О)
нителя керамическая форма 6 с метал- лоттроводом 5 и держателем 4 опускается в нижнее положение, держатель 4 извлекается из днища опоки 1 и удаляется в зону, не препятствующую установке под металлопровод 5 емкости 8 с металлом. После формовки керамической формы в наполнителе прекращается псевдокипение опорного наполнителя, подводится емкость с металлом, на опоку надевается герметизирующая крьшка, металлопровод опускается в расплав и происходит запивка формы. 2 ил.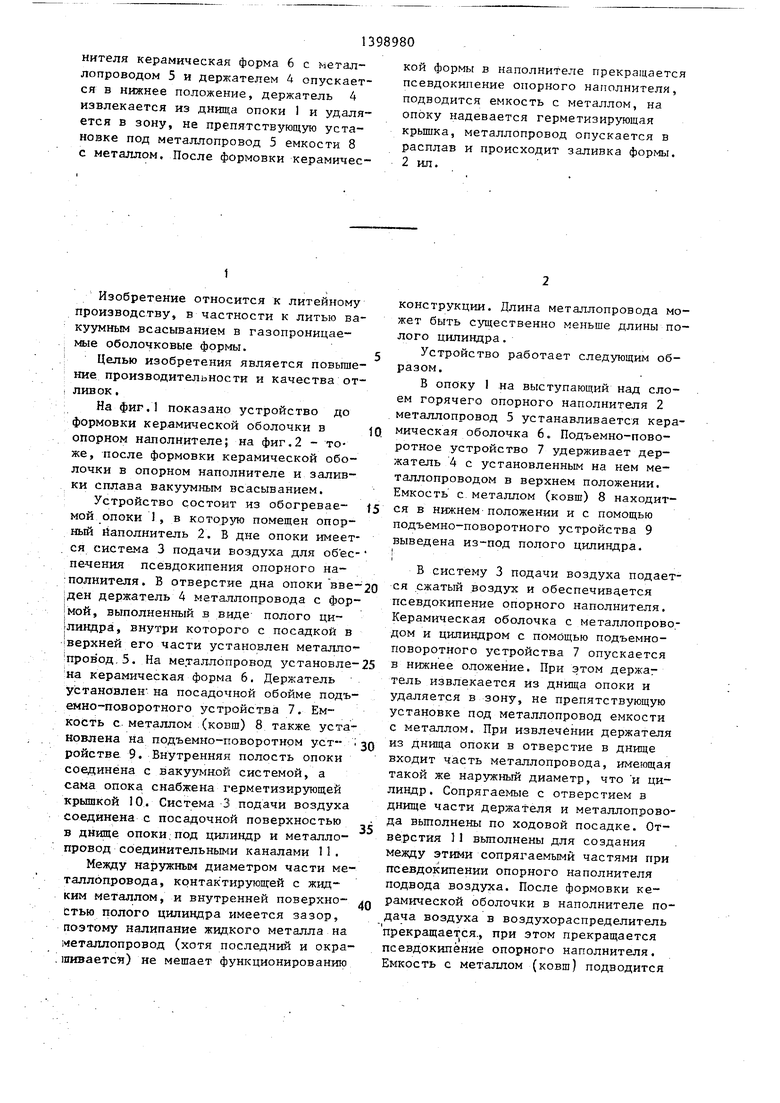
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья" | 1976 |
|
SU556893A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2044599C1 |
| Устройство для подготовки керамических форм к заливке | 1983 |
|
SU1109259A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ТРУБНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 1998 |
|
RU2153955C2 |
| Способ формовки и нагрева в опоках многослойных оболочковых форм | 1983 |
|
SU1217558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2505376C1 |
Изобретение относится к литейному производству, в частности к литью вакуумным всасыванием в газопроницаемые керамические формы. Цель изобретения - повьшение производительности и качества отливок. Устройство содержит опоку 1 с наполнителем 2, керамическую форму 6, металлопро- вод 5, держатель 4 металлопровода и , емкость 8 с расплавленным металлом, систему 3 подачи сжатого воздуха и нагреватели опоки. Металлопро- вод 5 расположен внутри держателя 4 и наружный диаметр верхней части его равен наружному диаметру держателя. После установки на металлопровод 5, выступающий над слоем горячего опорного наполнителя 2, керамической формы 6 и псевдокипения опорного напол-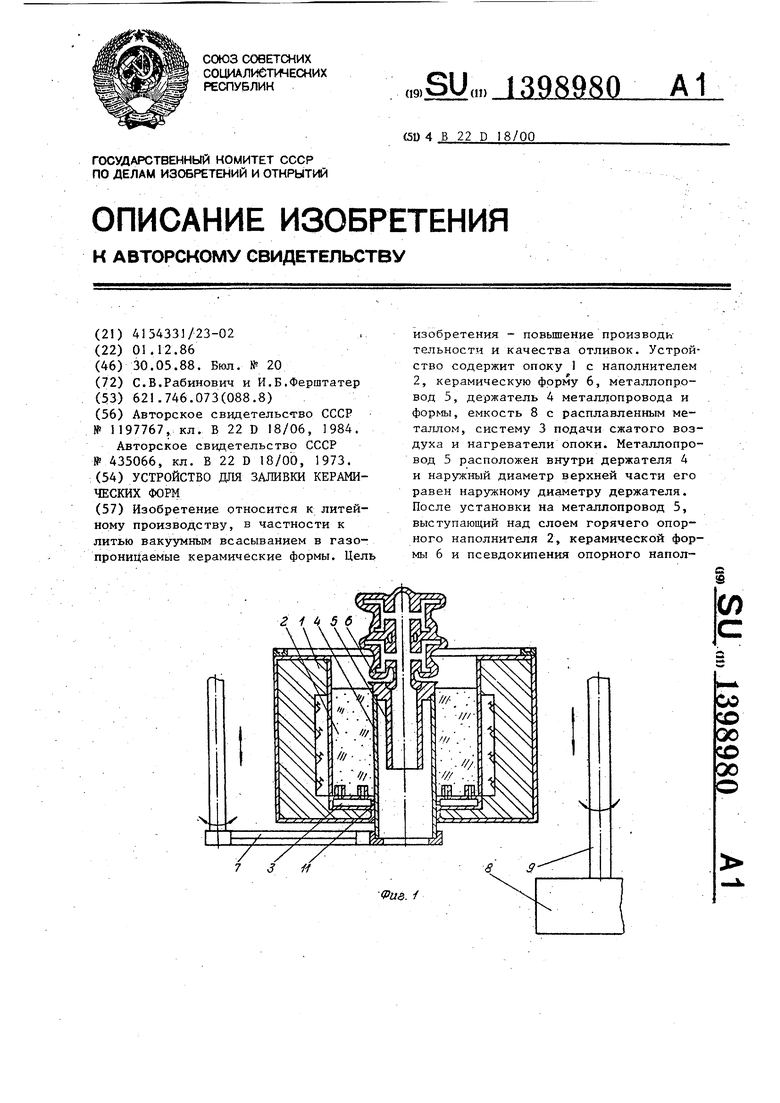
I
Изобретение относится к литейному производству, в частности к литью вакуумным всасыванием в газопроницаемые оболочковые формы.
Целью изобретения является повьпие- ние производительности и качества отливок .
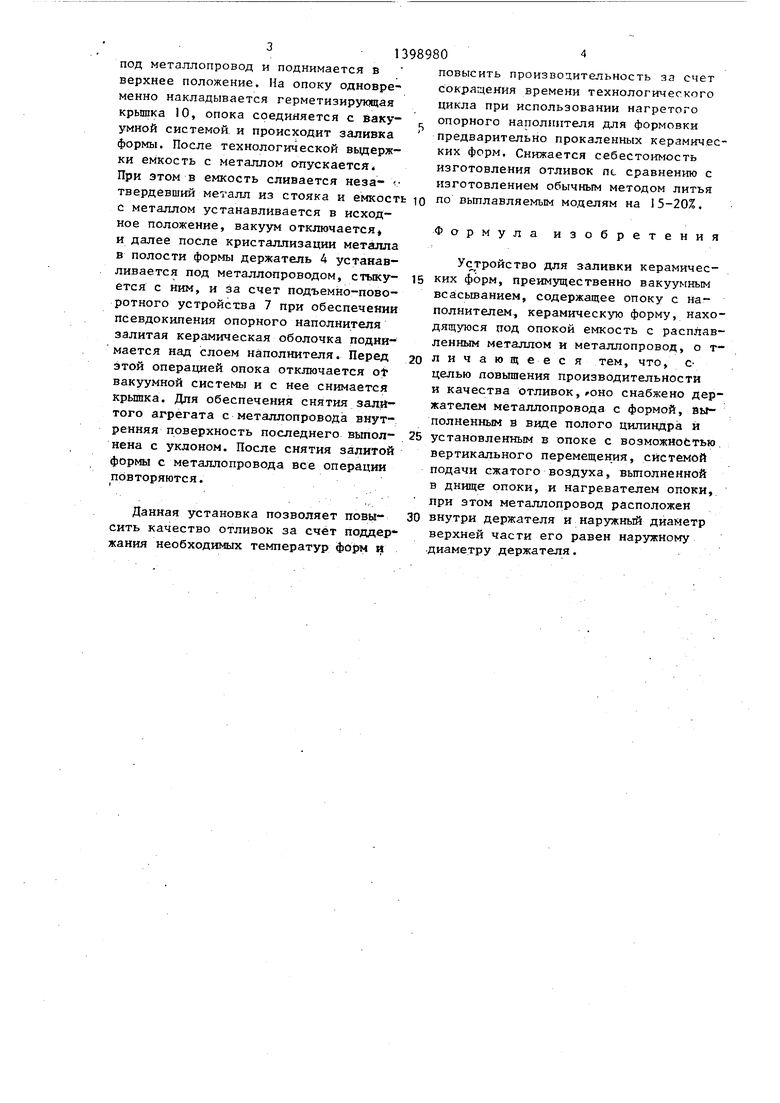
На фир.1 показано устройство до формовки кер.амической оболочки в опорном наполнителе; на фиг.2 - тоже, после формовки керамической оболочки в опорном наполнителе и заливки сплава вакуумным всасыванием.
Устройство состоит из обогреваемой опоки 1, в которую помещен опорный йаполнитель 2. В дне опоки имеется система 3 подачи воздуха для об ес- пе-чения псевдокипения опорного на- :полнителя. В отверстие дна опоки вве:ден держатель 4 металлопровода с фор- |мой, выполненный в виде полого ци- линдра, внутри которого с посадкой в Верхней его части установлен металло пров од, 5. На ме.таллопровод установлена керамическая форма 6, Держатель установлен- на посадочной обойме подъемно-поворотного устройства 7. Емкость с металлом (ковш) 8 также установлена на подъемно-поворотном уст- ройстве 9. Внутренняя полость опоки соединена с вакуумной системой, а сама опока снабжена герметизирующей крышкой 10. Система 3 подачи воздуха соединена с посадочной поверхностью S днище опоки,под цилиндр и металлопровод соединительными каналами П.
Между наружным диаметром части металлопровода, крнтак тирующ ей с жидким металлом, и внутренней поверхно- стью полого цилиндра имеется зазор, поэтому налипание жидкого металла на металлопровод (хотя последний и окра- лпиваетсн) не мешает функционированию
0.
5
0 5 О
Q
5
конструкции. Длина металлопровода может быть существенно меньше длины полого цилиндра.
Устройство работает следующим образом.
В опоку 1 на выступающий над слоем горячего опорного наполнителя 2 металлопровод 5 устанавливается керамическая оболочка 6. Подъемно-поворотное устройство 7 удерживает держатель 4 с установленным на нем ме- таллопроводом в верхнем положении. Емкость с металлом (ковш) 8 находится в нижнем-положении и с помощью подъемно-поворотного устройства 9 выведена из-под полого цилиндра. i
в систему 3 подачи воздуха подается сжатый воздух и обеспечивается псевдокипение опорного наполнителя. Керамическая оболочка с металлопрово- дом и цилиндром с помощью подъемно- поворотного устройства 7 опускается в нижнее оложение. При этом держаг тель извлекается из днища опоки и удаляется в зону, не препятствующую установке под металлопровод емкости с металлом. При извлечении держателя из днища опоки в отверстие в днище входит часть металлопровода, имеющая такой же наружный диаметр, что и цилиндр. Сопрягаемые с отверстием в днище части держателя и металлопровода выполнены по ходовой посадке. Отверстия 11 выполнены для создания меящу этими сопрягаемыми частями при ггсевдокипении опорного наполнителя подвода воздуха. После формовки керамической оболочки в наполнителе подача воздуха в воздухораспределитель прекращается., при этом прекращается псевдокипёние опорного наполнителя. Емкость с металлом (ковш) подводится
под металлопровод и поднимается в верхнее положение. На опоку одновременно накладывается герметизирукяцая крьшка 10, опока соединяется с вакуумной системой и происходит заливка формы. После технологической вьщерж- ки емкость с металлом опускается При этом в емкость сливается неза- твердевший металл из стояка и емкост с металлом устанавливается в исходное положение, вакуум отклк чается и далее после кристаллизации металла в полости формы держатель 4 устанавливается под металлопроводом, стыкуется с ним, и за счет подъемно-поворотного устройства 7 при обеспечении псевдокипения опорного наполнителя залитая керамическая оболочка поднимается над слоем наполнителя. Перед этой операцией опока отключается ot вакуумной системы и с нее снимается крьшка. Для обеспечения снятия залитого агрегата с металлопровода внутренняя поверхность последнего выполнена с уклоном. После снятия залитой формы с металлопровода все операции повторяются.
Данная установка позволяет повысить качество отливок за счет поддер жания необходимых температур форм и
ю °
98980
повысить производительность за счет сокращения времени технологического цикла при использовании нагретого опорного наполнителя для формовки предварительно прокаленных керамических форм. Снижается себестоимость изготовления отливок пс сравнению с изготовлением обычным методом литья вьтлавляемым моделям на I5-20%.
°
Формула изобретения
°
Устройство для заливки керамичес- ких форм, преимущественно вакуу гным всасьшанием, содержащее опоку с наполнителем, керамическую форму, находящуюся под опокой емкость с расплавленным металлом и металлопровод, о т- личающееся тем, что, о целью повышения производительности и качества отливок,гоно снабжено держателем металлопровода с формой, выполненным в виде полого цилиндра и установленным в опоке с возможнобтью, вертикального перемещения, системой подачи сжатого воздуха, выполненной в днище опоки, и нагревателем опоки, при этом металлопровод расположен внутри держателя и наружный диаметр верхней части его равен наружному .диаметру держателя.
Ф{.г
| Способ получения отливок в оболочковой форме и литейная форма для его осуществления | 1984 |
|
SU1197767A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ ФОРМ ПОД РЕГУЛИРУЕМЫМДАВЛЕНИЕМ | 1973 |
|
SU435066A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
