(54) СПОСОБ ЭЛЕКТГОЭРОЗИОННОЙ ОБРАБОТКИ ПАЗОВ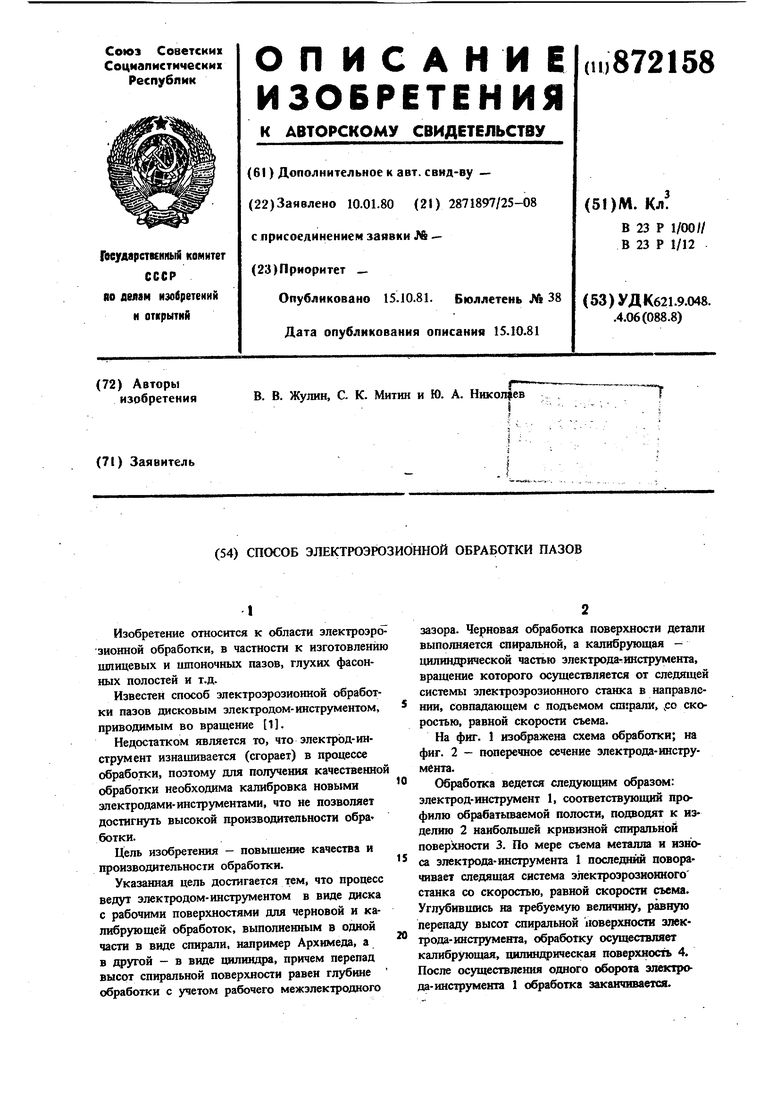
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ | 2007 |
|
RU2359790C1 |
| Способ электроконтактной обработки | 1972 |
|
SU493327A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| УСТРОЙСТВО для ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОЛОСТЕЙ | 1965 |
|
SU173591A1 |
| Орбитальная головка к электроэрозионному станку | 1980 |
|
SU957510A1 |
| Способ изготовления глубоких отверстий малых диаметров с повышенными точностными характеристиками в корпусных деталях, изготовляемых из деформируемых материалов | 2020 |
|
RU2751934C1 |
| Способ резки электрическим оплавлением | 1990 |
|
SU1776504A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ электроэрозионной обработки | 1981 |
|
SU961915A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ РОТОРА (ИЛИ СОПЛОВОГО БЛОКА) ТУРБИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2221676C2 |
I
Изобретение относится к области электроэрозионной обработки, в частности к нзготовлению шлнцевых и шпоночных пазов, глухих фасонных полостей и т.д.
Известен способ электроэрозионной обработки паэов дисковым электродом-инструментом, приводимым во вращение (1.
Недостатком является то, что электрод-инструмент изнашивается (сгорает) в процессе обработки, поэтому для получения качественной обработки необходима калибровка новыми электродами-инструментами, что не позволяет достигнуть высокой производительности обработки.
Цель изобретения - повышение качества и производительности обработки.
Указанная цель достигается тем, что процесс ведут электродом-инструментом в виде диска с рабочими поверхностями для черновой и калибрующей обработок, выполненным в одной части в виде спирали, например Архимеда, а в ррутой - в виде цилиндра, причем перепад высот спиральной поверхности равен глубине обработки с учетом рабочего межэлектродного
зазора. Черновая обработка поверхности детали выполняется спиральной, а калнбрующая цилиндрической частью электродагинструмента, вращение которого осуществляется от следящей системы электроэроэионного станка в направлении, совпадающем с подъемом сгафали, ,со скоростью, равной скорости съема.
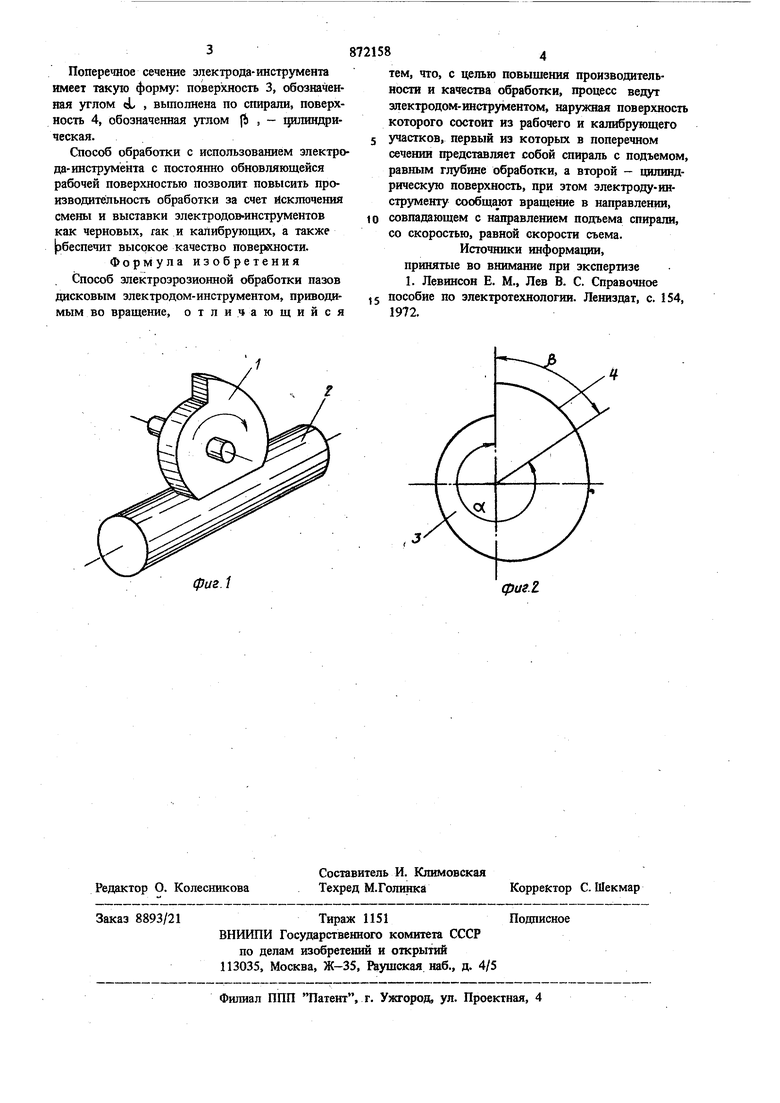
На фнг. 1 изображена схема обработки; на фиг. 2 - поперечное сечение электрода-инструмента.
10
Обработка ведется следующим образом: электрод-инструмент 1, соответствующий профилю обрабатьшаемой полости, подводят к изделию 2 наибольшей кривизной спнральной поверхности 3. По мере съема металла и изноISса электрода-инструмента 1 последний повораiffiBaet следящая система электроэрознонного станка со скоростью, равной скорости съема. Углубившись на требуемую величину, равную перепаду высот спиральной иоверхносго электрода-инструмента, обработку осуществляет калибрующая, цилищфнческая поверхность 4. После осуществления одного оборота электрода-инструмента 1 обработка заканчивается.
Поперечное сечение электрода-инструмента имеет такую форму: поверхность 3, обозшчентя углом «L , вьшолнена по спирали, поверхность 4, обозначенная угяом ji , - цилиндрическая.
Спос( обработки с использованием электрода-инструмента с ПОСТОЯ1ШО обновляющейся рабочей поверхностью позволит повысить производительность обработки за счет исключения смены и выставки электродов-инструментов как черновых, гак и калибрующих, а также эбеспечит высокое качество поверхности. Формула изобретения
Способ электроэрозионной обработки пазов дисковым электродом-инструментом, приводимым во вращение, отличающийся
тем, что, с целью повыщения производительности и качества обработки, процесс ведут электродом-инструментом, наружная поверхность которого состоит из рабочего и калибрующего
участков, первый из которых в поперечном сечении представляет собой спираль с подъемом, равным глубине обработки, а второй - цилиндрическую поверхность, при этом электроду-инструменту сообща ют вращение в направлении,
совпадающем с направлением подъема спирали, со скоростью, равной скорости съема.
Источники информации, принятые во внимание при экспертизе 1. Левинсон Е. М., Лев В. С. Справочное
пособие по электротехнологии. Лениздат, с. 154, 1972.
