Изобретение относится к керазрушаюСДему контролю сачествз. сварных швов цилиндричес1а- х изделий рентгено-телевизионным методом и может быть использовано при контроле качес:сва спиральных швов труб различного диаметра„
По основному авт.ев, 873066 известно устройство для рентгенотелевиэионного контроля спирально-чловны цилиндрических изделий, содержащее источник излучения,- радиационно-оп-тич€:ский преобразователь изображени механизм перемещения контролируемых изделий, выполнет-гный в виде рольганга, состоящего из приводных рол1П овустановленных под углом к оси изде-лия на врагцающихся опорах, центры вращения которых расположены на оси рольганга; указанные опоры соединен общей тягой с кулисой мег.анизма поворота, а ма рольгг-нге в зоне контрля установлен убирающийся упор, обепечивающий торможение поступательно-го перемещеиня контрол;- руемых изделий l 1.
Недостаток указанного устройства состоит в следую1аем,
При проведенн контроля рентгенотелевизионным методом существенным параметром является оптеимальная скорость контроля, т,ео скорость прохождения контролируемого участка 1лза 8 зона ко-:троля и на экране лреоЬразозателя- изобралег ия , Скорость I контроля (./нейнап скорость шва) , как известно, равза окружной скорости то;:кк контакта роликоз с кзде-лием. и о:1тимальная величина ее устнавллзается частотой 5:: а;:данил г;ривода„
Tl-ij. лТЗГ-С
pyeiv;oro 11зд вой л ни ИИ ;; ив а ; дл я j--,ii
ля йеОбХОД;-;МО ИЗГ-Ь
1ЛОМ ij OpyiOBJ :-; ./ Д, O.
наниу .тия CTBeHrJOj. : ;;ас. г.:онорота лр;е будет -клзть касакиз щек ролккс у в точ1се; окружная око-рост1 которой может значите;1ькГ1 отличаться с; ранее устанозленглОй ;3 результате чегО скоростъ контроля отклоняете и от опти альной величины ЧТО к снижению произродительi;ocTi- илн ухудБ- ению качествги
изосретекия является расширение номенклатуры т;::поразмероз контролируемык Ргзделий с сохраке.нием произЕОДнтельностк и качества контрюля
Указанная цель достигаетел тем, что г:рИБОдн:::а розтикк выполнены сасхавпымир состоящими из двух опорных злекентоэ и лриводтного вала.
причег.; указаньые элементы со стороны оси рольганга выполнены выпуклыми и расположены на приводном валу симметрично указанной оси с возможностью изменения расстояния между 5 н им и „
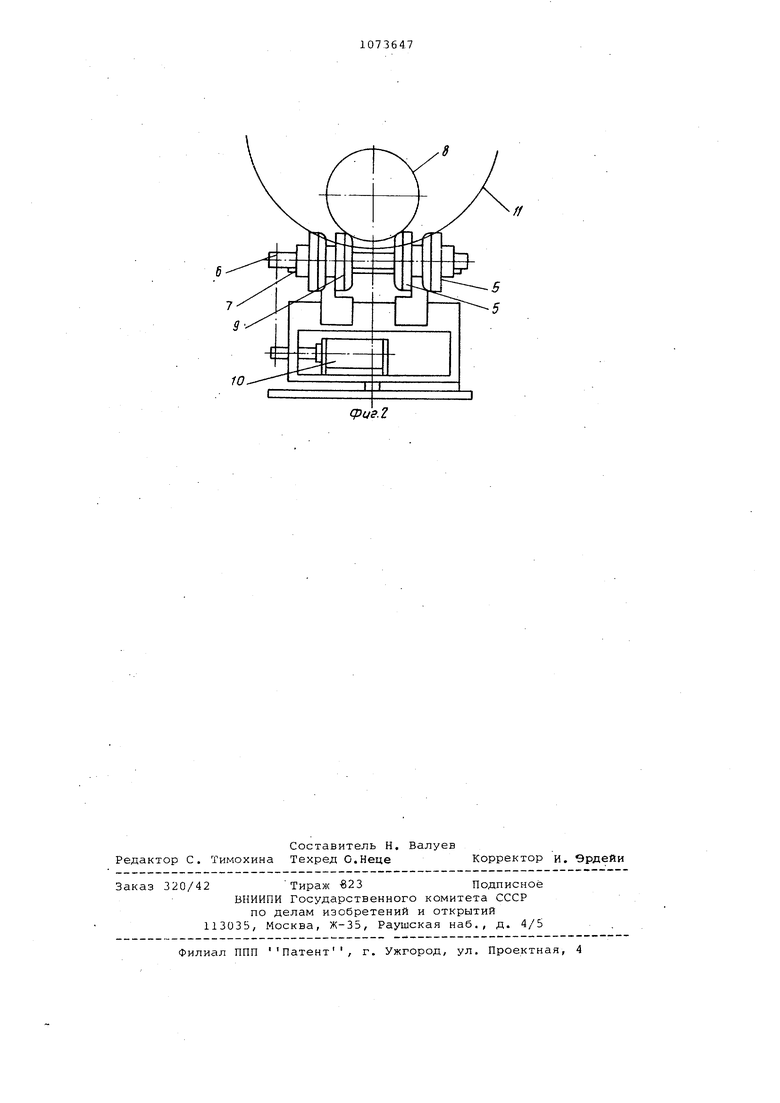
На фиг,, 1 схематически изображено предлагаемое устройство, общий вид; на фиг„2 - механизм перемещения.
Устройство для рентгено-телеви0 зионного контроля спирально-шовных цилиндрических изделий включает механизм перемещения 1, источник излучения 2 и радиационно-оптический преобразователь изображения 3„ Меха5 низм перемещения выполнен в виде
составных приводных роликов 4, состоящих из выпуклых опорных элементов э, располох енных сиг- метрично продольной оси рольганга н.а приводном валу б с возможностью изменения расстояния ними относительно продольной оси рольганга при передвижении по направляющей mnofiKe 7, Механизм перемещения повернут относительно оси контролируемого изде5 ::; 8 на угол, соответствую :;Ий углу формовки изделия.
На чертежах изображены также ли- НИИ ко такта 9 изделия с поверхностью роликов и привод 10 вращения
Устройство работает следующим образом..
При вращении роликов 4 изделие 8 получает вращательно-поступательное движение, при ксГТором контролиР;е -ъ й ИОВ находится в aos-e контроля. Линей.ная скорость шва , равная окружной скорости точек контакта У О1 орных элементов 5 призодгчых роликоБ и с изделием 8 , устанавливается частотой вращения прянода 10, При изменении диаметра контролируемого изделия меняется диаметр расположения точек контакта S роликов 4 с из11 бо.г ьыего диаметра и завиг него скорость контроля 7с; учения слп: :;мальной скоросроли кеханиз;.-: перемещег-шя 1 поворачй}зают на угол формовки изделйя,- соответствующий егО диа -;етру, а составные приводные ролики 4 пере-- мещают по направляющей шпонсе 4 до момента, когда .сиаметр пкружностей, на которых располо;;:ень; точки контакта 9 опорных -злементов 5 приводных роликов 4 с контролируемы;-/ изделием 5 8 будет соотретстзсЕать оптимальной скорости контроля, при зтом частота вращения привода 10 остается постоянн о и и
Использовгп-гие изобретения позво0 ляет проводить контроль спиральноFuoBHbTx цилиндрических изделий различных диаметров, повысить производительность контроля и улучшить качество выпускаемой продукпиис.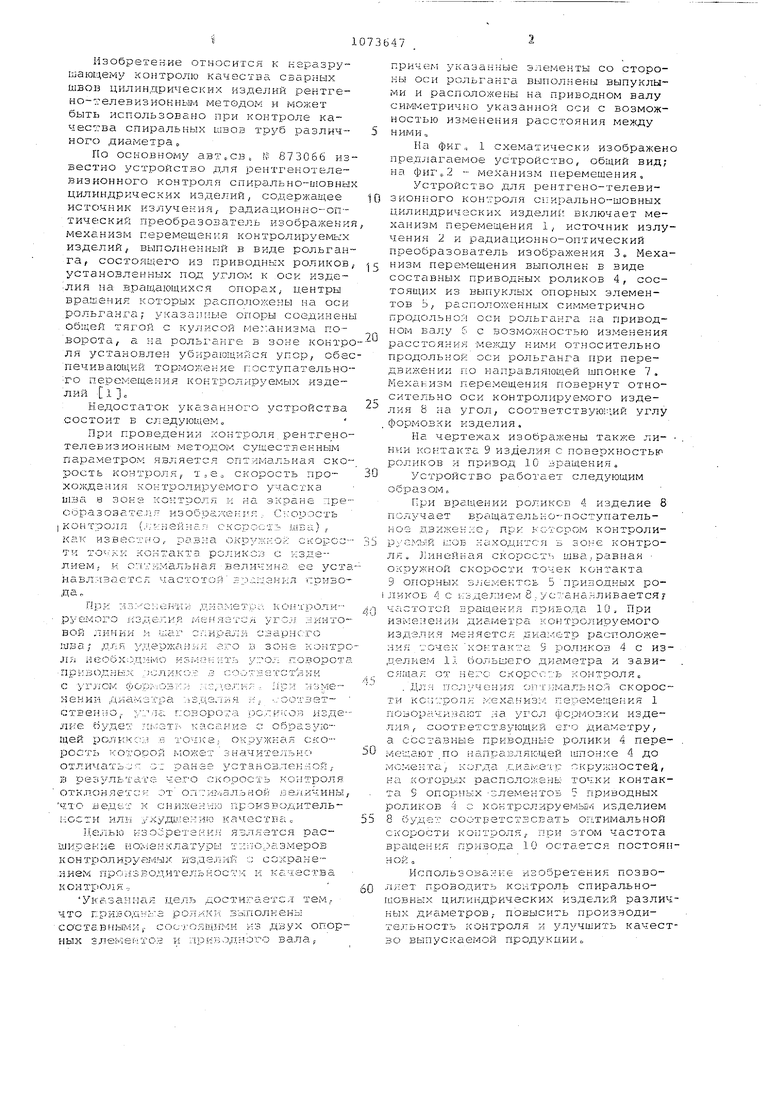
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рентгенотелевизионного контроля спиральношовных цилиндрических изделий | 1980 |
|
SU873066A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Устройство для магнитографического контроля сварных швов | 1983 |
|
SU1099267A1 |
| Рольганг для перемещения цилиндрических изделий | 1990 |
|
SU1720948A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, В ТОМ ЧИСЛЕ ТРУБ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2397491C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2020 |
|
RU2756090C1 |
| Установка для контроля сварных швов изделий | 1967 |
|
SU259450A1 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Стенд рентгенотелевизионного контроля цилиндрических сварных изделий | 1975 |
|
SU811994A1 |
УСТРОЙСТВО РЕНТГЕНОТЕ-ЛЕВИЗИОПНОГО КОНТРОЛЯ СПИРАЛЬНОиЮБНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПО авт. СВ. № 873066, отличающеес я тем, что, с целью расширения номенклатуры типоразмеров контролируемых изделий с сохранением производительности и .качества контроля, приводные ролики выполнены составными из двух опорных элементов и приводного вала, причем указанные элементы со стороны оси рольганга выполнены выпуклыми и расположены на приводном валу симметрично указанной оси с возможностью изменения расстояния мехсду ними. Oi -si
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для рентгенотелевизионного контроля спиральношовных цилиндрических изделий | 1980 |
|
SU873066A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
