Изобретение относится к электронному приборостроению и может быть использовано для изготовления цилиндрических решеток катодов и сеток генераторных и модуляторных ламп, преимущественно из малопластичных материалов .
Обеспечение высокой точности размеров ячеек решетки, равномерное натяжение проволок при сварке, высокая производительность станков в эксплуатации и экономия дорогостоящего материала проволоки (вольфрама, молибдена и т.д.) являются основными требованиями, которые предъявляются к современным устройствам для изготовления решеток катодов и сеток электронных приборов.
В известных станках навивка всех проволок решетки производится одновременно в левом и правом направлениях с последующей сваркой перекрестий. Основным недостатком таких станков является различное натяжение проволок, так как обеспечить одинаковое натяжение достаточно трудно из-за большого количества одновременно навиваемых проволок, сматываемых с разных катушек.
Известен автомат для формовки складных подогревателей радиоламп пальчикового типа 1 .
5 Формообразование складного подогревателя зависит только от расположения штифтов на каждом из 4-х сменных барабанов и не зависит от перестройки углов поворота катушкодержа Q теля, обеспечивающего только огибание проволоки вокруг штифтов. Кроме того,в связи с тем, что ось поворота катушкодержателя неподвижна,это не позволяет навивать проволоку по винтовой линии, что, в свою очередь,
15 не может обеспечить высокой точности размеров ячеек решеток.
Наиболее близким по технической сущности к предлагаемому является устройство для изготовления цилиндUOрических решеток, образованных двумя слоями многозаходных проволочных спиралей разного направления, содержащее сменную оправку, храповой механггзм поворота оправки на угловой шаг, карет25ку с катушкодержателем и механизмом сварки, кинематически связанным с храповым механизмом, и механизм перемещения каретки параллельно оси оправки .
Недостаток этой конструкции заключается в низкой производительности труда из-за наличия ручных операций при закреплении концов проволок на краях оправки, а также из-за наличия холостых ходов оправки. Кроме того, чтобы изготавливаемая решетка находилась в пределах допусков по точности I размеров ячеек, заготовку решетки делают на 2/5 длиннее для компенсации изменения длины витков верхнего слоя при сварке. После сварки по 1/5 длины с каждого края решетки отделяют вручную, что ведет к непроизводительному расходу проволоки при достаточно сложной технологии.
Целью изобретения является повышение точности размеров ячеек решетки.
Поставленная цель достигается тем что в известном устройстве для изготовления цилиндрических решеток, имещем сменную оправку, храповой механизм поворота оправки на угловой шаг каретку с катушкодержателем и механизмом сварки, кинематически связанным с храповым механизмом и механизм перемещения каретки параллельно оси оправки, храповой механизм связан с механизмом перемещения каретки кинематически через передачу, работающую в прямом и обратном направлениях, а катушкодержатель выполнен поворотньм относительно каретки с фиксацией в крайних положениях, соответствующих углу наклона навивки.
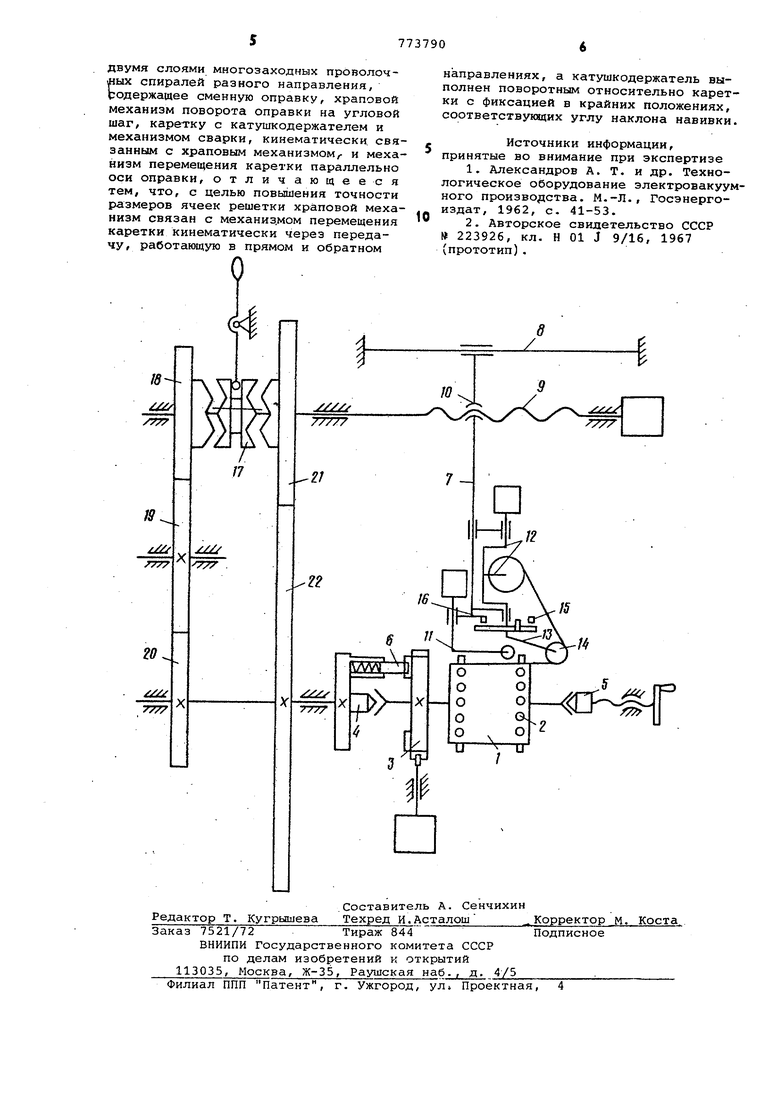
На чертеже представлена кинематическая схема устройства.
Устройство содержит сменную оправку 1, снабженную по краям убирающимися штифтами 2 и храповым колесом 3 и, вращающуюся в центрах 4, 5 от поводка 6, каретку 7. Каретка 7 имеет перемещение по направляющей 8 вдоль оправки 1 от ходового винта 9 и маточной гайки 10. .
На каретке 7 установлен механизм сварки 11 и катушкодержатель 12, имеющий водило 13 для направляющего .ролика 14. Каретка снабжена также упорами 15 и 16, ограничивающими поворо катушкодержателя 12.
Для переключения с навивки нижнего слоя на навивку и сварку верхнего слоя служит муфта 17 переключения.
В левом положении муфты 17 винт 9 кинематически связан с оправкой через шестерни 18, 19, 20, что обеспечивает непрерывное вращение оправки от привода винта 9 при навивке нижнего слоя проволоки.
В правом положении муфты 17 винт кинематически связан с оправкой чере шестерни 21 и 22, что обеспечивает . периодический поворот .винта от привода поворота оправки 1 на угловой шаг при навивке и сварке верхнего СЛОЯ-проволоки.
Конецпроволоки закрепляют на одном из штифтов 2, например, закладывают в паз.
Устройство работает следующим образом.
5 При включении привода оправка 1 на чинает вращаться и одновременно катушкодержатель 12, кинематически с ней связанный, начинает двигаться поступательно, образуя проволокой
. винтовую линию.
Движение продолжается до момента, когда ось вращения катушкодержателя 12 не окажется на линии осей штифтов 2. Движение прекращается, разрывается кинематическая связь между
оправкой 1 и катушкодержателем 12. Оправка 1 поворачивается на шаг таким образом, чтобы ось вращения катушкодержателя 12 совпала с осью штифта 2. -Катушкодержатель12 поворачивается на 180, при этом проволока огибает штифт 2. Далее оправка 1 поворачивается на шаг таким образом, чтобы ось вращения катушкодержателя 12 оказалась над винтовой
5 линией, подлежащей навивке.
Вновь соединяется кинематическая цепь между оправкой 1 и катушкодержателем 12. Оправка 1 начинает вращаться и на нее навивается следующий
Q ВИТОК.
Операции повторяются до заполнения нижвехо слоя, однако при огибании последнего штифта катушкодержатель 12 поворачивается на угол
180°-2о:, где с6 - угол подъема винтовой линии навивки.
После огибания последнего штифта-2 кинематическая связь оправка-катушкодержатель реверсируется муфтой 17 для изменения направления навивки.
0 Навивка верхнего слоя происходит шагами таким образом, что ось вращения катушкодержателя в момент остановки оказывается над точкой пересечения двух проволок верхнего и нижнего слоя. Электрод, находящийся
над этой же точкой, производит сварку. Огибание штифтов при этом происходит как и при навивке нижнего.
Использование предлагаемого устп ройства позволяет повысить точность и равномерность размеров ячеек решетки за счет натяжен-ия проволоки при сварке, повысить производительность труда в 1,5-2 раза за счет ликвидации холостых ходов каретки и устранения необходимости приварки концов проволок по краям оправки, а также отрезки готовой решетки от заготовки. Исключение необходимости навивать заготовку решетки большей длины для
компенсации удлинения витков при сварке позволяет экономить дорогостоящий материал.
Формула изобретения Устройство для изготовления цилиндрических решеток, образованных
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАВИВКИ ЦИЛИНДРИЧЕСКИХ РЕШЕТОК С ПОСЛЕДУЮЩЕЙ СВАРКОЙ ПЕРЕКРЕСТИЙ | 1967 |
|
SU223926A1 |
| Способ изготовления цилиндрического решетчатого электрода для электронных ламп и устройство для его осуществления | 1977 |
|
SU780075A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Устройство для навивки пружин кручения | 1982 |
|
SU1042859A1 |
| Автомат для изготовления призматических пружин | 1956 |
|
SU108889A1 |
| Станок для навивки цилиндрических пружин | 1982 |
|
SU1142202A1 |
| Устройство для навивки двухветвевых пружин | 1981 |
|
SU1088855A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Устройство для сборки и сварки изде-лий CO СпиРАльНОй НАВиВКОй пОпЕРЕчНО-гО элЕМЕНТА | 1979 |
|
SU820993A1 |
