(54) УСТРОЙСТВО ДЛЯ ПР.ОКАЛИВАНИЯ, ЗАЛИВКИ И ОХЛАЖДЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокалки керамических изделий и установка для его осуществления | 1979 |
|
SU865491A1 |
| Устройство для заливки керамических форм | 1986 |
|
SU1398980A1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Способ получения литья в оболочковых формах по выплавляемым моделям | 1981 |
|
SU1002084A1 |
| Способ изготовления многослойных оболочковых форм по выплавляемым моделям | 1982 |
|
SU1082546A1 |
Изобретение относится к литейному производству, в частности к устройствам для прокалки-и заливки керамических форм, полученных по выплавляемым, растворяемым и т.д. моделям.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство с использованием для прокалки высокоэффективной теплопередачи в кипящем слое, состоящее из рабочей камеры, формы с питателями и стояком, трубопроводов с клапанами для подачи горячего и холодного воздуха, пористой перегородки и коллектора 1.
Однако в устройстве исключается возможность обеспечения принудительного охлаждения отливок после заполнения форлш металлом, а также замедленного охлаждения стояка; применение глухой крышки для перекрытия верхней части стояка затрудняет удаление газов из полости формы в процессе прокалки и вынос мелких включений; не исключается образование хлопков в камере сжигания при нарушении подачи газа или воздуха, которые неизбежно сопровождаются выбросом опорного материала из рабочей
камеры и разрушением керамических форм.
Цель изобретения - обеспечение повышения качества отливок и производительности труда путем регулирования условий кристаллизации отливок.
Для достижения этой цели устройство, включающее рабочую камеру,форму
10 с питателями и стояком, трубопроводы с клапанами для подачи горячего и холодного воздуха пористую перегородку и коллектор, снабжено жестко соединенными посадочной втулкой и
15 кожухом, в вертикальных прорезях которого расположены с зазором части формы, оформляющие питатели и касг сетой, выполненной из сетки, в которой установлена керамическая форма,
20 опертая нижней частью стояка на посадочную втулку, жестко соединенную с основанием кассеты ,а коллектор выполнен секционно, причем центральная секция- соосно соединена с отвер25стием посадочной втулки, кольцевая секция соединена с внутренней полостью кассеты, а секции связаны с сетью горячего и холодного воздуха автономно. При зтом посадочная втул30 1ка выполнена конусообразной, а стояк
накрыт полым цилиндром, переходящим в нижней части в конус.
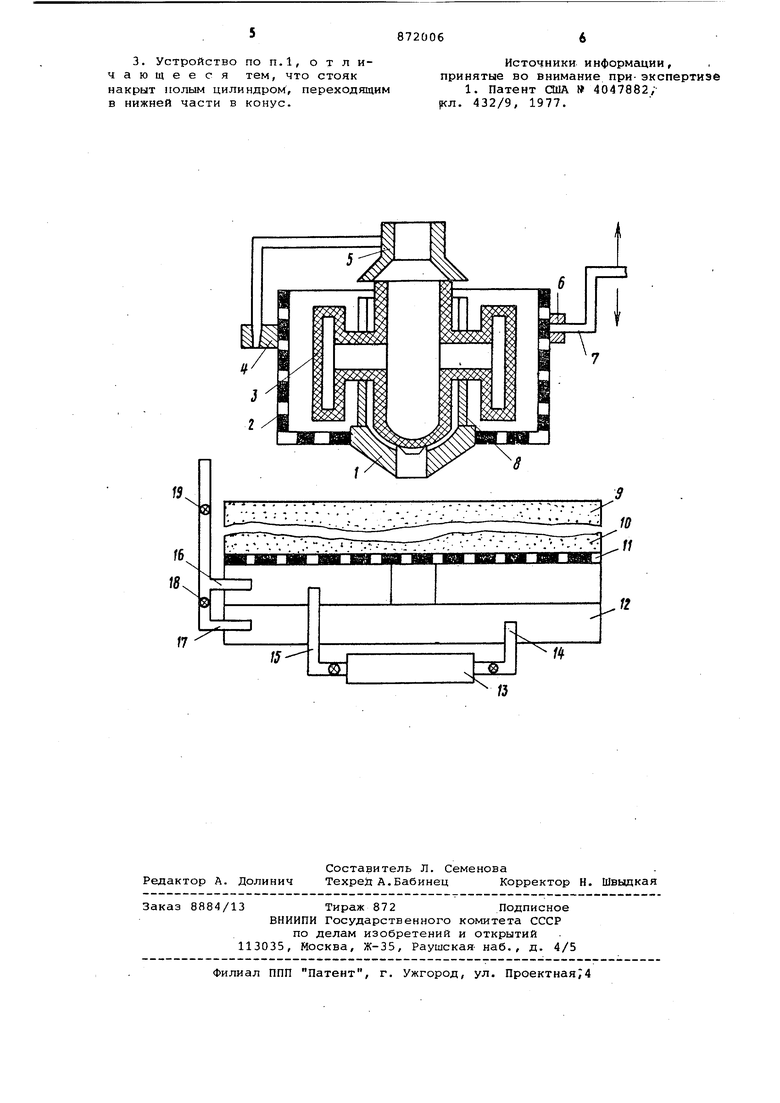
На чертеже дано устройство до погружения кассеты в опорный мат риал, вертикальный разрез.
Устройство включает посадочную втулку 1, кассету 2, керамическую форму 3, фиксатор 4, полый цилиндр 5, выступы 6, рычаг механизма опускания (подъема) 7, кожух 8, рабочую камеру 9, опорный материал 10, пористую перегородку 11, коллектор 12, камеру подогрева воздуха 13,трубопроводы 14 и 15 с клапанами для подачи горячего воздуха, трубопроводы 16 и 17 с клапанами 18 и 19 для подачи холодного воздуха.
Устройство работает следующим образом.
Керамическую форму 3 нижней частью стояка устанавливают в посадочную втулку 1, располагая питатели в прорезях кожуха 8. Затем верх юю часть стояка перекрывают полым цилиндром 5, фиксируя его положение фиксатором 4. Открывают клапаны 18 и 19 трубопроводов 16 и 17, холодный воздух поступает в коллектор 12, проходя .через отверстия пористой перегородки 11, воздействует на опорный материал 10, обеспечивая создание кипящего слоя в рабочей камере 9. Включают механизм опускания (на чертеже не показан), на рычаге 7 которого своими выступами 6 крепится кассета 2. При опускании кассеты 2 опорный материал 10 проходит через сетчатую поверхность ее, заполняет пространство между внутренней поверхностью кассеты 2 и наружной поверхностью формы 3. Опускание кассеты 2 производится до тех пор, пбка втулка 1, имеющая конусную нижнюю часть не состыкуется с верхней плоскостью пористой перегородки 11. При этом наполнитель (опорный материал) через прорези кожуха 8 заполняет пространство между кассетой и стояком. После этого клапаны 18 и 19 воздухопроводов 16 и 17 перекрывают. Затем открывают клапаны трубопроводов 15, 14 и горячий воздух из камеры подогрева воздуха 13 поступает в коллектор 12 и, проходя через отверстия пористой перегородки 11, создает кипя1дий слой опорного материала 10 в рабочей камере 9. При этом горячий воздух, поступающий из кольцевой секци коллектора 12, воздействует на опорный материал; расположенный между наружной поверхностью кожуха 8 и внутренней стенкой кассеты 2 (осуществляется прокалка части формы оформляющей отливки), а горячий воздух из центральной секции коллектор проходит через пористую перегородку 11, отверстие втулки 1, пространств между внутренними стенками кожуха 8
(осуществляется прокалка стояка). После необходимой выдержки полый цилиндр 5 снимают, производят заливку формы 3 металлом, перекрывают клпан трубопровода горячего воздуха 15 и открывают клапан 19 трубопровода 16 холодного воздуха. При этом холодный воздух поступает через отверстия пористой перегородки 11 в рабочую камеру, образуя холодный кипящий слой, способствующий ускоренному охлаждению только части фор оформляющей отливки. Холодный воздух при этом не охлаждает стояк.
После окончания кристаллизации и охлаждения металла до технологически необходимой температуры включается механизм подъема и рычаг 7, воздействуя на выступ 6, извлекает кассету 2 из кипящего слоя опорного материала 10, перекрывают клапан 19 (прекращается кипение опорного материала) извлекают из кожуха 8 форму 3, передают ее на выбивку и далее цикл повторяется.
Экономический эффект в результате внедрения изобретения путем повышения выхода годных отливок при уменьшении веса стояков, повышения механических свойств отливок вследствие их ускоренной кристаллизации, уменьшения цикла изготовления отливок и исключения применения камерных прокалочных печей составляет 66 р. на т годного.
Формула изобретения
с основанием кассеты, коллектор выполнен секционным, . причем центральная секция соосно соединена с отверстием посадочной втулки, кольцев секция соединена с внутренней по- лостью кассеты, при этом секции связаны с сетью горячего и холодного воздуха автономно.
Источники информации, принятые во внимание при- экспертизе
