Изобретение относится к обработке металлов давлением, а именно, к способам изготовления шаровых емкостей из особо тонких листовых заготовок штамповкой и может быть использован в различных отраслях машиностроения
Известен способ изготовления элементов шаровых емкостей обтяжкой листовых заготовок по жесткой оправке (1). Известное техническое решение позволяет получать оболочки двойной кривизны, однако для получения лепестковых оболочек из особо тонких заготовок, например, из фольги сопровождается следующими недостатками:
- снижением коэффициента обтяжки при изготовлении деталей из фольги в следствии резкого возрастания напряжений от трения заготовки о поверхность формующей оправки;
- увеличение отхода металла из-за назначения большого припуска в зоне зажимных устройств;
Отмеченные недостатки не способствуют применению отмеченного технического решения для изготовления сегментных сферических оболочек из фольги.
Наиболее близким техническим решением к предлагаемому является способ раздачи цилиндрической сваренной заготовки, помещенной внутрь разъемной кольцевой матрицы, во внутреннюю полость заготовки вводят эластичную среду и подвергают заготовку раздаче давлением со стороны эластичной среды (2, с. 285), а затем из полученного полуфабриката сферической формы вырезают лепестковые детали, с последующей при необходимости термофиксации.
Известный способ обладает рядом преимуществ по сравнению с известными способами листовой штамповки за счет повышения коэффициента использования металла. Однако, возникает сложность в разрешении задачи сварки цилиндрической заготовки из фольги, а также поштучное изготовление сферических оболочек из цилиндрических заготовок.
Для решения поставленной задачи в известном способе изготовления сегментных оболочек для шаровых емкостей цилиндрическую заготовку помещают внутрь разъемной кольцевой матрицы, вводят во внутреннюю полость заготовки эластичную среду и раздают заготовку давлением, прикладывая усилие к эластичной среде, а затем из полученного полуфабриката в виде сферического пояса вырезают детали и калибруют их, предложено цилиндрическую заготовку из фольги получать наматыванием ленты в спираль с наложением витков друг на друга, причем начало внутреннего и конец наружного витков соединить с соседними витками спирали склеиванием, с последующим разъединением их после раздачи.
Предложенное техническое решение позволяет исключить сварку заготовки в цилиндрические оболочки и обеспечивает одновременное формоизменение ряда деталей за счет применения цилиндрической заготовки полученной сверткой листовой заготовки в многовитковую спираль.
Сущность технического решения поясняется чертежом, где показаны:
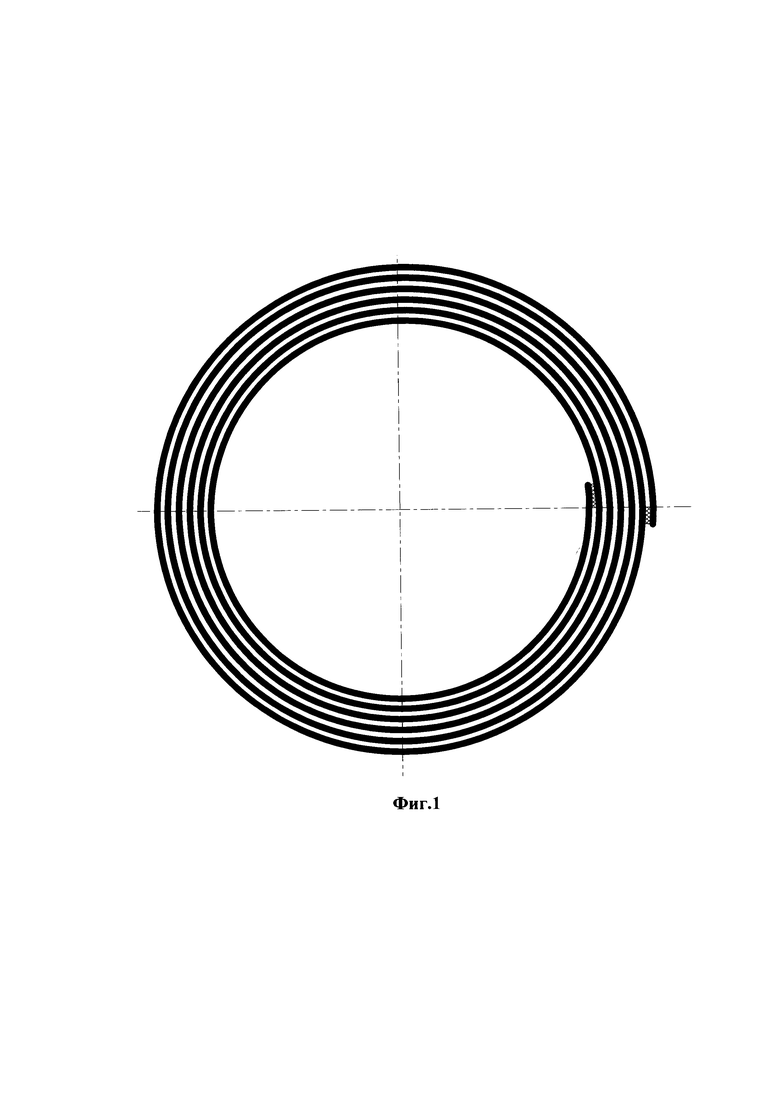
- на фиг. 1 - схема получения цилиндрической заготовки в форме спирали;
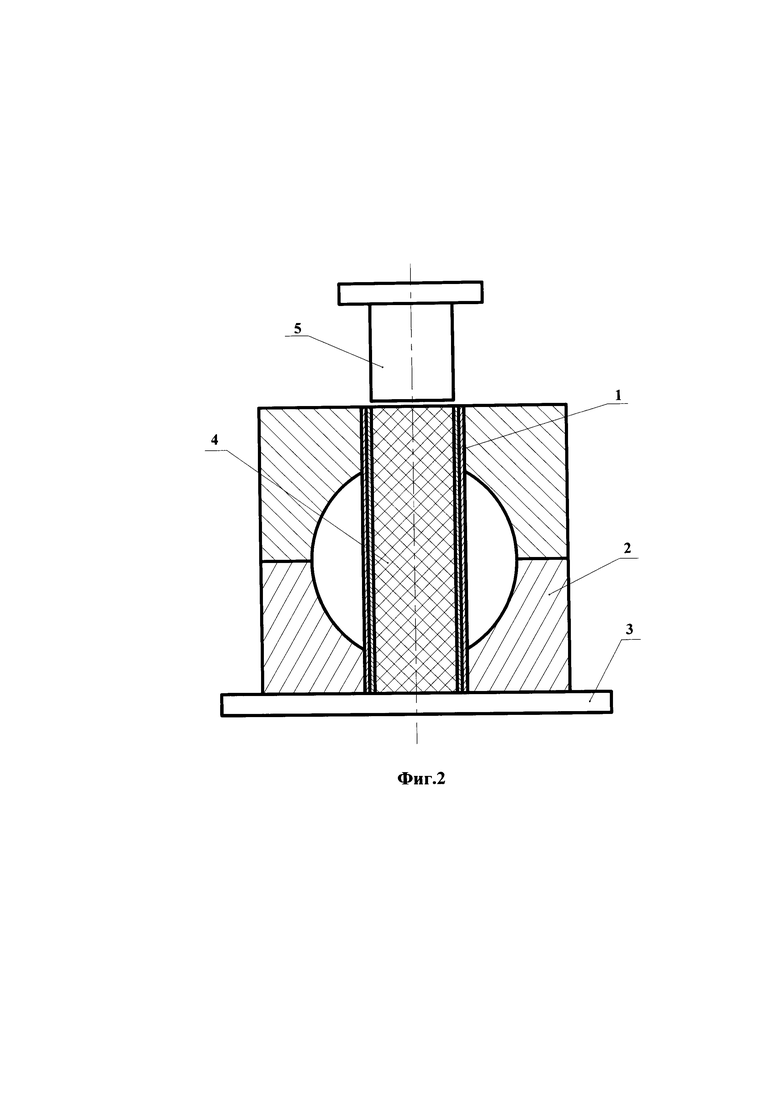
- на фиг. 2 - схема штампа для раздачи цилиндрической заготовки эластичной вставкой, начальное положение;
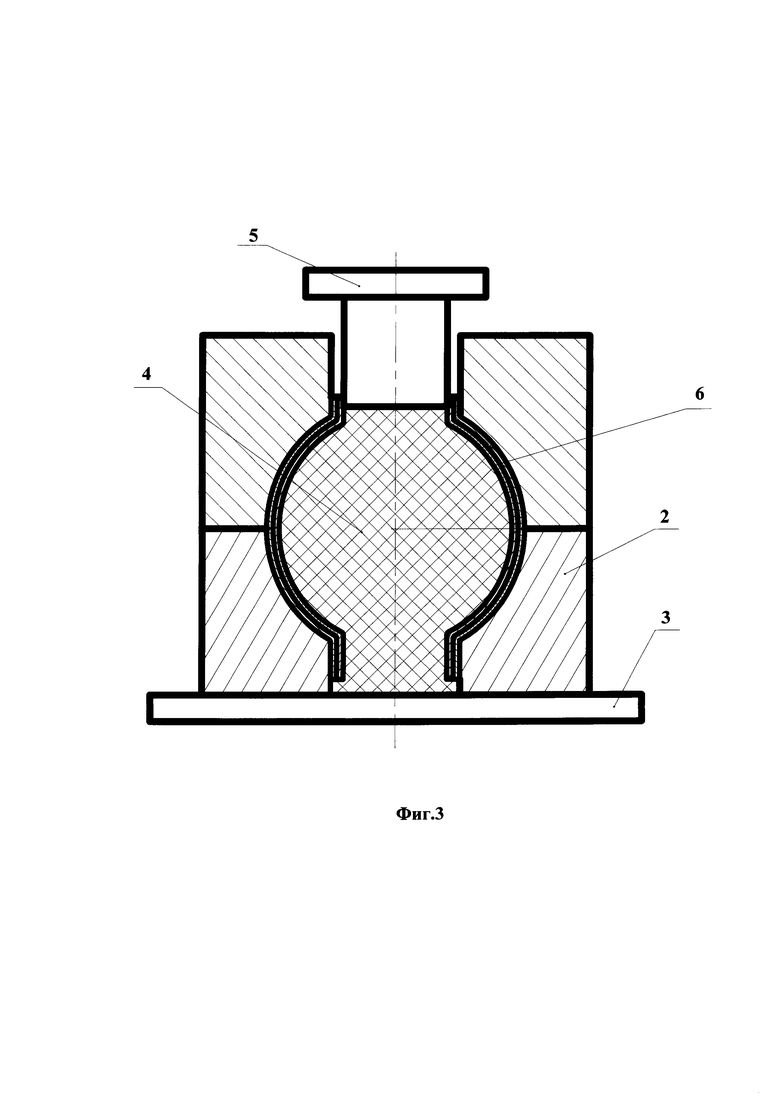
- на фиг. 3 - схема штампа для раздачи цилиндрической заготовки эластичной вставкой, окончание процесса раздачи заготовки;
- на фиг. 4 - оболочка в виде шарового пояса, отштампованная из фольги;
- на фиг. 5 - вырезанный сегмент сферической формы.
Согласно предложенному способу изготовления листовых деталей сферической формы цилиндрическую заготовку 1 помещают внутрь разъемной кольцевой матрицы 2 (фиг. 2). Заготовку 1 из фольги получают наматыванием ленты в спираль с наложением витков друг на друга (см, фиг. 1). Матрицу 2 выполняют разъемной, по крайней мере из двух половин, для облегчения удаления детали. Матрица 2 установлена на основании 3, с помощью которого штамп устанавливается и крепится к плите пресса. Начало внутреннего и конец наружного витков соединяют с соседними витками спирали склеиванием (фиг. 1), с последующим разъединением их после раздачи. Во внутреннюю полость заготовки вводят эластичную среду в виде бужа 4, а затем, прикладывая усилие к эластичной вставке, и раздают заготовку 1. После раздачи заготовку в виде сферического пояса 6 (см. фиг. 3) удаляют из штампа и разъединяют витки. Из витков см. фиг. 4 вырезают сферические сегменты (см. фиг. 5) и при необходимости калибруют их.
Рассмотрим пример изготовления сферического сегмента из фольги толщиной So=0,14 мм, из нержавеющей стали 12Х18Н10Т, шириной 130 мм.
Заготовку 1 цилиндрической формы для штамповки изготавливают из ленты путем намотки пяти витков на цилиндрическую оправку и склеивают начало внутреннего и конец наружного витка с соседними витками, см. фиг. 1. Для склеивания может быть применен клей, например, ВК8. После отверждения клея цилиндрическую заготовку помещают в рабочую полость штампа см. фиг. 2. Внутрь цилиндрической заготовки помещают резиновый буж 4, суммарная высота его принимается равной 140-150 мм, в случае изготовления его из отдельных пластин. При рабочем ходе пресса пуансон 5 нажимает на резиновый буж 4, деформация которого вызывает формоизменение заготовки 1 до соприкосновения с рабочей поверхностью матрицы 2. Отштампованная заготовка показана на фиг. 4, из которой вырезались сферические сегменты, показанные на фиг. 5.
Давление q необходимое для формоизменения цилиндрической многослойной заготовки 1 в оболочку сферической формы 6 с радиусом равным Rсф, можно установить из формулы:
Где σв - предел прочности исходного материала;
Sо - толщина ленты, мм;
m - количество витков в заготовке;
Rсф - радиус сферической поверхности матрицы
В рассматриваемом случае при m=5, имеем

Исходная высота заготовки при этом уменьшилась на 7 мм, что позволило изготовить деталь практически без утонения.
Таким образом, предлагаемое техническое решение позволяет снизить утонение, повысить КИМ, снизить затраты на соединение кромок за счет склеивания, а не сварки, повышения производительности процесса, за счет штамповки нескольких заготовок одновременно.
1. Громова А.Н., Завьялова В.И., Коробов В.К., Изготовление деталей из листов и профилей при серийном производстве. ГНТИ, Оборонгиз, М., 1960 г.
2. Исаченков Е.И. Штамповка резиной и жидкостью, М. Машиностроение, 1967 г., с. 367.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |


Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения. Способ изготовления сегментных оболочек для шаровых емкостей включает установку цилиндрической заготовки внутрь разъемной кольцевой матрицы, введение во внутреннюю полость упомянутой заготовки эластичной среды и раздачу упомянутой заготовки давлением, прикладывая усилие к эластичной среде с получением полуфабриката в виде сферического пояса, из которого вырезают сферические сегменты и калибруют их. Предварительно цилиндрическую заготовку выполняют из фольги и получают наматыванием ленты в спираль с наложением витков друг на друга, причем начало внутреннего и конец наружного витков соединяют с соседними витками спирали склеиванием, с последующим разъединением их после раздачи. В результате обеспечивается повышение качества изделий за счет уменьшения утонения и расширение технологических возможностей. 5 ил.
Способ изготовления сегментных оболочек для шаровых емкостей, включающий установку цилиндрической заготовки внутрь разъемной кольцевой матрицы, введение во внутреннюю полость упомянутой заготовки эластичной среды и раздачу упомянутой заготовки давлением, при которой прикладывают усилие к эластичной среде с получением полуфабриката в виде сферического пояса, из которого вырезают сферические сегменты и калибруют их, отличающийся тем, что предварительно цилиндрическую заготовку выполняют из фольги и получают наматыванием ленты в спираль с наложением витков друг на друга, причем начало внутреннего и конец наружного витков соединяют с соседними витками спирали склеиванием, с последующим разъединением их после раздачи.
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью | |||
| М | |||
| Машиностроение, 1967, с.285 | |||
| Способ изготовления оболочек | 1989 |
|
SU1666242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| Устройство для раздачи трубчатых заготовок | 1987 |
|
SU1496865A1 |
| Способ штамповки | 1987 |
|
SU1417961A1 |
| US 20060179907 A1, 17.08.2006. | |||

