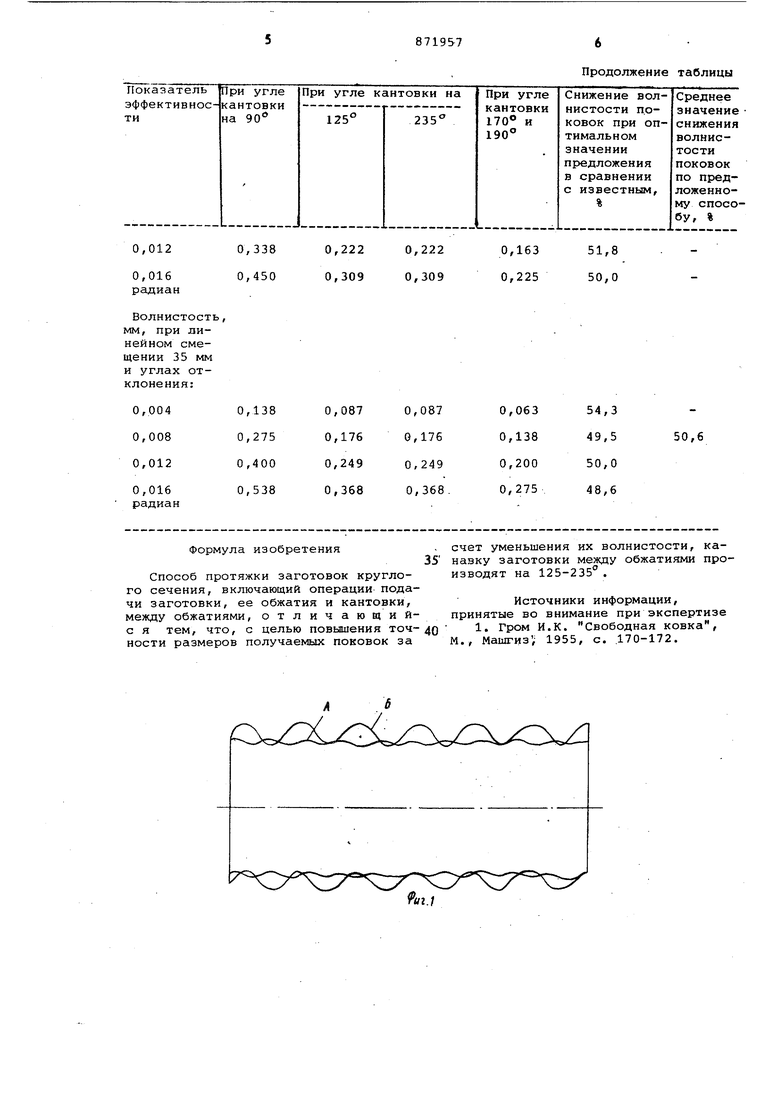
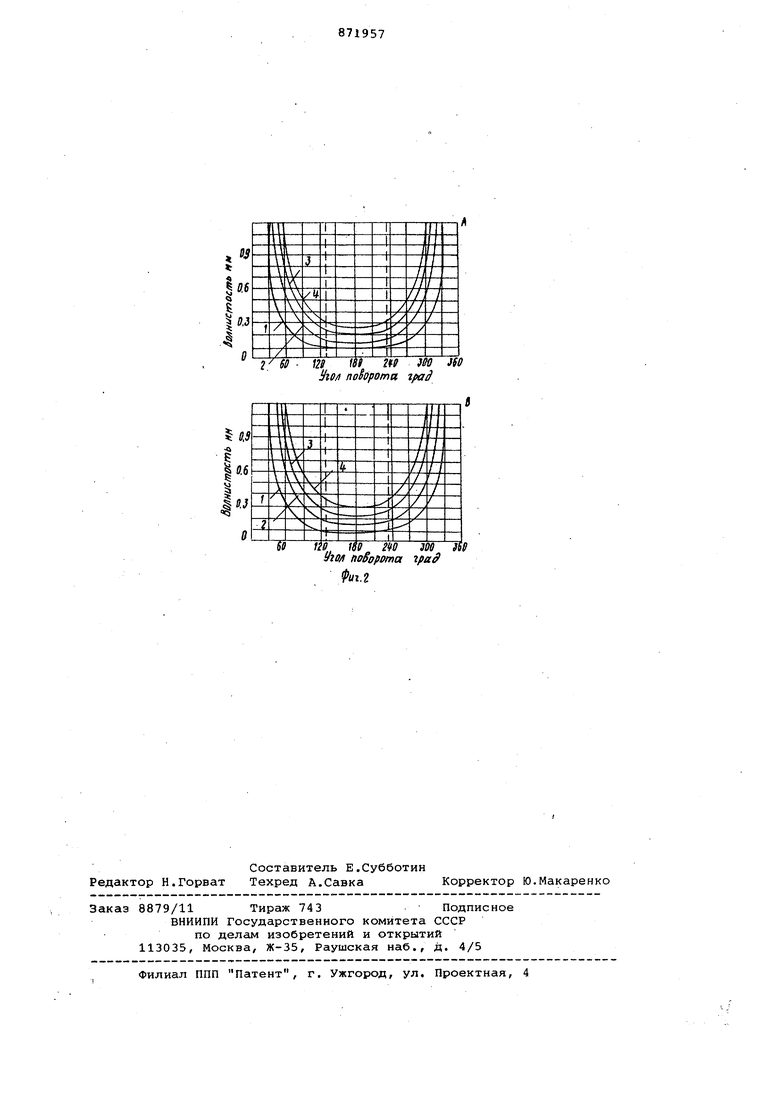
Изобретение относится к обработке металлов давлением, а именно к изготовлению поковок круглого сечения вытяжкой на молотах или прессах, и может быть использовано при получении заготовок или деталей круглого сечения периодическим пластическим деформированием. Известен способ протяжки заготово круглого сечения, включащий операции подачи заготовки, ее обжатия и кантовки между обжатиями 1. Однако известный способ ковки не обеспечивает высокой точности геометрических размеров получаемых заго товок, близких к размерам готового изделия, главным образом, за счет изгиба отрезка поковки, длиной m/х. (где m - подача,ул.- вытяжка), получаемого за цикл вытяжки, включающий подачу, деформацию и кантовку деформируемого металла. Циклический изгиб предопределяет неЦилиндричность поковок и появление волнистости образующей поверхности, В сфере изготовления поковок умен шение циклической волнистости (изгиб деформируемой заготовки) вызывает не обходимость уменьшения подачи, а следовательно соответствующее сниже ние производительности и эффективности использования молотов и прессов. В сфере потребления поковок циклическая волнистость не только ухудщает металлоиспользование, но и ограничивает повышение производительности металлообразатывающих станков и достижение высокой точности изделий с целью обеспечения длительного ресурса их использования. Целью изобретения является повышение точности получаелалх поковок за счет уменьшения их волнистости. Эта цель достигается тем, что согласно способу протяжки заготовок круглого сечения, включающему операции подачи заготовки, ее обжатия и кантовки между обжатиями, кантовку заготовки между обжатиями производят на 125-235 . На фиг. 1 изображен пpoфИJiЬ волнистости поковок, полученных протяжкой на фиг. 2 - график зависимости волнистости поковок от.угла кантовки. Реальный профиль циклической волнистости поковок круглого сечения, полученных по предлагаемому способу (см. фиг. 1, кривая А, угол кантовки 135°), описывается эквидистантными
выпускло-вогнутыми образующими, смещенными по винтовой линии друг относительно друга так, что гребню верхнего контура соответствует впадина нижнего, что существенно отличается от профиля поковок, полученных по известному способу (кривая В, угол кантовки 90) с меньшей амплитудой колебания и шагом волны.
Применение предлагаемого интервала углов кантовки стало возможным благодаря зависимости волнистости из-за циклического изгиба от угла кантовки за цикл вытяжки (при фиксированных значениях угла отклонения поковок от горизонтальной оси ковки и линейного смещения металла на длину цикл при прочих неизменных условиях), а также благодаря установлению области относительной стабильности минимальных значений волнистости в пределах количственны изменений рекомендуемых параметров. Зависимости волнистости от угла кантовки поковок за один цикл, включающий операции подачи, деформации и кантовки, получены на основе производственных исследований и разработки математической модели и последующего аналитического исследования ее на ЭВМ.
На фиг. 2 кривые 1-4 изображаю зависимость волнистости от угла кантовки при различных значениях угла отклонения смещенной части металла из очага деформации, равных соответственно 0,004, 0,008, 0,012 и 0,016 радиан.
Эти зависимости на графиках А и В построены для различных значений линейного смещения, равных соответсвенно 30 и 35.мм
Анализ этих зависимостей указывает на наличие области минимальных значений волнистости при углах кантовки 125-235° (кривые проходят примерно эквидистанто оси абсцисс), т.е критерия существенности количественных отличий предлагаемого способа от известных.
При выборе углов кантовки, отличающихся от предлагаемого интервала (125-235) значения волнистости резко увеличиваются и степень ухудшения геометрической точности поковок оказывается тем выше, чем больше отклонение.
Пример. На паровоздушном молоте йроводят горячую протяжку поковок круглого сечения из стали 25ХГСА по маршруту 90-60 мм. Ковку осуществляют при 1200-1200°С со скоростью 20-30 ударов в мин со средней величиной подачи, равной 15 и 20 мм (линейным смещением металла, равным 30-35 мм) при средней величине угла кантовки 170°.
Для получения сравнительных данных проводят ковку при аналогичных параметрах с уменьшенным углом кантовки, равным 90 .
Контроль геометрии поковок проводят после ИХ остывания до цеховой температуры.
На всех поковках волнистость измеряют в 5-ти точках по длине с помощью плоской линейки и щупа. Усредненные результаты измерения сведены в таблицу.
Как видно из таблицы, применение предложенных, пределов угла кантовки при различных значениях параметров ковки (подачи, вытяжки и угла отклонения) обеспечивает существенное снижение волнистости поковок в пределах 43,6 - 54,3% или в среднем на 53,25
Использование предлагаемого изобретения при протяжке заготовок круглого сечения позволяет повысить точность размеров получаемых поковок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Способ ковки поковок из быстрорежущей стали | 1982 |
|
SU1057156A1 |
| Способ определения физико-механических свойств материала поковок | 1981 |
|
SU1026913A1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
0,082
0,113 0,139 0,200
50,8
0,050
49,9 43,6 0,113
0,338
0,222 0,450 0,309
,
Формула изобретения
Способ протяжки заготовок круглого сечения, включающий операции подачи заготовки, ее обжатия и кантовки, между обжатиями, отличающийс я тем, что, с целью повышения точности размеров получаемых поковок за
Продолжение таблицы
51,8
0,163 0,225 50,0
. счет уменьшения их волнистости, канавку заготовки между обжатиями производят на 125-235 .
Источники информации, принятые во внимание при экспертизе 40 1. Гром И.К. Свободная ковка, М., МашгизУ 1955, с. ,170-172.
,W
B.6
|w
2 6ff - т w w Ш jso
HiOfl поворота
m т гчв т т Угол поборота tpa
Фиг.г
