(54) КАССЕТА ДЛЯ ОБРАБОТКИ И ТРАНСПОРТИРОВАНИЯ ПЛОСКИХ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для групповой жидкостной об-РАбОТКи плОСКиХ дЕТАлЕй | 1979 |
|
SU846409A1 |
| Кассета для плоских изделий | 1987 |
|
SU1613386A1 |
| Кассета для транспортирования плоских деталей | 1977 |
|
SU691947A1 |
| Кассета для упаковки плоских хрупких деталей | 1986 |
|
SU1341105A1 |
| Кассета для транспортированияплОСКиХ дЕТАлЕй | 1979 |
|
SU834807A1 |
| Устройство для загрузки радиоэлементов с осевыми выводами малой жесткости | 1980 |
|
SU1029267A1 |
| Устройство для транспортирования и подачи на рабочую позицию плоских деталей | 1982 |
|
SU1098876A2 |
| Кассета для транспортирования изделий, преимущественно полупроводниковых приборов | 1987 |
|
SU1476555A1 |
| СПОСОБ И УСТРОЙСТВО ОТМЫВКИ И СУШКИ ПОДЛОЖЕК | 2008 |
|
RU2386187C1 |
| Устройство для обработки и транспортирования плоских изделий | 1982 |
|
SU1094820A1 |

Изобретение относится к оборудованию ОЛЯ упаковки и расфасовки, в частности к кассете аля обработки и транспортирования плоских аеталей, преимущественно полупроводниковых пластин и фотошаблонов, и может быть использовано в производстве полупроводников и других отраслях народного хозяйства. Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является кассета для обработки и транспортирования плоски деталей, на боковых стенках которой выполнены глухие пазы для фиксации деталей, а на торцовых - имеются элементы крепления кассеты к транспортирующему устройству l. Недостаток известной кассеты заключается в том, что ее конструкция не обес печивает механизацию процесса выгрузки обрабатываемой деталей из кассеты, а также загрузки деталей в кассету, так как доступ к деталям со стороны -торцовых стенок кассеты отсутствует, а расстояние между расположенными в кассете деталями мало. Поэтому загрузка и выгрузка деталей из кассеты осуществляется вручную с использованием пинцета и применяются кассеты лишь для групповой обработки плоских деталей, в частности полупроводниковых пластин или фотошаблонов. Вместе с тем, в технологическом цикле обработки деталей, наттример полупроводниковых пластин и фотошаблонов, операции групповой обработки (промывка, травление, проявление и т.д.) чередуются с их индивидуальной обработкой(экспонирование, нанесение фоторезиста, нанесение защитного лака и т.д.), поэтому на операии51х индивидуальной обработки полупровоцниковые пластины или подложки фотошаблонов загружаются вручную в магазины, а после обработки снова перегружаются в кассеты, что ведет к большим потерям рабочего времени и к повреждению o6p€iбатываемых деталей в процессе ручной . перегрузки.
Цель язобретекия - мехвниавшая проиесса выгрузки деталей из кассеты.
Поставленная цель достигается тем, что в кассете для обработки и транспортирования плоских деталей, на боковых стенках которой выполнены глухие пазы для фиксаоив деталей, а на торцовых имеются элементы крепления кассеты к траиспортируюшему устройству, на одной из торцовых стенок кассеты симметрично указанным выступам рыпопнены сквозные пазы для прохода транспортерной ленты при выгрузке кассеты.
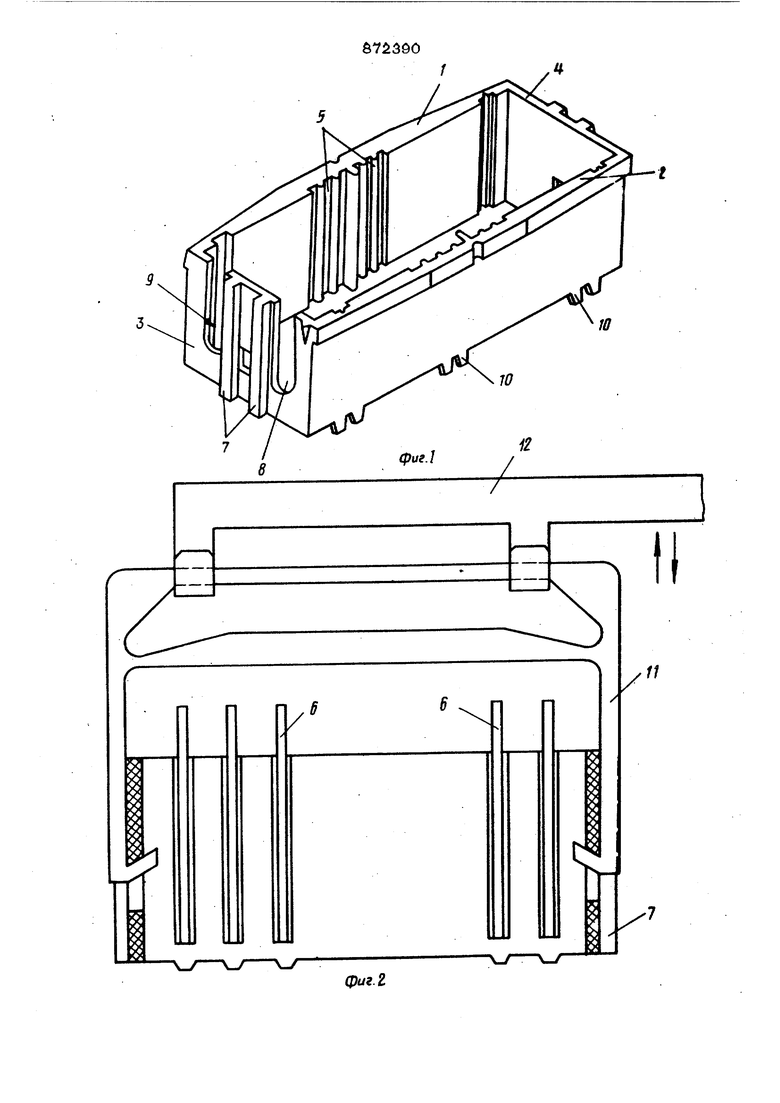
На фиг. 1 схематично изображена кассета для обработки и транспортировки плоских деталей, общий вид в аксонометрии; на фиг. 2 и 3 - то же, в случае групповой и индивидуальной обработки де талей.
Кассета содержит боковые стенки 1 и 2 и торцовые стенки 3 и 4, при этом на боковых стенках 1 и 2 выполнены глухие пазы 5 для фиксации деталей 6, а на торцовых стенках 3 и 4 имеются выступы 7 .ОЛЯ крепления кассеты к транспортерной ленте (не показана).
На торцовой стенке 3 симметрично выступам 7 выполнены сквозные пазы 8 и 9 дяя прохода транспортерной ленты при выгрузке кассеты. На боковых стенках 1 и 2 имеются выступы 1О, входящие при штабелировании кассет в пазы 5 сопрягаемой кассеты.
Кассета работает следующим образом. На операциях групповой обработки (фиг. 2) кассету при помощи легкосъемной ручки 11 закрепляют на траверсе 12 транспортерной ленты (не показана). При помощи транспортерной ленты кассета с детал51ми 6 перемещается по этапам технологического процесса.
На операциях индивидуальной обработки (фиг. 3) кассету устанавливают на
платформу 13 механизма 14 шегового перемещения и при псв«{ощи двух ременных транспортеров 15, входящих внутрь кассеты через пазы 8 и 9, детали 6 извлекаются на позицию обработки, при этом после извлечения из кассеты очередной аетапи платформа 13 опускается на один шаг. Обработанная деталь аналогичным образом загружается в оругую кассету,
установленную на таком же механизме шарового перемещения.
Применение предлагаемой кассеты в технологическом цикле обработки и транспортирования плоских деталей, например
полупроводниковых пластин или фотошаблонов, позволяет исключить их ручную загрузку и выгрузку и увеличить за счет этого производительность труаа на 5-6%, свести к минимуму номенклатуру применяалых в производстве кассет.
Кроме того, исключается поврежаение и за-рязнение обрабатываемых йеталей.
Формула изобретения
Кассета для обработки и транспортирования плоских деталей, на боковых стенках которой выполнены глухие пазы оля
фиксации деталей, а на торцовых - имеются элементы крепления кассеты к транспортирукншему устройству, отличающаяся тем, что, с целью механизации процесса выгрузки деталей из кассеты, на одной из торцовых стенок кассеты симметрично указанным вые тупа v выполнены сквозные пазы для прохода транспортерной ленты при выгрузке кассеты.
Источники информации, принятые во внимание при экспертизе
V
фиг.
(риг.
