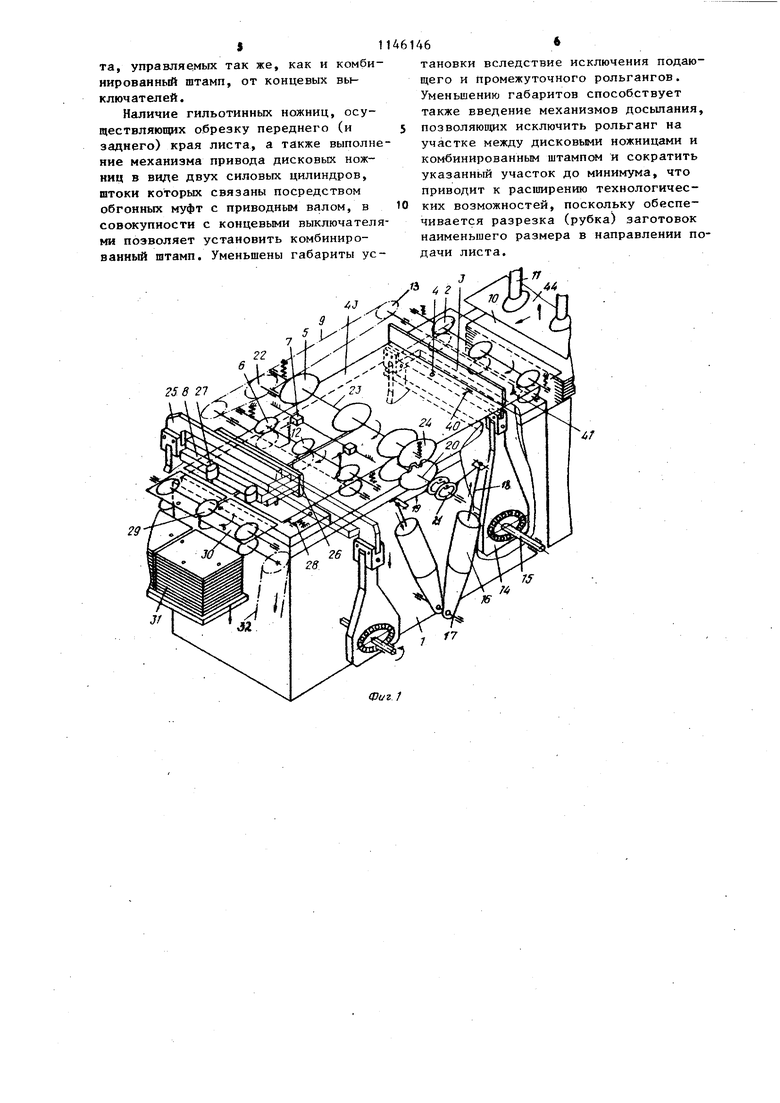
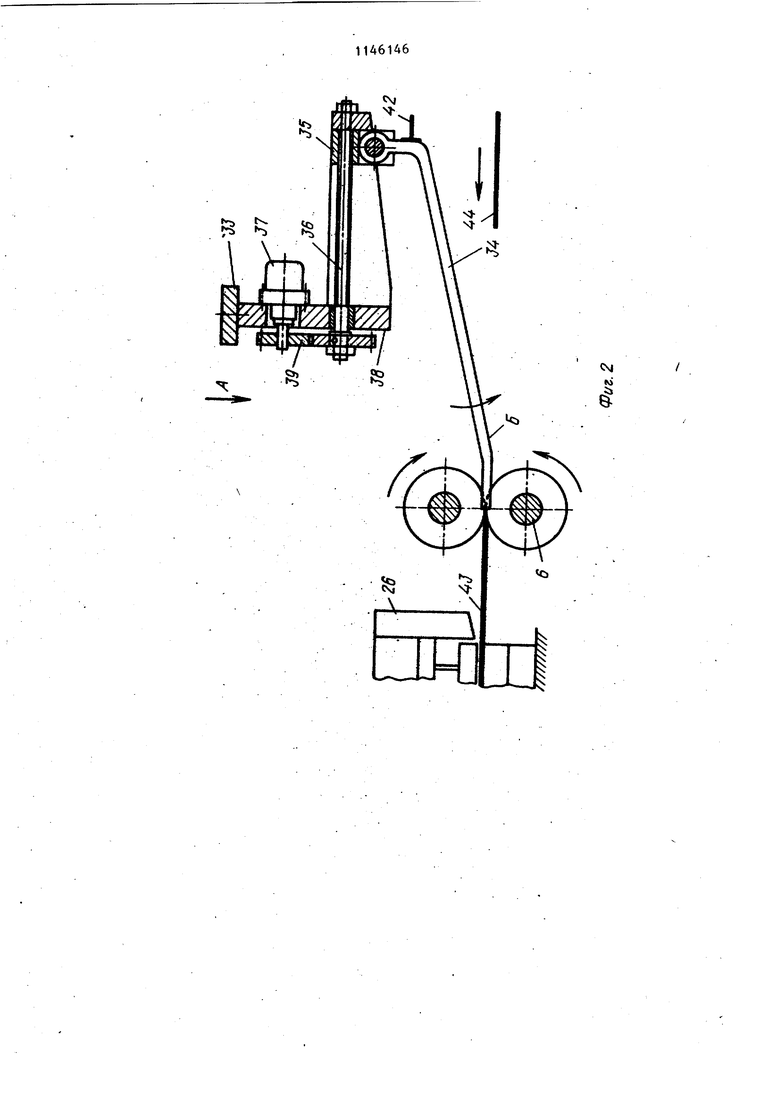
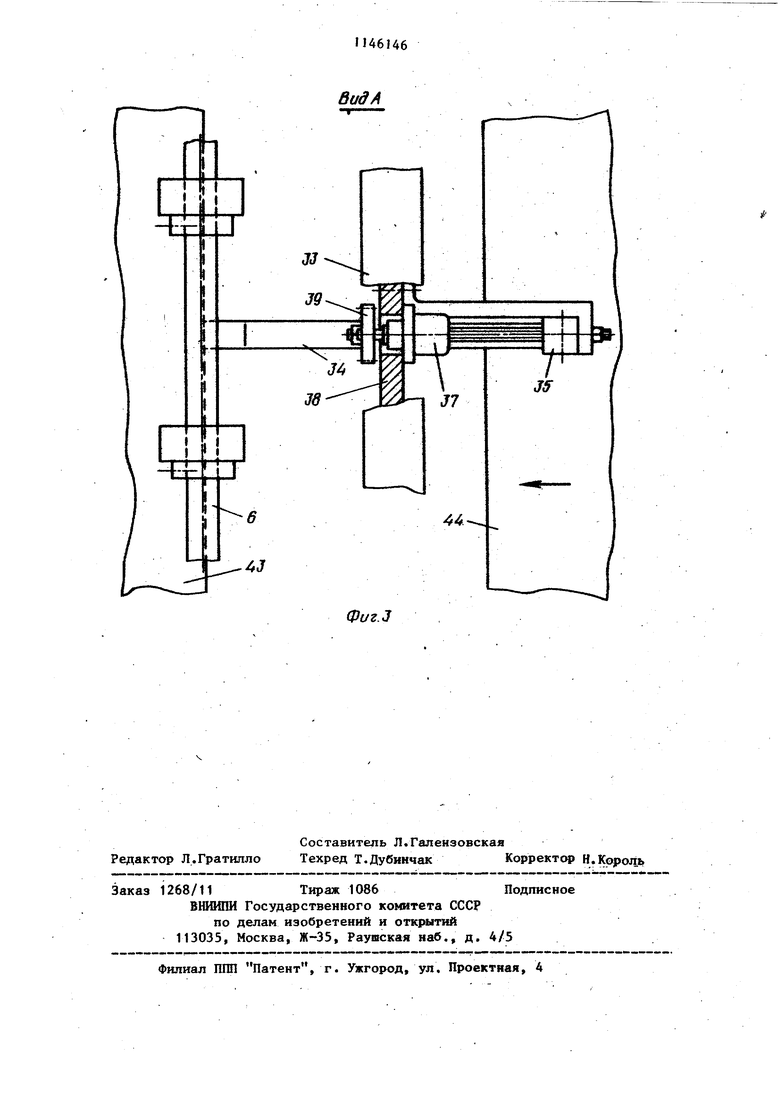
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления деталей непосредственно из листа, Наиболее близкой к изобретению потехнической сущности и достигаемому результату является установка для раскроя листового материала, включающая механизмы подачи листового материала, дисковые ножницы с приводом, гильотинные ножницы и подвижные упоры fl . Однако известная установка имеет большие габариты, содержит два рольганга, длина каждого из которых должна быть больше длины максимального листа из предназначенных к обработке на данном оборудовании. Кроме того, имеет узкие технологические возможности: допускается разрезка листа не более чем на две полосы и не обеспечивается проведение штамповочных операций, например пробивка, вьфубка и т.д. Целью изобретения является расши рение технологических возможностей Поставленная цель достигается тем, что установка для раскроя листового материала, включающая механизмы подачи листового материала,. дисковые ножницы с приводом, гильотинные ножницы и подвижные упоры, снабжена комбинированным штампом с подвижными упорами и механизмом досылания листового материала к комбинированному штампу, дисковые ножницы размещены за гильотинными ножницами по ходу технологического процесса, комбинированный штамп установлен за дисковыми ножницами, а механизм досылания размещен между дисковыми ножницами и комбинированньи4 штампом, при этом механизмы подачи листового материала кинематиче ки связаны с приводом дисковых ножниц Механизм досылания может быть вы полнен в виде траверсы с установленной на ней приводной ползушкой, концевого выключателя, связанного с приводом ползушки, и толкателя, шар нирно закрепленного на ползушке с возможностью поступательного перемещения и взаимодействия с концевым выключателем, Привод дисковых ножниц выполнен в виде двух силовых щшиндров, кор пуса которых расположены на общей 461 оси с возможностью качания рычагов, одни концы которых связаны с приводным валом дисковых ножниц посредством обгонных муфт, а другие концы рычагов соединены со штоками силовых цилиндров, Гильотинные ножницы и комбинированный штамп могут иметь общий привод, На фиг,1 изображена кинематическая схема установки; на фиг,2 - механизм досылания на фиг,3 - вид А на фиг.2, Установка для раскроя листового материала содержит станину 1 (фиг,1), на которой смонтированы по ходу технологического процесса механизм 2 подачи листа, гильотинные ножницы, содержащие верхний неподвижный 3 и нижний подвижньй 4 ножи, дисковые ножницы 5 с приводом, механизм 6 подачи, аналогичный механизму подачи 2, механизмы 7 досылания (фиг,2 и 3) и комбинированный штамп 8. Дисковые ножницы 5 связаны с механизмами 2 и 6 подачи цепной передачей 9, К одной стороне станины прикреплен стапель 10 с листовым материалом, снабженный листоподавателем 11 (показан схематично), а на противоположной стороне станины установлено устройство стопирования продукции, снабженное электродвигателем (не показано), Механизмы 2 и 6 подачи содержат верхние подпружиненные валы с установленным на них набором подающих роликов 12, вращающиеся вхолостую, и нижние приводные валы с наборрм соответствующих роликов, приводимые во вращение цепной передачей 9 через звездочки 13, Верхний неподвижный нож 3 -гильотинных ножниц жестко присоединен к ста1гине 1, а нижний связан с шатунами 14, установленными на эксцентриковом валу 15, которьй через муфту включения, маховик и редуктор связан с электродвигателем (не показаны) . Привод дисковых ножниц выполнен в виде двух Силовых цилиндров 16 двойного действия, корпуса которых расположены под углом друг к другу и закреплены с возможностью качания на оси 17, жестко соединенной со станиной. При этом штоки 18 силовых цилиндров шарнирно соединены с рычагами 19, соединенными с ведущим валом 20 дисковых ножниц через обгонн муфты 21. На ведущем валу 20 устано лена звездочка 22 привода механизмо 2 и 6 подачи. Ведомый вал 23 дисковых ножниц 5 получает вращение через зубчатую передачу 24. Привод штампа выполнен в виде траверсы 25, связанной шатунами с эксцентриковым валом, приводимым во вращение через муфту включения, маховик и редуктор злектродвигателем. Комбинированный штамп 8 снабжен гильотинным ножом 26, подвижными упорами 27 и концевьм выключателем 28, установленным на подпружиненной планке. За штампом установлен вгшковый механизм 29 для вьщачи готовых деталей 30 и стопу 31, аналогичный ме ханизмам 2 и 6 подачи. Вращение вал ков происходит цепной передачей 32 от злектродвигателя. Механизм досыпания (фиг.2) присоединен к траверсе 33, расположенной над механизмом 6 подачи. Механизм досыпания быстросменный а число их выбирается по числу выре заемых дисковыми ножницами 5 полос. Каждый механизм содержит толкатель 34,шарнирно связанный с ползуном 35,перемещаемым по ходовому винту 36 с помощью электродвигателя 37, укрепленного на кронштейне 38, чере зубчатую передачу 39. Кроме того, -устройство содержит концевые выключатели 40-42. Устройство работает следующим об разом. Верхний лист 43, вьзданный из стапеля 10 листоукладчиком 11, подается механизмом 2 подачи. Пройдя створ гильотинных ножниц, он замыкает концевой выключатель 40, происходит остановка подачи отключением силовых цилиндров 16, срабатывает муфта вклю чения эксцентрикового вала 15, нижНИИ нож 4 поднимается и производит отрезку переднего неровного края лис та 43, после чего подача возобновляется. По мере дальнейшей подачи лист разрезается дисковыми ножницами 5 на полосы необходимой ширины и отрезаются боковые края. Подача происходит до тех порj пока надрезанный лист своим передним краем не зафиксируется упорами 27, замыкая при это концевой выключатель 28, подача оста навливается и производится штамповка. После подъемна траверсой 25 верхней плиты штампа в верхнее положение упоры 27 отходят, подача возобновляется и отштампованные детали выталкиваются из штампа подаваемым материалом дозахвата их валковым механизмом 29. Скорость выдачи отштампованных деталей валковым механизмом 29 больше скорости подачи листа механизмами 2 и 6, вследствие чего между отштампованными деталями и подаваемым материалом образовывается, разрыв, благодаря которому концевой выключатель 28, освобождаясь, размыкается. При этом подвижные упоры 27 займут рабочее положение. После чего концевой выключатель 28 снова замкнется подаваемым материалом и цикл повторится. Некратный отход задней части листа отрубается гильотинными ножницами при выходе листаиз-под концевого выключателя 41, установленного на необходимое расстояние от ножа. При срабатывании концевого выключателя 41 подача прекращается независимо от положения листа в установке, а после удара ножниц автоматически возобновляется. При выходе заднего края подаваемого материала из механизма 6 подачи толкатель 34 механизма досыпания (фиг.2 и 3), поднятый ранее передним краем листа во время подачи при касании им поверхности б , опустится и замкнет концевой выключатель 42, двигатель 37 включится и через зубчатую передачу 39 и ходовой винт 36 сообщит толкателю поступательное движение. Толкатель вводит последнюю заготовку в штамп до замыкания концевого выключателя 28, после чего двигатель 37 переключается на реверс. Следующий цикл работы механизма подачи последней заготовки в комбинированный штамп начнется при размыкании концевого включателя 42 подниманием толкателя 34 следующим листом 44. По сравнению с известной установ кой предлагаемая обеспечивает расширение технологических возможностей, что достигается- разрезкой листа на несколько полос благодаря установке нескольких секций дисковых ножниц; выполнением штамповочных операций благодаря конструкции привода дисовых ножниц и механизмов подачи лис5та, управляемых так же, как и комби нированный штамп, от концевых выключателей. Наличие гильотинных ножниц, осуществляющих обрезку переднего (и заднего) края листа, а также выполн ние механизма привода дисковых ножниц в виде двух силовых цилиндров, штоки которых связаны посредством обгонных муфт с приводным валом, в совокупности с концевыми выключател ми позволяет установить комбинированный штамп. Уменьшены габариты ус
22
/3
15
17
Фиг f 46 тановки вследствие исключения подающего и Промежуточного рольгангов. Уменьшению габаритов способствует также введение механизмов досылания, позволяющих исключить рольганг на участке между дисковыми ножницами и комбинированным штампом и сократить указанный участок до минимума, что приводит к расширению технологических возможностей, поскольку обеспечивается разрезка (рубка) заготовок наименьшего размера в направлении подачи листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Механизированный комплекс для раскроя листового проката | 1981 |
|
SU941033A1 |
| ГРУЗОПОДЪЕМНЫЙ КРАН | 1968 |
|
SU206825A1 |
| Устройство для подачи листового материала к ножницам | 1980 |
|
SU975259A1 |
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1183384A2 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| Установка для подачи листов кНОжНицАМ | 1979 |
|
SU814653A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
1. УСТАНОВКА ДЛЯ РАСКРОЯ ЛИСТОВОГО МАТЕРИАЛА, включающая механизмы подачи листового материала, дисковые ножницы с приводом, гильотинные ножницы и подвижные упоры, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена комбинированным штампом с подвижными упора1чи и механизмом досылания листового материала к комбинированному штампу, дисковые ножницы размещены за гильотинными ножницами по ходу технологического процесса, комбинированный штамп установлен за дисковыми ножницами, а механизм досьтания размещен между дисковыми ножни Kf ,., j.-. / цами и комбинированным штампом, при этом механизмы подачи листового материала кинематически связаны с приводом дисковых ножниц. 2.Установка по п.1, о т л и чающаяся тем, что механизм досылания выполнен в виде траверсы с установленной на ней приводной ползушкой, концевого выключателя, связанного с приводом ползушки, и толкателя, шарнирно закрепленного на ползушке с возможностью поступательного перемещения и взаимодействия с концевым выключателем. 3.Установка по п.1, о т. л и чающаяся тем, что привод k/) дисковых ножниц выполнен в виде двух силовых цилиндров, корпуса которых расположены на общей оси с возможностью качания рычагов, одни концы которых связаны с приводным валом дисковых ножниц посредством обгонных муфт, а другие концы рычагов соединены со штоками силовых 9д цилиндров. 4.Установка поп.1,отлиii чающаяся тем, что гильотинные ножницы и комбинированный штамп Од имеют общий привод.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
