2. Линия по п. 1, отличающаяся тем, что механизм подачи полос к гильотинным ножницам выполнен в виде рольганга, ролики которого размещены на разной высоте и образуют выпуклый рабочий профиль.
и направляющего ролика, шарнирно смонтированного посредством рычага на станине гильотинных ножниц со стороны рольганга с возможностью качания в вертикальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1975 |
|
SU566430A1 |
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| Автоматическая линия поперечного раскроя рулона | 1983 |
|
SU1184626A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |

1. ЛИНИЯ ДЛЯ РАСКРОЯ ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА по авт. св. № 912415, отличающая.с я тем, .что, с целью повышения качества резки, устройство для натяжения полос снабжено рычагами, несущими на одних .концах подпружиненные ролики, установленные с возможнфстью взаимодействия с кромками полосы, а на других - регулируемые упоры, при этом верхние валки устройства для натяжения полос установлены в подпружиненных опорах с возможностью перемещения в вертикальной плоскости, а регулируемые упоры установлены с возможностью взаимодействия с подпружиненной опорой верхнего валка, усi тановленного на выходе полосы. сл о 00 ел ч 
Изобретение относится к обработке металлов давлением, в частности к линиям для резки листового металла. на заготовки.
Известна линия для раскроя листовою проката, содержащая разматыватель, устройство для подачи проката, механизм раскроя проката на полосы, наматывающее устройство, устройство для натяжения полос и гильотинные ножницы.
Недостатком известной линии является невысокое качество резки и сложность конструкции.
По основному авт.св. № 912415 известна линия для раскроя листового проката, содержащая разматыватель, устройство для подачи проката, механизм раскроя проката на полосы, на.матьшакицее устройство, устройство для натяжения полос, выполненное в виде двзпс пар приводных валков, механизм подачи полос, гильотинные ножнищл и приемный стол с откидывающимся упором и сбрасывателем Oj
Недостатком данной линии является невысокое качество резки.
Цель изобретения - повьшение качества резки.
Поставленная цель достигается тем, что в линии для раскроя листового проката, содержащей разматыватель, устройство для подачи проката, механизм раскроя проката на полосы, наматьтающее устройство, устройство для натяжения полос, выполненное в виде двух пар приводных валков, механизм подачи полос, гильотинные ножницы и приемный стол с откидывающимся упором и сбрасывателем, устройство для натяжения полос, снабжено рычагами, несущими на одних концах подпружиненные ролики, установленные с возможностью взаимодействия с кромками полосы, а на других регулируемые упоры, при этом верхние валки устройства для натяжения полос установлены в подпружиненных опорах с возможностью перемещения в
вертикальной плоскости, а регулируемые упоры установлены с возможностью взаимодействия с подпружиненной опорой верхнего валка, установленного на выходе полосы.
Устройство для подачи полосы выполнено в виде выпуклого рольганга и снабжено направляющим роликом, установленным над рабочей поверхностью выпуклого рольганга с возможностью взаимодействия с разрезаемой полосой.
На фиг.1 изображена линия для раскроя листового проката, общий вид; на фиг.2 - разрез А-А на фиг.1;
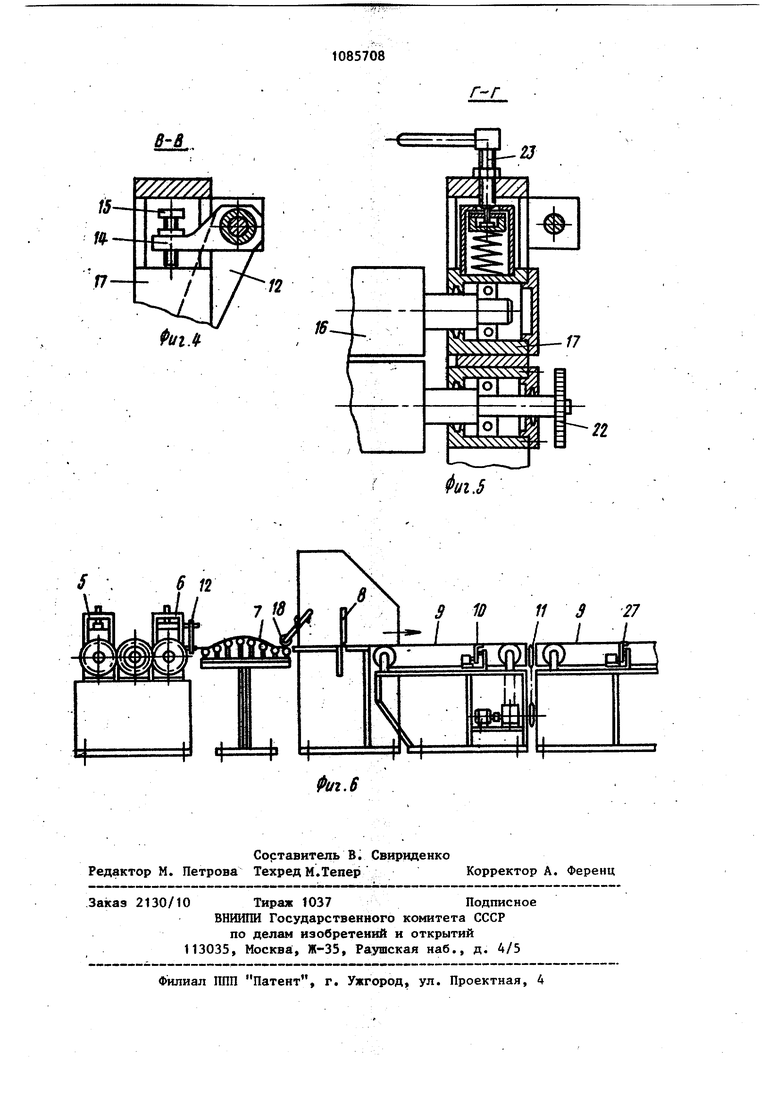
на фиг.З - вид Б на фиг.2 (устройство для натяжения полос); на фиг,.4 - разрез В-В на фиг.З, на фиг.5 разрез Г-Г на фиг.3 на фиг.6 хвостовая часть линии для раскроя
листового проката.
Линия для раскроя листового проката содержит разматыватель 1, устройство 2 для подачи проката, механизм 3 раскроя проката яа полосы, наматывающее устройство 4, устройство для натяжения полос, выполненное в виде двух пар приводных валков 5 и 6, механизм 7 подачи полос, гильотинные ножницы 8 и приемный стол 9 с откидывающимся упором 10 и сбрасывателем 11.
Устройство для натяжения полос снабжено рычагами 12, несущими на одних концах подпрзпкинённые ролики 13, установленные с возможностью взаимодействия с кромками полосы, а на других - регулируемые упоры 14 с винтами 15.
Верхние валки 16 устройства для натяжения полос, выполненные в виде двух nap приводных валков 5 и 6, установлены в подпружиненных опорах 17 с возможностью перемещения в вертикальной плоскости, а регулируемые упоры 14 установлены с возможностью взаимо- 5 действия с подпружиненной опорой 17 верхнего валка 16, установленного на выходе полосы. Устройство 7 подачи полосы выполн но в виде выпуклого рольганга, над рабочей поверхностью которого устано лен направляющий ролик 18. В линию раскроя листового проката установлены также правильная мащина 19, петлевая яма 20 с подвижным столом 21. Пары валков 5 и 6 соединены двухскоростным приводом 22. Винт 23 служит для регулировки зазора между валками пар 5 и 6. Линия для раскроя листового прока та работает следующим образом Рулон 24 устанавливают на разматы ватель 1, и листовой прокат 25 посредством устройства 2 для подачи проката подается в механизм 3 раскро проката 25 на полосы 26. Обрезанные при этом кромки накатываются на нама тывающее устройство 4, а полоса 26 подается через правильную машину 19 по подвижному столу 21 к приводным валкам 5 и 6 устройства натяжения. После того, как полоса 26 захватывается первой парой приводных валков 5, подвижный стол 21 отходит в сторо ну и полоса 26 размещается в петлево яме 20, компенсируя тем самым разность скоростей .вращения валков правильной машины 19 и устройства натяжения полос. Затем полоса 26 захватывается второй парой валков 6 и ее боковые кромки начинают взаимодействовать с подпружиненными роликами 13. Далее полоса проходит по рольгангу 7 между ножей гильотинных ножниц 8 по приемному столу 9 до упора 10. При этом двухскоростной привод 22 работает с большой скоростью подачи. При касании переднего торца полосы 26 упора 10 происходит авто14атическое переключение привода 22 на скорость меньшей подачи. Полоса подается до упора 27, конечный выключатель которого дает сигнал на отключение привода 22 и включение гильотинных ножниц на рез. Излишек по длине полосы 26, накопившийся за время прохождения Сигнала, компенсируется за счет образования петли на выпуклом рольганге 7, при этом на участке между направляющим роликом 18 и упором 27 полоса прямолинейную поверхность. обеспечивакщую точность резки по длине. В случае поперечного смещения полосы при-прохождении ее через устройство натяжения полосы кромка полосы воздействует на один из подпружиненных роликов 13. и, соответственно, на рычаг 12. Последний через регулируемый упор 14 воздействует на подпружиненную опору 17 и создает дополнительное усилие прижима верхнего валка 16 к полосе, что приводит к смещению полосы в противоположную сторону и установке полосы симметрично оси линии, После отрезки по длине упор 27 поворачивается и отрезанная заготовка сбрасывается сбрасывателем 11 с прижимного стола. Применение предлагаемой линии для раскроя листового проката позволяет повысить качество получаемых заготовок.
дидВ
2J.
Pui,J
ВВ
2J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
