(54) ЛЕТОЧНЫЙ УЗЕЛ ПЛАВИЛЬНОЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Руднотермическая электропечь | 1979 |
|
SU863966A1 |
| Способ реставрации леточного блока | 1979 |
|
SU872933A1 |
| РУДНО - ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ С ГОРЯЧЕЙ ПОДИНОЙ И СИЛЬНОТОЧНЫМ ТОКОПОДВОДОМ | 2013 |
|
RU2550983C1 |
| Устройство для выпуска расплава из дуговой руднотермической печи | 1988 |
|
SU1596200A1 |
| ФУТЕРОВКА ВАННЫ РУДНО-ТЕРМИЧЕСКОЙ ЭЛЕКТРОПЕЧИ | 1997 |
|
RU2115874C1 |
| Углеродсодержащая безводная леточная масса | 1987 |
|
SU1421725A1 |
| ДВУХ ВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ С КОПИЛЬНИКОМ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2522283C1 |
| ВАННА-КРИСТАЛЛИЗАТОР УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2377325C2 |
| Огнеупорная масса для заделкилЕТОК | 1979 |
|
SU833871A1 |
| Отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2708707C1 |
I
Изобретение относится к черной металлургии и может быть использовано при проектировании плавильных печей.
Известен леточный узел ферросплавной печи, включающий угольные блоки с несколькими леточньши каналами, причем летки для шлака и металла выполнены на разных уровнях, а для предохранения пода печи от токов короткого замыкания уровень леточного канала для выпуска металла отстоит на некотором расстоянии от пода печи 1.
Наиболее близким по технической сущности и достигаемому результату, к пред-, лагаемому является леточный узел печи. В дуговой руднотермической печи леточный узел состоит из угольных леточных, блоков с каналами для выпуска металла, коренные блоки, примыкающие к ним участки футеровки и кожуха печи 2.
Недостатком такого леточного узла являются плохие условия реставрации Леточного канала.
Цель изобретения - сокращение времени и упрощение реставрации леточного канала.
Указанная цель достигается тем, что в леточном узле, состоящем из нескольких
блоков с работающими леточкыми каналами для выпуска металла, коренных блоков и примыкающих к ним футеровки и кожуха печи, каждый леточный блок с рабочим легочным каналом представляет из себя два коаксиально расположенных цилиндра: внутренний с. .леточным каналом, ось которого отстоит от плоскости пода на расстоянии 0,2-0,4 диаметра электрода, выполнен из стойкЪго к расплаву материала (например, угольного), имеющего коэффициент линейного расширения в 1,5-2 раза
10 больший, чем у стойкого к расплаву материала, например графита, наружного цилиндра, а между рабочими леточньши блоками в коренном блоке расположен один резервной леточный канал, нижняя образующая которого служит продолжением поверхности пода.
Толщина стенки внутреннего цилиндра в работающем леточном блоке равна 0,2- 0,25 большего диаметра наружного цилиндра. Коаксиальное расположение цилиндров
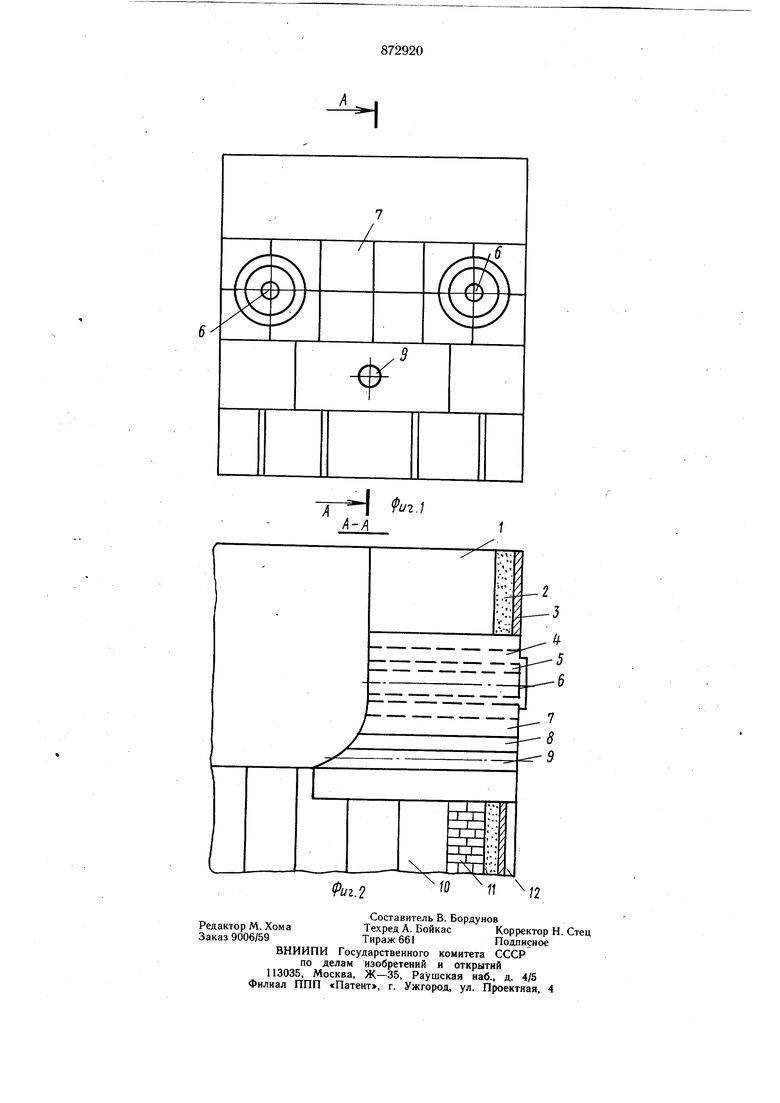
20 выполнено для того, чтобы внутренний цилиндр-втулка, расходуемый при прохождении в нем расплава, мог быть сменным. Ось работающего леточного канала должна отстоять от поверхности пода, на расстоянии 0,2-0,4 диаметра электрода потому, что при этом расстоянии менее 0,2 диаметра электрода в момент приближения нижнего торца электрода близко к поду создаются толчки тока, приводящие к разрушению подовых блоков. При этом расстоянии, больше 0,4 диаметра электрода увеличиваются обвалы щихты, не создается гарниссаж, печь работает неустойчиво. Отношение коэффициентов линейного расширения внутреннего сменного цилиндра из углеродистого материала 5,6. 1/град и наружного графитового otp 3,6.10 /град в 1,5-2 раза объясняется тем, что при отношении меньшем, чем в 1, 5 раза, внутренний цилиндр после нагрева в леточном блоке не жестко сцепляется с наружным, а материалы, отношение которых в коэффициентах линейного расширения превышают в два раза по сравнению с внешним графитовым цилиндром, не стойки к расплаву. Нижняя образующая резервного канала является продолжением поверхности пода потому, что при ремонте печи и замене внутреннего цилиндра в леточном канале необходимо полностью выпустить расплав из печи. На фиг. 1 представлен леточный узел с площадки горновых; на фиг. 2 - разрез А-А на фиг. 1, по оси резервного леточного канала. Обстановочный блок 1 с наружной засыпкой 2 и кожухом 3 расположен над установленными в графитовом цилиндре 4 рабочими графитовыми цилиндрическими вставками 5 с леточным каналом 6. Рабочие графитовые цилиндрические блоки 6 окружены фигурными графитовыми блоками 7. Ниже по вертикальному сечению ленточного узла расположены, коренные блоки 8, центральный из которых в леточном узле имеет резервный леточный канал 9, нижняя образующая которого находится на уровне пода печи, выложенного угольными блоками 10, наружная часть которых теплоизолирована огнеупорной футеровкой 11 в кожухе 3 с ребрами жесткости 12. Сборка предлагаемого леточного узла при вводе в эксплуатацию или реставрации руднотермической печи типа РПЗ-48М производства Новосибирского завода электротермического оборудования, ВПО «Сибэлектротерм. После монтажа подовых блоков в амбразуру для установки леточного узла укладываются коренные угольные блоки 8 сечением 550 X 550 длиной 1800 мм с таким расчетом, что часть этого блока (300 мм) выходит за обстановку внутрь печи (фиг. 2), причем 0,3 высоты этого блока утапливается в канавку, выполненную в подовых блоках. В центральном коренном блоке имеется легочный канал для аварийного выпуска расплава из печи. Между собой коренные блоки тщательно подгоняются при сборке. На коренные блоки монтируются сборные конструкции из четырех графитовых блоков 400 X 400 длиной 1500 мм, внутри которых расположен графитовый электрод 4 диаметром 710 мм с полостью 350 мм. Все пространство леточного узла над коренными блоками 9 выкладывается графитовыми блоками 7, которые плотно прилегают к гра, , фитовым полым электродам 5, которые устанавливаются в угольной обстановке 1 по диаметру вайны печи. 0,7 длины леточного узла (1000 мм) со стороны ванны печи заливается подовой массой и тщательно утрамбовывается, остальная наружная часть обкладывается высокоглиноземистым кИрпичом 11, а перед кожухом 3 печи, должен находиться слой мелкодисперсной засыпки 2, например высокоглиноземистой крупки толщиной 10 мм. Кожух печи выпол..,, нен с ребрами жесткости 12. Передняя часть леточного узла кроме отверстий леточных каналов и пространства вокруг них 400 X X 400 мм плотно закрывается амбразурой, крепящейся к кожуху печи (не показана). Предлагаемый леточный узел работает следующим образом. При работе печи РПЗ-48 реставрация каждого работающего леточного канала осуществляется ежемесячно. Перед ремонтом леточного узла согласно стандарта пред приятия СТП4-04-0-76 «Леточные узлы, лотки, желоба печей РПЗ-48 и РКЗ-16,5 металл выпускается из печи. Однако, так как оси леточных каналов расположены выше поверхности пода и на одном уровне, боль,щая часть металла все же остается в печи. В предлагаемой конструкции леточного узла предусмотрен резервный леточный канал 10 в коренном блоке 8, через который при ремонте работающих леток и печи в выпускает-ся весь расплав из печи Это позволяет ввести новую форму ремонта леточного канала, заключающуюся в следующем. Работающие леточные каналы 6 расположены в сменных втулках-цилиндрах 5 из дещевого углеродистого материала - уголь ного, имеющего сравнительно большой коэффициент линейного oi и объемного р расширения «/уч 5-5,7 1/град. Эти втулки расположены в основе леточных блоков в графитовых цилиндрах 4, имеющих сравнитель-но низкий коэффициент линейного - и объемного расширения. / 3«i. j- - с графита 2,7-3,6 1/град. До настоящего времени реставрацию леточных каналов на заводах проводят по СТП4-04-0-76 путем запрессовывания в них электродной массы и ее коксования. Так как эта работа производится в условиях
плавильных цехов без, специального оборудования и рабочими не /электродчиками, качество обожженной массы в каналах намного ниже, чем продукция электродных заводов, из которых делаются втулки 6. Поэтому реставрация леточных каналов впрессовыванием в них новых вставок-втулок б из стойкого к расплаву материала, для марганцевых и кремнистых ферроспла ВОВ - угольного, намного сократит не-только время реставрации леточных блоков, но. н увеличит межремонтный срок их службы. Реставрация леточного канала осуществляется следующим образом.
Перед заменой изнощенной втулки 5 из печи полностью выпускают, расплав, прожигая резервную летку 9 в коренном блоке 8. Затем в рабочий леточный канал.6 ;вводят раздвигающиеся водоохлаждаемые сегменты, которые при помощи винтообразiHoro механизма плотно прижимаются к внутренней поверхности изношенной втулки-цилиндра 5, он охлаждается, сжимается и свободно извлекается из внешнего графитового цилиндра 4. Для печей РПЗ-48 размеры внешнего графитового цилиндра 4 следующие: D наружный - 710 мм, D внутренний- 350 мм, длина 1 1200-1500 мм.
Размеры сменной угольной втулки 5: d наружный 350 мм, d внутренний - 100-150 мм, 1 1200-1500 мм.
Пйсле извлечения старой внутренней втулки 5 в отверстие графитового цилиндра 4 впрессовывается новая угольная втулка 5. Наружная часть сочленения графитового 4 и угольного 5 цилиндров плотно закрывается металлической амбразурой для устойчивого положения внутреннего цилиндра 5 в леточном блоке. После окончания ремонта рабочего канала б леточного узла резервный леточный канал 9 и рабочий леточный
канал 6 тщательно закрываются массой для закрытия леток и печь готова к работе.
Продолжительность ремонта леточного канала на предлагаемом леточном узле сокращается с 2 сут до 4-5 ч, т. е. в 10 раз, а длительность межремонтного срока службы увеличивается с 1 мес на 1,5-2 мес, т. е. в 1,5-2 раза.
Формула изобретения
10
печи, отличающийся тем, что, с целью сокращения времени и упрощения процесса реставрации леточных каналов, каждый блок с рабочим леточным каналом выполнен в виде двух, коаксиально расположенных цилиндров, ось которых отстоит от поверхности пода на высоту 0,2-0,4 диаметра электрода, причем материал внутреннего цилиндра, стойкий к расплаву, имеет коэффициент линейного расширения в 1,5-2 больший, чем у материала наружного
цилиндра, а в одном из коренных блоков выполнен резервный леточный канал, нижняя образующая которого служит продолжением поверхности пода. ,
Источники информации, принятые во внимание при экспертизе
