Изобретение относится к обработке металлов давлением, в частности к штампам для изготовления деталей из штучных листовых и полосовых заготовок.
Цэль изобретения - повышение качества и точности изготовления деталей.
На фиг. 1 представлен штамп в разомкнутом состоянии, продольный разрез; на фиг. 2 - тс же, в сомкнутом состоянии.
Штамп, содержит верхнюю плиту 1, упругое тело - буфер 2, съемник 3, ловитель 4 с выступом 5, нижнюю плиту 6, скрепленные с ней матрицу 7 и направляющие (трафарет) 8, прокладку 9 для передачи усилия от толкателя 10 ловителю 4, пуансон 11, хвостовик 12. винты 13, посредством которых съемник 3 подвижно размещен на верхней плите 1, заготовку 14.
Буквами обозначены: фланец А ловителя 4, боковая поверхность В фланца А, переходная наклонная поверхность С, упорная поверхность D ловителя 4 и его рабочая поверхность Е, отверстие F в буфере 2.
Штамп работает следующим образом.
Заготовку 14 укладывают на матрицу 7, ориентируя ее предварительно, например, по трафарету 8 для штучной заготовки 14, или по,направляющим планкам и упору для ленточного или полосового материала. В верхнем понижении штампа (фиг. 1) буфер 2 плотно охватывает боковую поверхность В фланца А ловителя 4, обеспечивая его неподвижность в осевом направлении относительно верхней плиты 1. Рабочая поверхность Е ловителя 4 выдвинута из съемника 3. При ходе верхней плиты 1 вниз ловитель 4 вначале вдвигается в отверстие заготовки 14 конусом рабочей поверхности Е, сдвигая и предварительно ориентируя заготовку 14. Ловитепь 4 при этом остается неподвижным относительно верхней плиты 1, поскольку сила трения покоя между поверхностью В фланца ловителя 4 и буфером
2 больше, чем осевое усилие, действующее на ловитель 4 со стороны заготовки 14. Затем, ловитель 44 вдвигается в отверстие заготовки 14 своей рабочей поверхностью Е, окончательно фиксируя ее. После этого
съемник 3 прижимает заготовку 14 к матрице 7. Буфер 2 при этом начинает сжиматься. Ловитель 4 упирается своей поверхностью Д в съемник 3. Поскольку верхняя плита 1 продолжает двигаться вниз, то
поверхность В ловителя 4 выдвигается из буфера (фиг. 2) вверх. Рабочая поверхность Е ловителя 4 остается неподвижной относительно заготовки 14. При дальнейшем движении верхней плиты 1 вниз пуансон
штампа производит над заготовкой 14 технологическую операцию, например, пробивку. При движении плиты 1 вверх заготовка 14 остается прижатой к матрице 7 съемником 3, который благодаря этому снимает заготовку 14 с пуансона 11.
Буфер 2 разжимается, увеличивая свою толщину. При этом он упирается в поверхность С ловителя 4. При его дальнейшем развитии ловитель 4 выдвигается от отверстия в заготовке 14. двигаясь при этом и относительно съемника 3. При этом съемник 3, удерживая заготовку 14 прижатой к матрице 7, снимает ее с ловителя 4 по всему контуру отверстия в заготовке 14. При дальнейшем движении верхней плиты 1 вверх съемник 3 перестает прижимать заготовку 14 к матрице 7. Верхняя часть штампа продолжает движение вверх. При этом ловитель 4 выступом 5 упирается в прокладку 9. кото0 рая контактирует с толкателем 10 (возможно
использование механического выталкивателя в ползуне пресса) Поскольку теперь ловитель 4 вместе с прокладкой 9 и толкателем 10 становится неподвижным относительно нижней плиты 6, то продолжающий двигать- ся вместе с верхней частью штампа буфер 2 надевается на поверхность В ловителя 4, плотно его охватывая. При этом наклонная поверхность С фланца А ловителя 4 обеспечивает возможность такого контакта, раз- двигая отверстие F в буфере 2 (фиг. 1). Рабочая поверхность Е выдвинута из съем- ника 3. Ловитель 4 находится в своем исходном положении.
Штамп готов к следующему циклу рябо- ты.
В данном примере приведено выполнение пробивного штампа для изготовления детали из штучной, листовой заготовки. Возможно применение штампа для изготов- ления деталей и из полосового материала. Меняется только приспособление для предварительной фиксации заготовки. Для направления полосовой заготовки можно применить, например, направляющие план- ки, а для ограничения шага подачи применить шаговый упор. Меняя форму рабочих частей пуансонов и матриц штампа, можно производить над заготовкой 14 не только разделительные, но и формообразующие операции, а также их комбинации.
Использование изобретения позволяет повысить качество и точность деталей, полученных в штампе, поскольку детали остаются зажатыми между съемником 3 и матрицей 7 до окончательного вывода пуансона 9 и ловителя 4 из детали, а сьем детали с ловителя 4 происходит по всему контуру отверстия в детали. Благодаря этому форма отверстия и поверхность детали вокруг него не искажается. При штамповке деталей из
полосы это повышает точность шага подачи а следовательно и точность изготовления деталей
Формула изобретения Штамп, содержащий нижнюю неподвижную плигу с направляющими и матрицей с рабочими отверстиями и отверстиями для прохода ловителей, верхнюю подвижную плиту, несущую пуансоны, ловитель, выполненный в виде стержня с фланцем на его нерабочем конце, съемник с отверстиями для прохода пуансонов и рабочей части ловителя, подпружиненный относительно верхней плиты упругим элементом, размещенным между верхней плитой и съемником, отличающийся тем, что, с целью повышения качества и точности изготовления деталей, штамп снабжен прокладкой, размещенной над ловителем соосно с ним, фланец ловителя выполнен с соосно расположенным с ним и размещенным между прокладкой и фланцем выступом, стержневая часть ловителя выполнена двухступенчатой, ступень большего диаметра которой имеет размер поперечного сечения, превышающий размер поперечного сечения отверстия для прохода рабочей части ловителя, и сопряжена с фланцем усеченным конусом, размеры основания которого равны поперечным размерам фланца, при этом упругий элемент, размещенный между верхней плитой и съемником, выполнен в виде эластичной прокладки с отверстием для прохода ловителя, а размер поперечного сечения этого отверстия больше размера поперечного сечения стержневой части ступени ловителя, сопрягаемой с усеченным конусом, и меньше поперечного размера фланца.
77 X ///
м 7 К 4
фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп | 1988 |
|
SU1586824A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1538958A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для пробивки отверстия в штучных заготовках | 1979 |
|
SU871909A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |

Изобретение относится к обработке металлов давлением, в частности к штампам для изготовления деталей из штучных листовых и полосовых заготовок. Цель изобретения - повышение качества и точности изготовления деталей. Заготовку 14уклады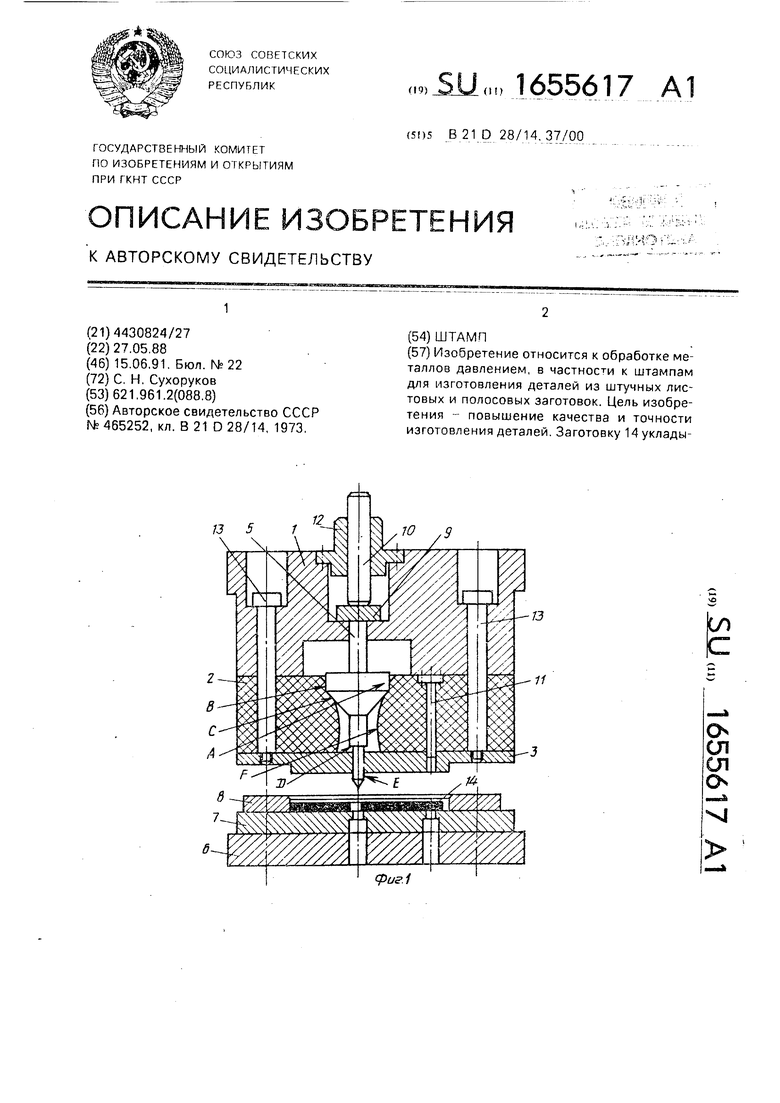
| Штамп последовательного действия для разделительных операций | 1973 |
|
SU465252A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
