Известны устройства для электродуговой сварки, содержащие барабан с лентой, ножницы, правильно-приводной механизм с подающими роликами, механизм установки изделия и сварочную головку, монтированную на столе.
Особенностью предложенного устройства является то, что механизм установки выполнен в виде трубы, смонтированной в подщипниках внутри ползуна, имеющего возможность перемещения по направляющим в вертикальной плоскости от пневмопривода, причем на фланце трубы установлен корпус механизма зажима с двумя планщайбами, снабженными фиксаторами и пневмоприжимами, а правильноприводной механизм содержит прижимные ролики, один из которых кинематически связан с подающими роликами, а другой установлен на одной оси с распорными роликами, связанными со сварочными головками посредством полых тяг, при этом сварочные головки установлены с возможностью перемещения в направляющих стола.
Такое выполнение устройства позволяет повысить производительность и улучшить -качество при сборке и сварке кожухов центробежных вентиляторов.
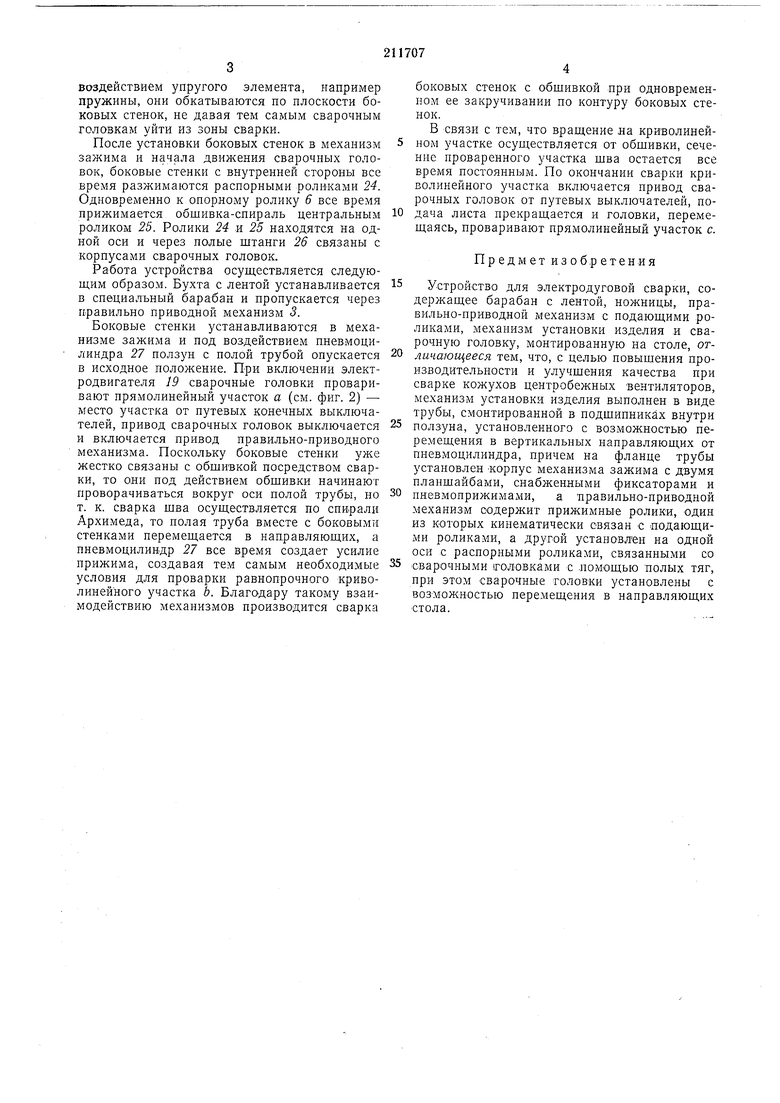
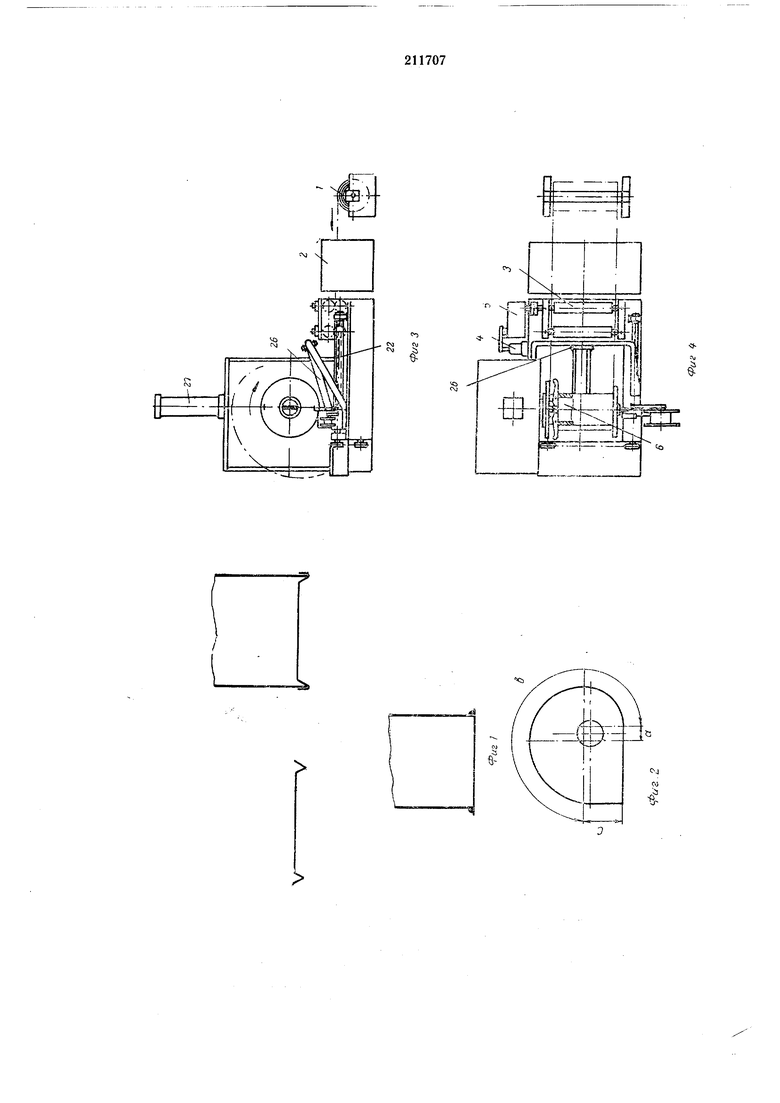
фиг. 4 - TO же, вид в плане; на фиг. 5 - то же, вид с торца.
Устройство состоит из приводного барабана с бухтой ленты /, являющейся заготовкой для общивки-спирали кожуха, летучих ножниц 2, правильно-приводного механизма, имеющего приводные валики .3, кинематически связанные между собой щестернями и с приводом этих валиков, например, от электродвигателя 4 и
редуктора 5, опорного ролика 6, связанного с приводными валиками цепной передачей, -стола 7, служащего опорой для установленных по бокам вдоль его оси двух сварочных головок 5 с механизмами подачи проволоки, перемещающ.егося в направляющих 9 ползуна 10, полой трубы И, СВОбодно вращающейся В подщипниках внутри ползуна и имеющей фланец для крепления планщайбы J2, корпуса механизма зажима боковых стенок 13, внутри
которого смонтированы прижимные рычаги 4, управляемые пневмоцилиндром 15, съемной планшайбы 16 с пальцами ;/ и винтового механизма 18 для поджатия планшайбы 16.
Сварочные головки 8 соверщают возвратнопоступательное движение от электродвигателя 19 через редуктор 20, цепную передачу 21 и ходовой винт 22. С торцовой стороны каждой сварочной головки установлены ролики 23, жевоздействием упругого элемента, например пружины, они обкатываются по плоскости боковых стенок, не давая тем самым сварочным головкам уйти из зоны сварки.
После установки боковых стенок в механизм зажима и начала движения сварочных головок, боковые стенки с внутренней стороны все время разжимаются распорными роликами 24. Одновременно к опорному ролику 6 все время прижимается обшивка-спираль центральным роликом 25. Ролики 24 и 25 находятся на одной оси и через полые штанги 26 связаны с корпусами сварочных головок.
Работа устройства осуществляется следуюш,им образом. Бухта с лентой устанавливается в специальный барабан и пропускается через правильно приводной механизм 3.
Боковые стенки устанавливаются в механизме зажима и под воздействием пневмоцилиндра 27 ползун с полой трубой опускается в исходное положение. При включении электродвигателя 19 сварочные головки проваривают прямолинейный участок а (см. фиг. 2) - место участка от путевых конечных выключателей, привод сварочных головок выключается и включается привод правильно-приводного механизма. Поскольку боковые стенки уже жестко связаны с обшивкой посредством сварки, то они под действием обшивки начинают проворачиваться вокруг оси полой трубы, но т. к. сварка шва осуществляется по спирали Архимеда, то полая труба вместе с боковыми стенками перемещается в направляющих, а пневмоцилиндр 27 все время создает усилие прижима, создавая тем самым необходимые условия для проварки равнопрочного криволинейного участка Ь. Благодару такому взаимодействию механизмов производится сварка
боковых стенок с обшивкой при одновременном ее закручивании по контуру боковых стенок. В связи с тем, что вращение на криволинейном участке осуществляется от обшивки, сечение проваренного участка шва остается все время постоянным. По окончании сварки криволинейного участка включается привод сварочных головок от путевых выключателей, подача листа прекращается и головки, перемещаясь, проваривают прямолинейный участок с.
Предмет изобретения
Устройство для электродуговой сварки, содержащее барабан с лентой, ножницы, правильно-приводной механизм с подающими роликами, механизм установки изделия и сварочную головку, монтированную на столе, огличающееся тем, что, с целью повышения производительности и улучшения качества при сварке кожухов центробежных вентиляторов, механизм установки изделия выполнен в виде трубы, смонтированной в подшипниках внутри
ползуна, установленного с возможностью перемещения в вертикальных направляющих от пневмоцилнндра, причем на фланце трубы установлен Корпус механизма зажима с двумя планшайбами, снабженными фиксаторами и
пневмоприжимами, а правильно-приводной механизм содержит прижимные ролики, один из которых кинематически связан с подающими роликами, а другой установлен на одной оси с распорными роликами, связанными со
сварочными головками с номощью полых тяг, при этом сварочные головки установлены с возможностью перемещения в направляющих стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| ВРАЩАТЕЛЬ ДЛЯ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1971 |
|
SU299324A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
е20 21
Puz 5
25
