Ва)льцовк11 для образования головок 3aj.aeiioK изиестиы.
Предлагаемая роликовая вальцовка отличается от ызиестных тем, что в ней применены два свободно вращающнхс в нротнвоноложных направлениях обкатных ролнка, смонтированных на осн, нерпенднкулярной к осн врахцения изделия. Такое устронст о 1 альцо 5кн снособствует уменьшенню трения роликов и нолучепню на Бнльцус.мо головке чистой новерхностн.
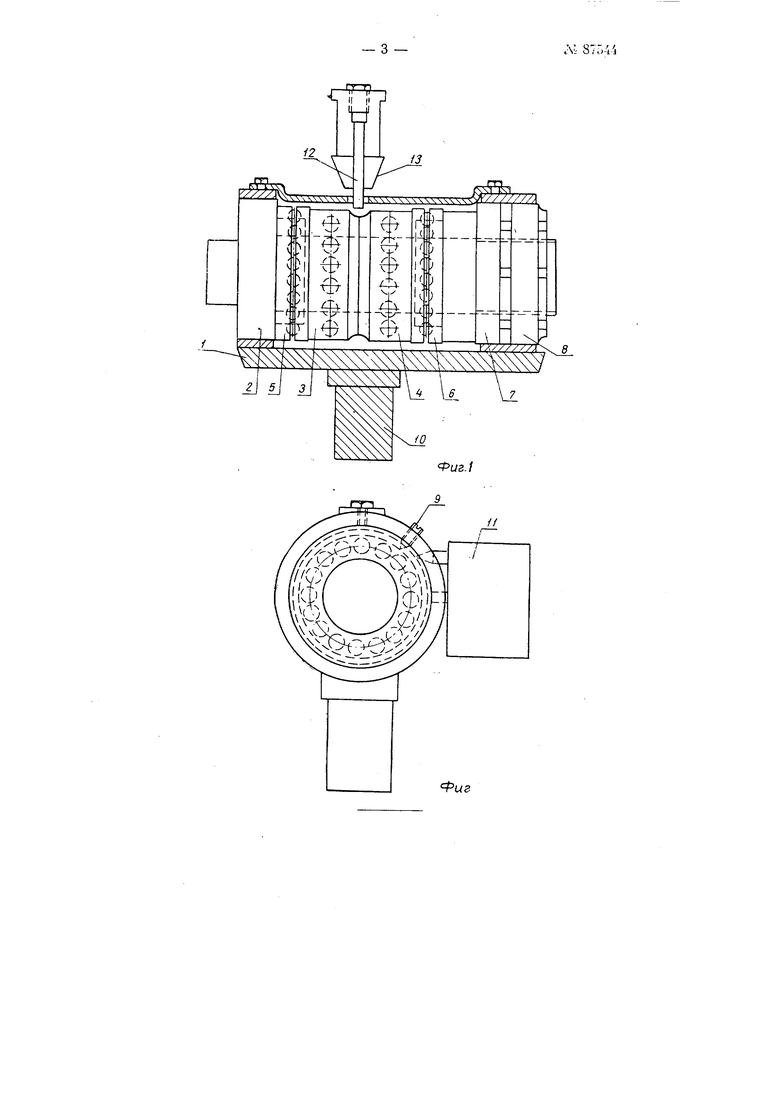
На фиг. 1 схематически показана вальцовка; на фпг. 2-то же, вид с торца.
В корпусе 1 вальцовкн Jcтaнoвлeнa ось 2, на KOTopoit посажены внутренние ко.льца; подшипников. Наружные кольца этих п.тариконодшннников являются одновременно обкатными ролнкамп 3, 4. На смежных торцах роликов н.меются тщательно отнолированные выточки с радиусом, равным раднусу головки заклепкн. Между внутренннмн кольцами шариконодшннн1гкоп нроложены две нли три кольцевые бумажные нрокладки, благодаря которым между торцами роликов 3 и 4 образуется небольнюй зазор н оин могут свободно вращаться независимо один от другого. Осевые усилия, действуюгцне при пальцевапин головок заклепог; па обкатные ролнки, воспринимаются подиятн1гками 5 и 6. Нодиятнпкн стягиваются гайкой 7 н контргайко 8. В корнусе 1 ocj 2 закрепляется стопором 9. Хвостовик 10 нредиазначен для устаповкн корпуса па суппорте, например, токарного станка или на столе С1 ерлнльного станка. Бачок И нредназначен для смазывания выточек.
Обкатываемая заготовка 12 закренляется в цaнгo io r иатроне 13, устанавливаемом на шнннделе станка нлн дрели, н нриводится во вра1ценне со скоростью 1200-1500 об/мпи. Вальцовка нодводится к вращающемуся изделию. Нрн нажнмаинн вальцовки на заготовки обкатные ролики начинают вращаться в противоположных наиравлеппях н образуют на заготовке головку заданного радиуса.
Предмет изобретения
1.Роликовая вальцовка для образования головок заклепок и т. п. изделий, отличающаяся тем, что в ней для уменьшения трения роликов н для получения чистой поверхности вальцуемо головки, применены два свободно вращаюиц1хся в иротивоиоложиых паиравлеииях обкатных ролика, смонтированных па оси, расположениой перпеидпкулярно к оси вращения изделия.
2.Форма вынолиення вальцовки по п. 1, отличающаяся тем, что ролики смоптированы на радиальных и уиорных подпшпппках качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальная машина | 1956 |
|
SU109198A1 |
| Установка для подкатки, обрезки и развальцовки жаровых и дымогарных труб | 1950 |
|
SU93335A1 |
| Резьбонакатная головка для накатки резьбы на тонкостенных трубах | 1979 |
|
SU782937A1 |
| Кольцераскатный роторный многошпиндельный автомат | 1976 |
|
SU656718A1 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| Устройство узла черновой формы выдувной стеклоформующей машины типа "ЛАМ" | 1956 |
|
SU109899A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| ОБКАТНЫЙ БЛОК | 1990 |
|
RU2037390C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |