(54)- САМОХОДНЬЙ ВНУТРЕННЙ1 ЦЕНТРАТОР
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоходный внутренний центратор | 1989 |
|
SU1632720A1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Мобильное средство для монтажа трубопроводных модулей | 2016 |
|
RU2620185C1 |
| Внутренний центратор для сборки стыков труб под сварку | 1981 |
|
SU963766A2 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| МАШИНА ДЛЯ РЫТЬЯ КОТЛОВАНОВ | 1967 |
|
SU190280A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2361736C1 |
| Устройство для отвода продуктов разрушения при бурении | 1987 |
|
SU1544968A1 |
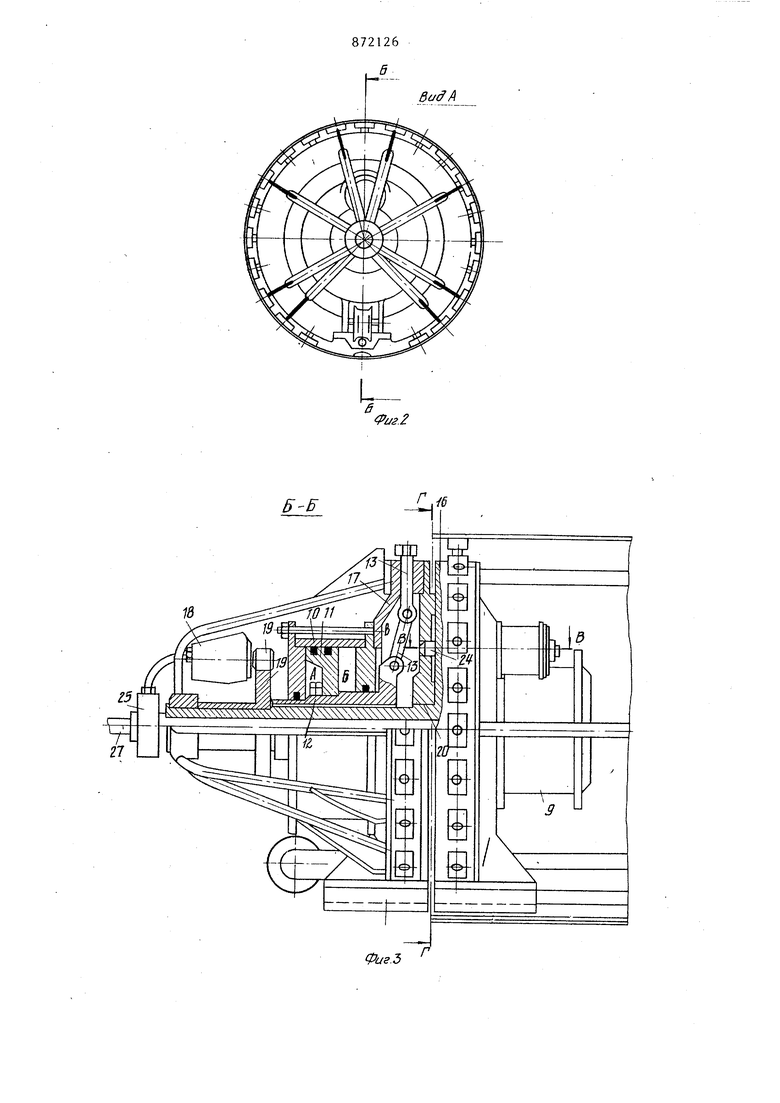
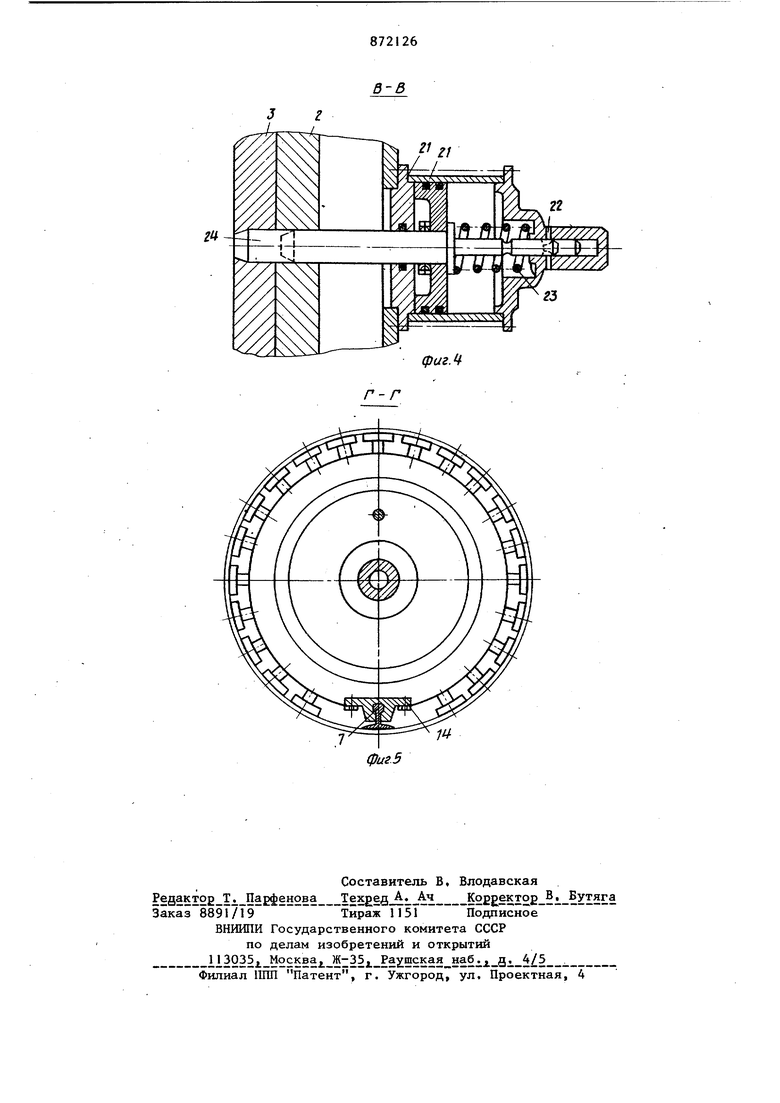
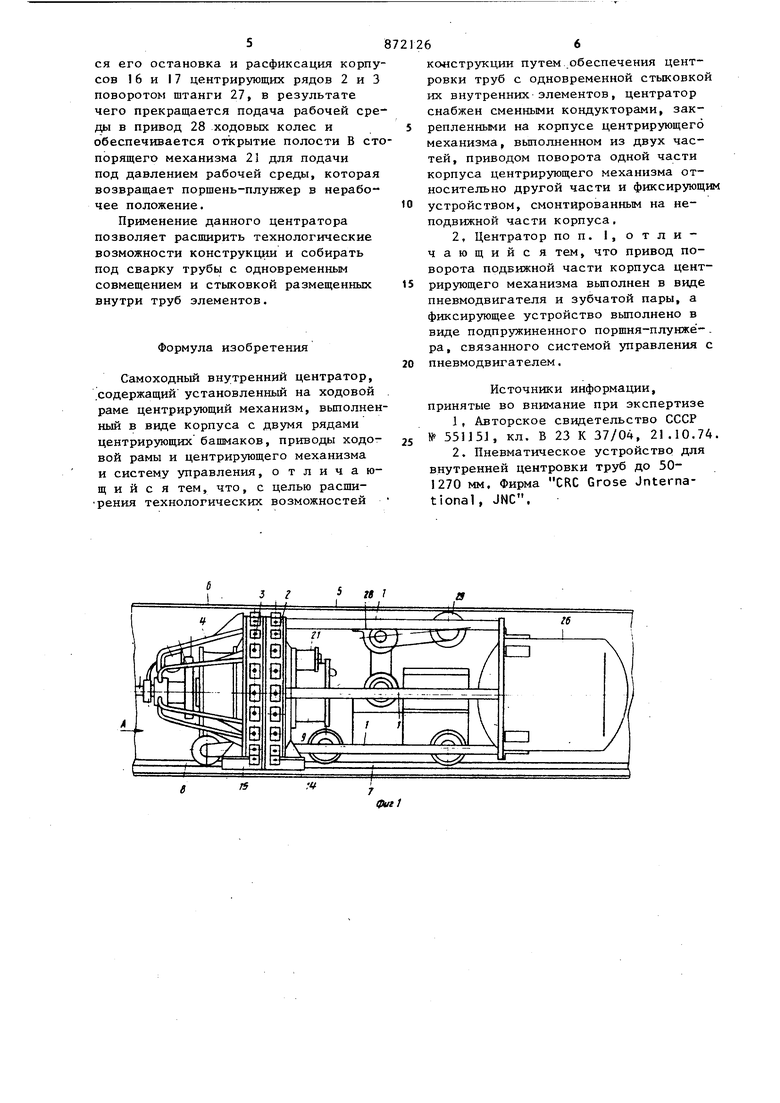
Изобретение относится к сварЬчно сборочному оборудованию и предназначено для центрирования труб под последующую их сварку. Известен несамоходный центратор для сборки труб, содержащий раму, центрирующие элементы в виде гидравл ческих систем силового привода ll. Известен самоходный внутренний центратор, содержащий установленный на ходовой раме центрирующий механиз выполненный в виде корпуса с двумя рядами центрирующих башмаков, приводы ходовой рамы и центрирующего механизма и систему управления 2. Однако известньш центратор не обеспечивает центровку труб с внутре ними элементами, используемыми, в частности, в качестве направляющих (рельс, квадрат и т.п.) для подвижно го состава в трубопроводных контейнерных системах. Цель изобретения - расширение технологических возможностей констру ции путем обеспечения ueHTpojBKH труб с одновременной стыковкой их внутренних элементов. Указанная цель достигается тем, что известный самоходный внутренний центратор, содержащий установленный на ходовой раме центрирующий механизм, вьшолненный в виде корпуса с двумя рядами центрирующих баимаков, приводы ходовой рамы и центрирующего механизма и систему управления, снабжен сменными кондукторами, закрепленными на корпусе центрирующего механизма, выполненного из двух частей, приводом поворота одной подвижной, части корпуса центрирующего механизма относительно другой неподвижной части и фиксирующим устройством, смонтированным на неподвижной части корпуса. Привод поворота подвижной части i opnyca центрирующего механизма выполнен в виде пневмодвигателя и зубчатой пары, а фиксирующее устройство выполнено в виде подпружиненно го поршня-плунжера, связанного сист мой управления с пневмодвигателем. На фиг. 1 изображено устройство, общий вид; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2j на фиг. 4 - сечение В-В на фиг, 3; на фиг. 5 - сечение на фиг, 3, Самоходный внутренний центратор включает установленный на раме 1 центрирующий механизм, состоящий из неподвижного 2 и подвижного 3 (уста новленного с возможностью вращения) центрирующих рядов башмаков, Устройство снабжено также связанной с центрирующим рядом 3 трубчатой кону ной головкой 4 для предварительной соосной ориентации труб 5 и 6. с эле ментами 7И 8 и 2-мя конструктивно идентичными цилиндрами для создания усилий, необходимых при окончательной центрации торцов труб с помощью поршней 11, которые кинематически связьшаются с башмаками центрирующих рядов 2 и 3 через штоки 1 2 и рычажные пары 13, Неподвижный 2 и подвижный 3 центрирующие ряды башмаков 2 снабжены сменными кондукторами 14 и 15, жестко связан ными с их корпусами 16 и 17 посредством болтового соединения. Устройство имеет привод 18, кото рый жестко закреплен с конусной го ловкой 4, и зубчатую пару 19 для вращения центрирующего ряда 3 башма ков по рабочим поверхностям 20 корп са неподвижного ряда 2 башмаков, Стопорящий механизм 21 для фикса ции центрирующих рядов 2 и 3 и откр тия (закрытия) канала 22 подачи рабочей среды в привод 18 состоит из пружины 23 и поршня-плунжера 24, Позиционное золотниковое устройство 25 обеспечивает подачу рабочей среды из ресивера 26 в работающие механизмы устройств 9,10,19 и 21, Дистанционное управление золотни ковым устройством 25 осуществляетс штангой 27, Для перемещения устройства на его раму 1 устанавливается . силовой механизм, состоящий из привода 28 и ходового колеса 29, Центратор работает следующим образом. Неподвижный центрирующий ряд 2 центрирующего механизма с рамой 1 заводится в трубу 5 трубопровода таким образом, чтобы кондуктор 14 64 захватил элемент 7, а башмаки центрирующего ряда 2 находились на некоторой глубине от торца, Затем поворотом штанги 27 осуществляется подача рабочей среды, под давлением из ресивера 26 через золотниковое устройство 25 в полость А цилиндра 9, поршень JJ которого, двигаясь поступательно, осуществляет разжим башмаков центрирующего ряда 2 через шток 12 и рычажную пару 13, производя таким образом исправление геометрии торца трубы 5, Определенное положение штанги 27 обеспечивает подачу рабочей среды в, привод 18, который осуществляет прямое или обратное вращение центрирующего ряда 3 с помощью зубчатой пары 19, одна из шестерен которой жестко связана с корпусом 16 неподвижного центрирующего ряда 2, до тех пор пока оси симметрии кондуктора 15 и элемента 8 трубы 6 не совпадут между собой. Затем труба 6 заводится на конусную головку и центрирующий ряд 3 с одновременным направлением элемента 8 в кондуктор 15 до обеспечения сварочного зазора. Далее при следующей позиции штанги 27 производится разжатие центрирующих рядов 3 с помощью цилиндра 10 и исправления геометрии торца трубы 6, Новая позиция штанги 27 обеспечивает подачу рабочей среды от золотникового устройства 25 через канал 22 в привод 18, который вращает центрирующий ряд 3 с трубой 6. до тех пор, пока поршень-плунжер 24 под действием пружины 23 попадает в гнездо корпуса 17. Обеспечивается таким образом строгая стыковка внутренних элементов 7 и 8 и перекрывается канал 2 подачи рабочей среды в привод 18, автоматически его отключая. После окончания сварочных работ при 6-й позиции штанги 27 осуществляется подача рабочей среды в полости Б поршней II цилиндров 9 и 10, в результате чего происходит сжатие центрирующих рядов 2 и 3. Одновременно при этой позиции включается привод 28 ходовых колес 29, которые, вращаясь, обеспечивают передвижение устройства за счет их фрикционного контакта с поверхностью (внутренней) трубы, При подходе устройства к новому технологическому стыку осуществляется его остановка и расфиксация корпусов 16 и I7 центрирующих рядов 2 и 3 поворотом штанги 27, в результате чего прекращается подача рабочей среды в привод 28 ходовых колес и обеспечивается открытие полости В стопорящего механизма 21 для подачи под давлением рабочей среды, которая возвращает поршень-плунжер в нерабочее положение.
Применение данного центратора позволяет расширить технологические возможности конструкции и собирать под сварку трубы с одновременным совмещением и стыковкой размещенных внутри труб элементов.
Формула изобретения
Самоходный внутренний центратор, .содержащий установленный на ходовой раме центрирующий механизм, вьшолненный в виде корпуса с двумя рядами центрирующих башмаков, приводы ходовой рамы и центрирующего механизма и систему управления, отличающийся тем, что, с целью расши рения технологических возможностей
конструкции путем .обеспечения центровки труб с одновременной стыковкой их внутренних элементов, центратор снабжен сменными кондукторами, закрепленными на корпусе центрирующего механизма, выполненном из двух частей, приводом поворота одной части корпуса центрирующего механизма относительно другой части и фиксирующим устройством, смонтированным на неподвижной части корпуса.
2, Центратор по п. I, отличающийся тем, что привод поворота подвижной части корпуса центрирующего механизма выполнен в виде
5 пневмодвигателя и зубчатой пары, а фиксирующее устройство выполнено в виде подпружиненного поршня-плунжё- . ра, связанного системой управления с пневмодвигателем.
0
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
№ 55П5, кл, В 23 К 37/04, 21.10.74.
5
в-в
/«
