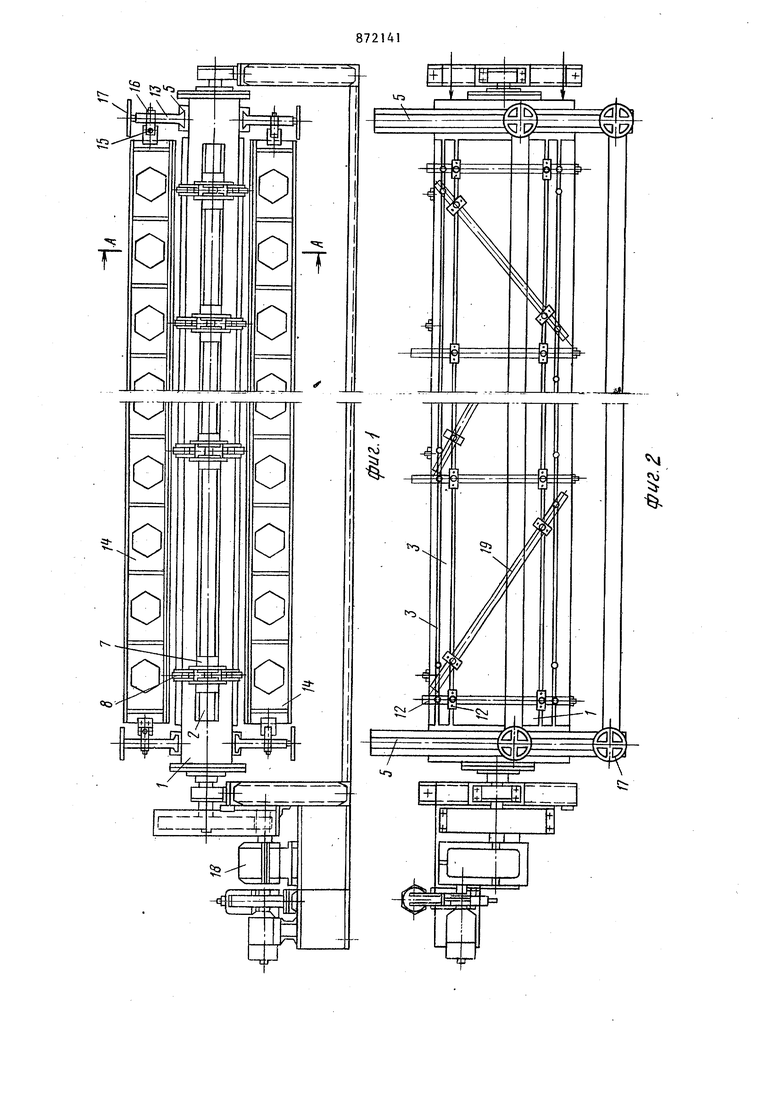
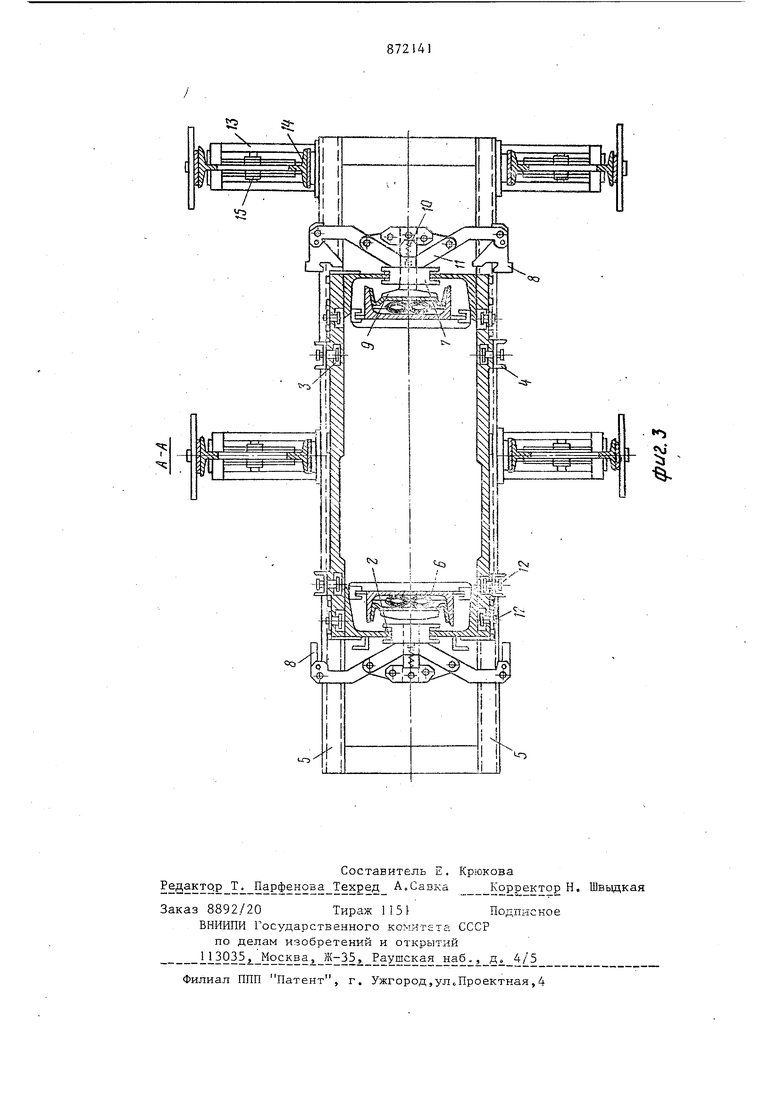
(34)УСТРОЙСТВО для СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ Изобретение относится к устройствам цпя сварки и сборки металлоконструки ий зон зскалаторов. Известно устройство для сборки и сварки изделий, содержащее закрепленные на каждой планшайбе четыре пары радиальных направляющих с установленными в них с возможностью перемещения ползунами для фиксации изделия, -при этом противолежащие ползуны обеих планшайб шарнирно соединены между собой штангами с установленными на них с возможностью перемещения зажимами изделия . Однако известное устройство для сборки и сварки металлоконструкций обладает существенными недостатками, основными из которых являются:малая производительность, узкие технологи.ческие возможности, обусловленные изготовлением, одного только типоразмера и отсутствием поворотной рамы для жесткого закрепления на ней элементов изделия. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для сборки и сварки металлоконйтрукций, содержащее поворотную раму с прижимной траверсой и продольными направляющими для перемещения зажимов изделия Сз}. В известном устройстве зажимы оснащены индивидуальными приводами, вклюь чаемыми последовательно, что снижает производительность устройства. Цель изобретения - повышение производительности труда с одновременным расширением технологических возможностей. Поставленная цель достигается тем, что в устройстве для сборки и сварки металлоконструкций, содержащем поворотную раму с прижимной траверсой и продольными направляющими для перемещения зажимов изделия, рама снабжена пневморукавами, установленными вдоль ее направляющих и взаимодействующими с зажимами изделия, а прижимная тра3верса установлена с возможностью пере мещения в плоскости, перпендикулярной продольной оси рамы. На фиг. 1 изображено устройство; н фиг. 2 - то же, вид сверху; на фиг. 3 сечение А-А на фиг,1. Устройство содержит поворотную раму 1 с продольными направляющими 2-4 и поперечными направляющими 5. На раме 1 вдоль направляющих 2 на всю длину поворотной рамы смонтированы пневм рукава 6, а в направляющих 2 установлены с возможностью перемещения ползуны 7 с закрепленными на них фиксирующими Зажимами 8 и опорньми . площад ками 9. Зажимы 8 выполнены в виде под пружинынных пружиной 10 поворотных ры чагов 11. 6 направляющих 3 и 4 установлены с возможностью перемещения вдоль них поворотные фиксаторы 12, В поперечных направляющих 5 поворотной рамы 1 установлены на подвижных верти кальных стойках 13 траверсы 14с плавающими осями 15, соединенными с ходовыми гайками 16 ходовых винтов 17 Поворот рамы 1 осуществляется приводо .18. Элементы металлоконструкции обозначены пози1ц1ей 19. Устройство работает следующим обР.азом. Включением привода 18 устанавливают поворотную раму 1 в положение сбор ки, при котором траверсы 14 занимают горизонтальное положение. Укладьшают на раму со стороны расположения одного из зажимов 8 конструкции и устанавлйвают ползуны 7 с зажимами 8 в .соответствии с размерами изделия, а затем в пневморукава 6 подается сжатый воздух. При этом опорные площадки 9 ползунов 7, взаимодействующие с пневморукавами и связанные с поворотными рычагами 11, обеспечивают их поворот и зажим боковой поверхности металлоконструкции. После этого включается привод 18 и поворотная рама 1 поворачивается на на другой боковой поверхности поворотной рамы I производится в том же порядке укладка и сборка металлоконструкций 19.. Затем включением привода 19, поворотная рама поворачивается на 90 и производится раскладка деталей металлоконструкции 19 по соответствующим поворотным фиксаторам 12. После этого траверсы 14 по поперечным направляющим 5 выставляются в соответствии с размерами изделия и обеспечи 14 вают зажим металлоконструкции 19 посредством ходового винта 17, воздействующего на ходовую гайку 16. После фиксации деталей металлоконструкции 19 траверсами включается привод 18, поворотная рама 1 поворачивается на 180 , и происходит сборка другой металлоконструкции 19 противоположной плоскости поворотной рамы 1 в том же порядкеi После производства сборки металлоконструкций производится их сварка, а затем готовую металлоконструкцию 19 снимают с поворотной рамы 1, для чего отключается пневморукав 3, и под действием возвратной пружины 10 рычаги 11 фиксирующих зажимов 8 поворачиваются и освобождают металлоконструкцию -19 от фиксации на боковых плоскостях поворотной рамы 1 . После этого с помощью ходового винта 17 траверсы 14 освобождают металлоконструкцию 19(например, на верхней плоскости), сдвигаются в крайнее левое положение, и плоская металлоконструкция 19 снимается с поворотных фиксаторов 12. Затем включается привод 18, поворотная рама I поворачивает;ся на 180° и производится съем другой металлоконст1)укции 19 с другой плоскости рамы 1, Таким образом, оснащение устройства для сборки и сварки металлоконструкций пневморукавами, взаимодействующими одновременно со всеми зажимами изделия f расположенными по одну из сторон поворотной рамы, обеспечивает синхронный зажим боковой поверхности металлоконструкций, что обеспечивает сварку нескольких металлоконструкций и повышает производительность. , Формула изобретения Устройство для сборки и сварки металлоконструкций, содержащее пово- ротную раму с прижимной траверсой и продольными направляющими для перемещения зажимов изделия, о т л и. ч ающ е е с я тем, что, с целью производительности путем обеспечения одновременного срабатьшания всех зажимов, рама снабжена пневморукавами, установленными вдоль ее направляющих и взаимодействующими с зажимами изделия, а прижимная траверса установлена с
58721416
возможностью перемещения в плоскости,1, Авторское свидетельство СССР
перпендикулярной продольной оси рамы,- №556920, кл, В 25 К 37/04
Источники информации,2. Авторское свидетельство СССР
принятые во внимание при экспертизе s 237305, кл. В 23 ft 37/04, 1967.
В23 К 11/10,.1974.
«


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для сварки изделий с несоосными элементами | 1982 |
|
SU1063567A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Кантователь | 1983 |
|
SU1139601A1 |
| Кондуктор для сборки и сварки изделий | 1974 |
|
SU556920A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Кантователь | 1988 |
|
SU1539032A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |