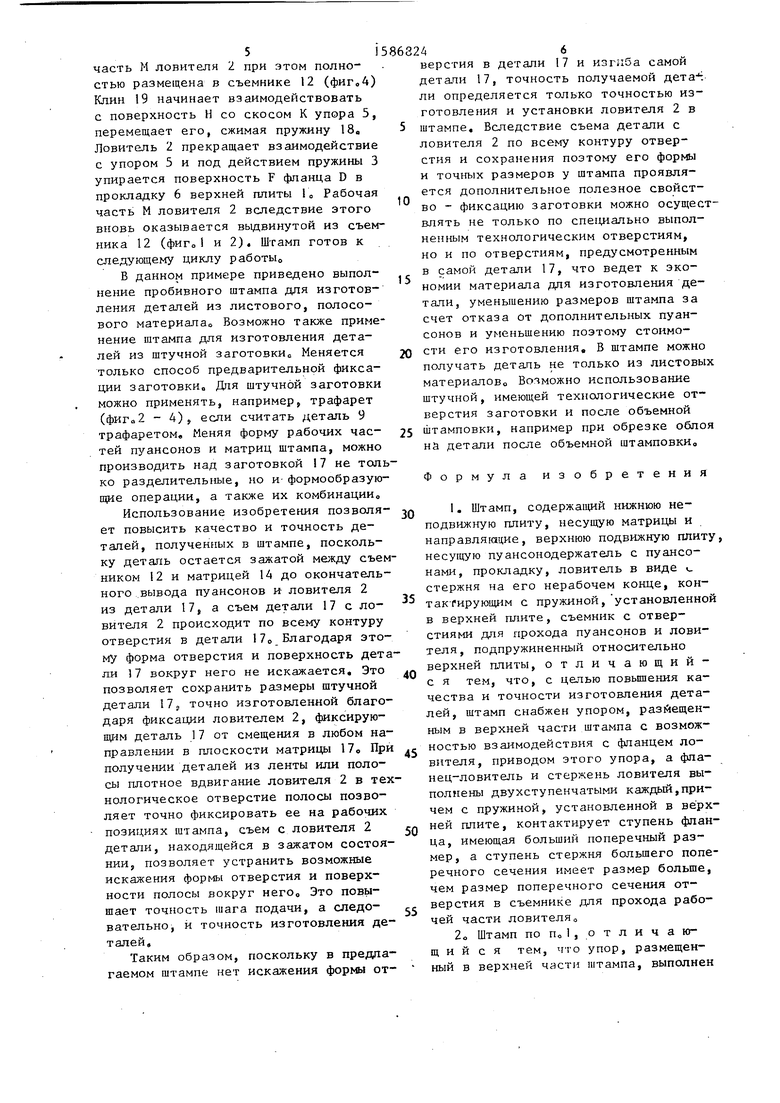
На фиг,1 показан штамп в разомкнутом положении, общий вид, прод(шь- пый разрез; на фиго2 - разрез А-А на фигоI; на фигоЗ - то же, штамп в сомкнутом положении; на фиго4 - то же, штамп в момент размыкания; на фигоЗ - штамп, вид сверхуо
Штамп содержит верхнюю плиту I, ловитель 2, подпружинвн1а1й пружиной J и поджатый винтовой пробкой 4, до- полнительньш упор 5, прокладку б,, пуансонодержатель 7, пружи1- Ь 8, направляющие планки 9, ограничитель 0 нижнюю плиту MS съемник 2, пуансон 13, матрицу 14, пуансон 15, винты 16 посредством которых съемник 12 под-. вижно размещен относительно верхней плиты 15 деталь 17, пластинчатую пружину 18 и клин 19 в
Верхняя плита для удобства изго- товления выполнена составной и вклю чает в себя собственную плиту , прокладку 6 и пуансонодержатель 7 , тупенчатый фланец D ловителя 2 позволяет сделать рабочий ход G теля 2 независимым от толгщ-щы материала детали 17, Это позволяет использовать штамп и для тонколистовых материалов, для которых лрименение штампа наибох ее эффективное Рабочий ход G ловителя 2 определяется разницей высот меньшей ступени С фланца D и упора 5о Поэтому ход G (фигв2 и 4) равен одной и той же ве- личинео Кроме того, вследствие сту ценчатого выполнения (Зианца D толщину упора 5 можно определять из конструктивных и прочностн1 1х соображений, независимо от толщины обрабатываемог материала, что повьшгает надежность штампао
Размещение упора 5 над прокладкой 6 (в пазу на ней) позволяет использовать штамп как многопуансовый с частым размещением пуансоново Благодар такому размещению обеспечивается доступ к ловителю 2 от клина 19 посредством упора 5 при любом pacno.no- жении и количестве пуалсоново 1:1ижняя гшита представляет из себя собствен10
5
0
5
но нижнюю плиту 11, жестко скрепленную с матрицей 14
Штамп работает следующим обра-.
ЗОМо
Деталь 17 помещают на матрицу 14 между направлякщими планками 9 (фиг 4). Передний конец детали 17 при этом продвигают так, чтобы он не доходил до ловителя 2, Штамп совершает рабочий ход, пуансон 13 пробивает основное отверстие в детали 17, а пуансон 15 - технологическое отверстие для ловителя 2, В раскрытом положении штампа деталь 17 продвигают на один шаг между направляющими планками 9, при этом подача детали 17 ограничивается за счет того, что она упирается краем основного отверстия, пробитого пуансоном 13, в ограничитель 10 (фигоОо При ходе верхней плиты 1 вниз.ловитель 2 попадает конусом рабочей части М в технологическое отверстие детали 17, а затем, вдвигаясь в него самой рабочей частью М, окончательно фиксирует деталь 17о Затем съемник 12 прижимает деталь 17 к матрице 14 Пружины 8 при этом сжимаются, а ловитель 2 двигается относительно съемника 12 вниз и упирается поверхностью L в съемник 12о Ступенчатый фланец D ловителя 2 начинает при этом смещаться вверх относительно упора 5 который продолжает двигаться вниз вместе с верхней частью штампа. Пуансоны штампа 13 и 15 в это время взаимодействуют с деталью 17, производя над ней технологическую операцию пробивкИо При этом боковая поверхность В фланца D ловителя 2 оказывается выдвинутой выше упора 5, который под действием пружины упирается в боковую поверхность С фланца D ловителя 2 5 (фигоЗ),
При ходе верхней плиты 1 вверх ловитель 2 под действием пружины 3 упирается нижней поверхностью Е флан ца D в упор 5 и двигается совместно с верхней плитой 1, (Съемник 12 при этом снимает деталь 17 вначале с пуансонов 13 и 14, а затем с ловителя 2о- Деталь 17 все это время остается прижатой съемником 12 к матрице 14, При дальнейшем двилсении верхней плиты 1 вверх съемник 12 двигается совместно с верхней частью штампа и перестает прижимать деталь 17, остающуюся лежать на матрице 4(, Рабочая
0
5
0
0
5
2
часть М ловителя Z при этом полностью размещена в съемнике 12 () Клин 19 начинает взаимодействовать с поверхность Н со скосом К упора 5, перемещает его, сжимая пружину 18. Ловитель 2 прекращает взаимодействие с упором 5 и под действием пружины 3 упирается поверхность F фланца D в прокладку 6 верхней плиты Го Рабочая часть М ловителя 2 вследствие этого вновь оказывается выдвинутой из съемника 12 (фиго и 2). Штамп готов к следующему циклу работыо
В данном примере приведено выполнение пробивного штампа для изготовления деталей из листового, полосового материала Возможно также применение штампа для изготовления деталей из штучной заготовкИо Меняется только способ предварительной фиксации заготовки. Для штучной заготовки можно применять, например, трафарет ( - 4), если считать деталь 9 трафаретом. Меняя форму рабочих частей пуансонов и матриц штампа, можно производить над заготовкой 17 не тсшь ко разделительные, но и- формообразующие операции, а также их комбинациио
Использование изобретения позволя- ет повысить качество и точность деталей, полученных в штампе, поскольку деталь остается зажатой между съемником 12 и матрицей 14 до окончательного вывода пуансонов и ловителя 2 из детали 17, а съем детали 17 с ловителя 2 происходит по всему контуру отверстия в детали 17о.Благодаря этому форма отверстия и поверхность детали 17 вокруг него не искажается. Это позволяет сохранить размеры штучной детали 17 точно изготовленной благодаря фиксации ловителем 2, фиксирующим деталь 17 от смещения в любом направлении в плоскости матрицы 17 При получении деталей из ленты или полосы плотное вдвигание ловителя 2 в тенологическое отверстие полосы позволяет точно фиксировать ее на рабочих позициях штампа, съем с ловителя 2 детали, находящейся в зажатом состоянии, позволяет устранить возможные искажения формы отверстия и поверхности полосы вокруг негоо Это повышает точность шага подачи, а следе- вательно, и точность изготовления деталей.
Таким образом, поскольку в предлагаемом штампе нет искажения формы от
10
15
20
25
-863246
верстия в детали 17 и изгиба самой детали 17, точность получаемой дета-Ч ли определяется только точностью изготовления и установки ловителя 2 в 5 штампе. Вследствие съема детали с ловителя 2 по всему контуру отверстия и сохранения поэтому его формы и точных размеров у штампа проявляется дополнительное полезное свойство - фиксацию заготовки можно осуществлять не только по спе1щально выпол- нен№1м технологическим отверстиям, но и по отверстиям, предусмотренным в самой детали 17, что ведет к экономии материала для изготовления детали, уменьшению размеров штампа за счет отказа от дополнительных пуансонов и уменьшению поэтому стоимости его изготовления, Б штампе можно получать деталь не только из листовых материалово Возможно использование штучной, имеющей технологические отверстия заготовки и после объемной штамповки, например при обрезке облоя на детали после объемной штамповки
Q
0
Формула изобретения
I. Штамп, содержащий нижнюю неподвижную плиту, несущую матрицы и . направлягацие, верхнюю подвижную плиту, несущую пуансонодержатель с пуансонами, прокладку, ловитель в виде и стержня на его нерабочем конце, контактирующим с пружиной, установленной в верхней плите, съемник с отверстиями для прохода пуансонов и ловителя, подпружиненный относительно верхней плиты, отличающий- с я тем, что, с целью повьш1ения качества и точности изготовления деталей, штамп снабжен упором, разйещен- ным в верхней части штампа с возможностью взаимодействия с фланцем ловителя, приводом этого упора, а фпа- нец-ловитель и стержень ловителя выполнены двухступенчатыми каждый,причем с пружиной, установленной в верхней плите, контактирует ступень фланца, имеющая больший поперечный размер, а ступень стержня большего поперечного сечения имеет размер больше, чем размер поперечного сечения отверстия в съемнике для прохода рабочей части ловителя о
2о Штамп по По 1, о т л и ч а ю- щ и и с я тем, что упор, размещенный в верхней части штампа, выполнен
в виде планкн со сквозгалм пазом для фланца ловителя, которая установлена с возможностью перемеа1ения в направлении, перпендикулярном направлению переме щения ловителя, и подпр ткинена в этом направлениио
68248
3с Штамп по ппо1 и 2, о т л и - чающийся тем, что привод перемещения упора выполнен в виде копира, установленного на нижней плите штампа, с возмо:хностью взаимодействия с торцом у нор а,,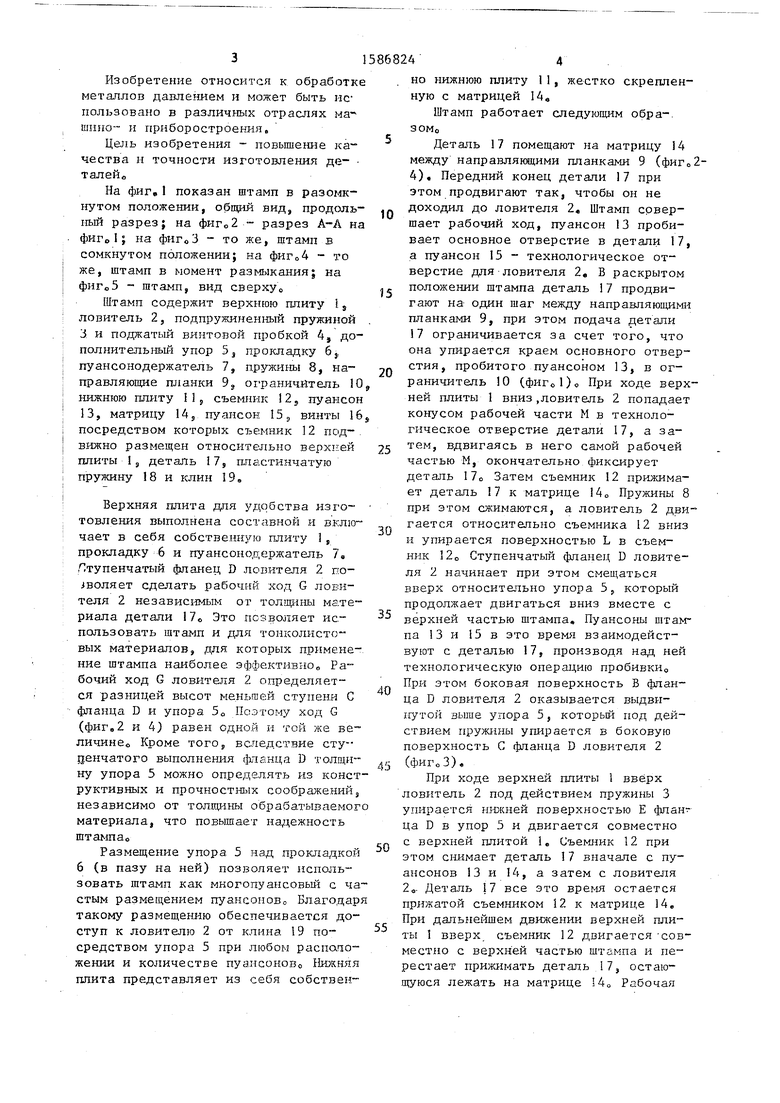
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп | 1988 |
|
SU1655617A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1983 |
|
SU1133002A2 |
| Штамп для изготовления деталей | 1981 |
|
SU975153A1 |
| ШТАМП ЛАРИНА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ | 1995 |
|
RU2129930C1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп последовательного действия для получения деталей со ступенчатым отверстием | 1979 |
|
SU776718A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
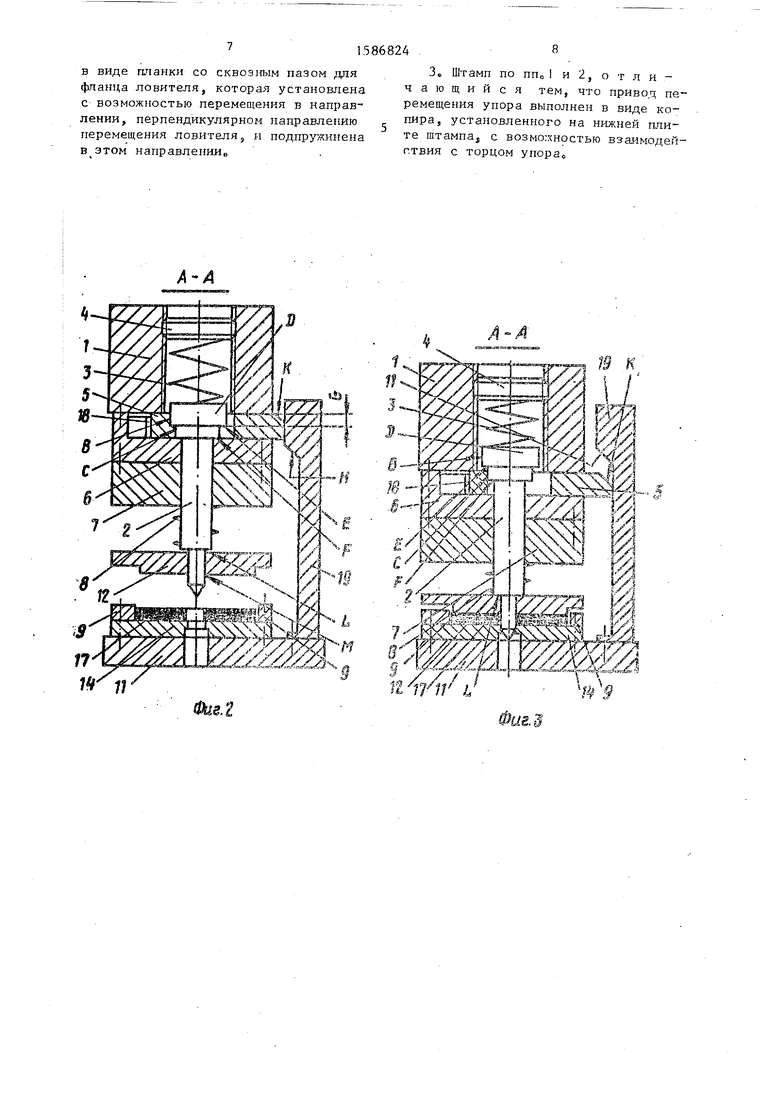

Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машино- и приборостроения. Цель изобретения - повышение качества и точности изготовления деталей. Для этого точно фиксируют деталь 17 ловителем (Л) 2 на рабочей позиции штампа. Деталь 17 остается прижатой съемником 12 к матрице 14 до полного выдвижения Л 2 из отверстия детали 17. Для этого на Л 2 имеется упор L, а его фланец D выполнен ступенчатым, большей ступенью к нерабочему концу Л 2. При ходе верхней плиты 1 вниз Л 2 упирается упором L в съемник 12 после того, как он прижмет деталь 17 к матрице 14. При ходе верхней плиты 1 вверх дополнительный упор 5 фиксирует ловитель за большую ступень фланца D относительно верхней плиты 1. Л 2 выдвигается из отверстия детали 17. Затем упор 5 отжимается клином 19, закрепленным на нижней плите 11, и освобождает Л 2, который выдвигается рабочей частью M из съемника 12. 2 з.п. ф-лы, 5 ил.
А-А
W К
L
/7
| Штамп последовательного действия для разделительных операций | 1973 |
|
SU465252A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
