сл
;о
4
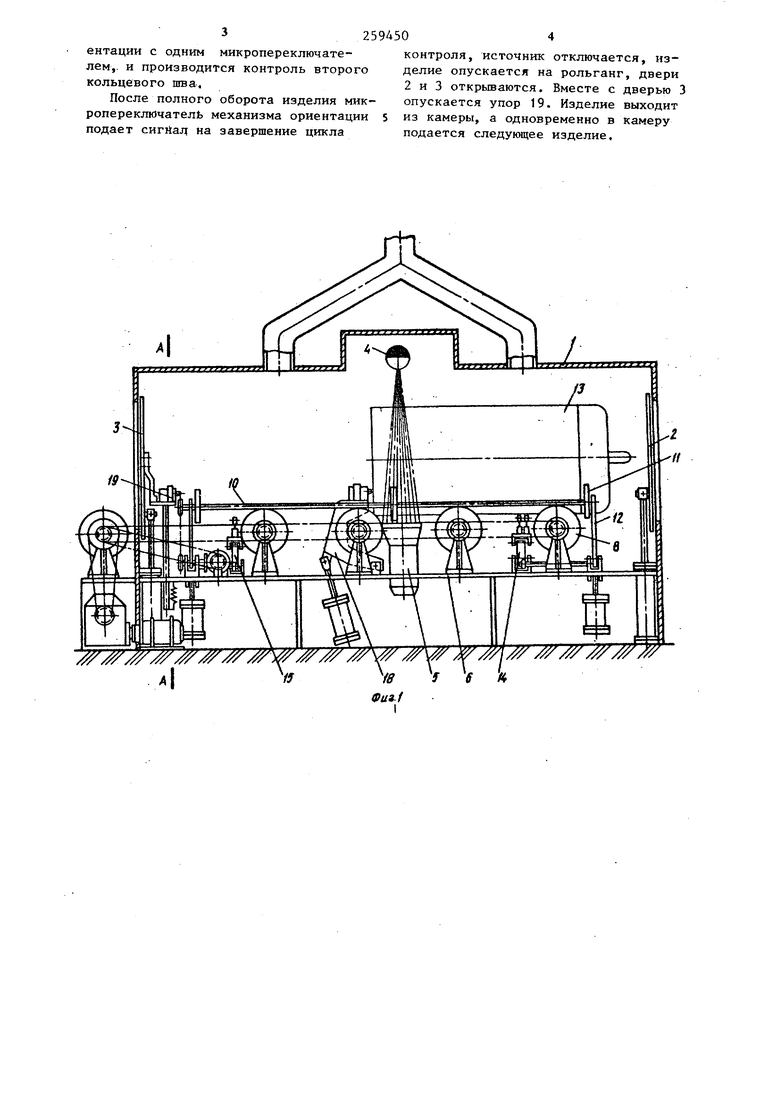
сл Известны установки для контроля качества сварных швов изделий Лрони кающим излучением, содержащие источ ник и приемник проникающего излучения, каретку, на которой установлен два вала с роликами, предназначенными для поворота изделия вокруг собственной оси, механизм ориентаци сварного шва и упоры, фиксирующие изделие в положении, при котором сварной шов находится в зоне просвечивания. Недостатками этих установок явля ются большие габариты и невозможнос включения установки в автоматическу линию, так как опора для изделия выполнена в виде каретки. Предлагаемая установка отличаетс от известной тем, что с целью повышения производительности контроля и уменьшения габаритов установки устройство для продольного перемеще ния и вращения контролируемого изде лия выполнено в виде рольганга, сос тоящего из.расположенных параллельно друг другу приводных осей с жест ко закрепленными роликами, и кантователя, имеющего расположенные по разные стороны от рольганга перпендикулярно осям рольганга и параллел но друг другу два вала с жестко закрепленными роликами, рычаги, шарнирно закрепленные на неподвижной стойке, через один конец которых свободно проходит вал и другие концы связаны с приводом, а механизм ориентации содержит рычаг, один конец которого шарнирно закреплен на неподвижной стойке и другой взаимодействует с рычагом кантователя. На фиг. 1 изображена предлагаемая установка, вид сбоку; на фиг. 2то же, разрез по А-А на фиг. 1; на фиг. 3 - показан механизм для ориен тации изделия. Установка представляет собой защитную камеру 1 с входной и выходной дверьми 2 и 3, связанными с приводами. Внутри камеры размещены источник и приемник 5 проникающего электромагнитного излучения, неподвижная стойка 6, на которой установлен рол ганг, вьтолненньпЧ в виде приводных осей 7 с жестко закрепленными роликами 8, служащий для продольного перемещения изделия, и кантователь, состоящий из двух валов 9 и 10 с роликами 11. Вал 10 приводится во вращение от общего с рольгангом привода. Валы 9 и 10 свободно проходят в отверстия, выполненные на конце рычагов 12, шарнирно закрепленных на не-, подвижной стойке 6, а другие концы связаны с приводом так, что оба вала приподнимают изделие 13 над рольгангом. Механизмы 14 и 15 ориентации сварного шва содержат микропереключатели 16, срабатьтающие в момент действия на них выступа усиления сварного шва, и рычаг 17, шарнирно закрепленный на неподвижной стойке и через палец с прорезью взаимодействующий с рычагом 12 кантователя. Упоры 18 и 19 с конечными выключателями ограничивают продольное перемещение изделия по рольгангу. Упор 18 - откидной и снабжен приводом, а упор-19 механически связан с выходной дверью 3. Установка работает следующим образом. Изделие с подающего рольганга попадает в камеру и перемещается по рольгангу до упора 18. Конечный выключатель упора срабатьгоает, входная и выходная двери 2 и 3 закрьгоаются, включается источник проникающего излучения. Одновременно подается сигнал на подъем изделия кантователя, рычаги 12 которого, поднимаясь, воздействуют на рычаг 17 механизма 14 ориентации и прижимают микропереключатели 16 к поверхности изделия. Кантователь вращает изделия вокруг оси до того момента, пока продольньм сварной шов не начнет воздействовать . на один из микропереключателей, который, срабатьюая, подает сигнал о начале контроля первого кольцевого шва. После полного оборота изделия срабатывает второй микропереключатель, при этом рычаги 12 кантователя опускаются, изделие ложится на рольганг и упор 18 откидывается. Изделие перемещается по рольгангу, и одновременно производится контроль продольного шва. Когда изделие доходит до упора 19, опять кантователь приподнимает изделие над рольгангом, вращает его вокруг оси и поджимает к нему механизм 15 ори 2594504
леГТп микропереключате-контроля, источник отключается изГ:ц:во :ГГ Г™ - Рольга гГ вГ и После полного оборота изделия „ик- оп;ска:тсПпоГ19 и:Г
-JH 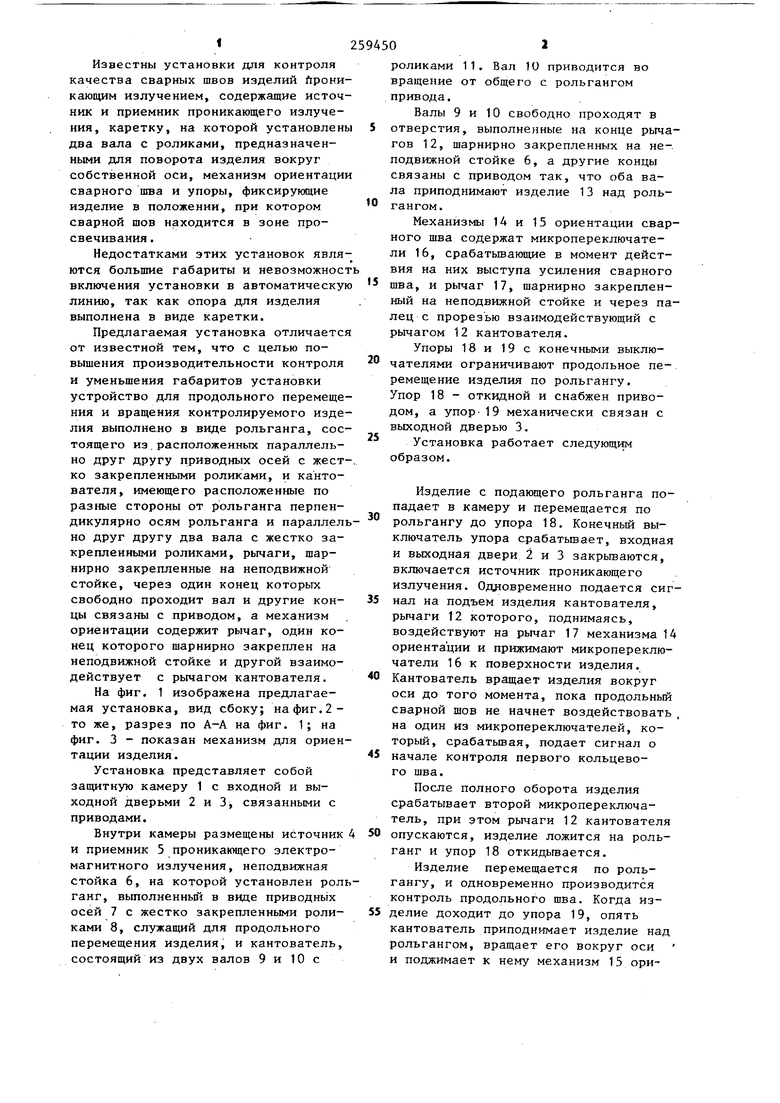
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| Кантователь | 1986 |
|
SU1389895A2 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
УСТАНОВКА ДЛЯ КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ, содержащая источник и приемник проникающего излучения, неподвижную стойку, на которой установлено устройство для продольного перемещения и вращения контролируемого изделия, снабженное приводом, механизм ориентации сварного шва и аппаратуру для управления установкой, отличающаяся тем, что, с целью повьшения производительности контроля и уменьшениягабаритов установки, устройство для продольного перемещения и вращения контролируемого изделия выполнено в виде рольганга, состоящего из расположенных параллельно друг другу приводных осей с жестко закрепленными роликами, и кантователя, имеющего расположенные по разные стороны от рольганга перпендикулярно осям рольганга и параллельно друг другу два вала с жестко закрепленными роликами, рычаги, шарнирно закрепленные на неподвижной стойке, через один конец которых свободно проходит вал и дру- ние концы связаны с приводом, а механизм ориентации содержит рычаг, один конец которого шарнирно закреплен на неподвижной стойке и другой взаимодействует с рычагом кантователя.(Л
//--,
////// /// / /7// //
Ф1Ч1
