(54) РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ


| название | год | авторы | номер документа |
|---|---|---|---|
| Привод рабочих валков стана холодной прокатки труб | 1984 |
|
SU1180098A1 |
| Привод качания пилигримовых валков стана холодной прокатки труб | 1980 |
|
SU944692A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| Стан холодной прокатки труб | 1986 |
|
SU1375362A1 |
| ЗУБЧАТО-РЕЕЧНЫЙ ПРИВОД ВАЛКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2482933C2 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| Привод рабочих валков стана холодной прокатки труб | 1985 |
|
SU1258529A2 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
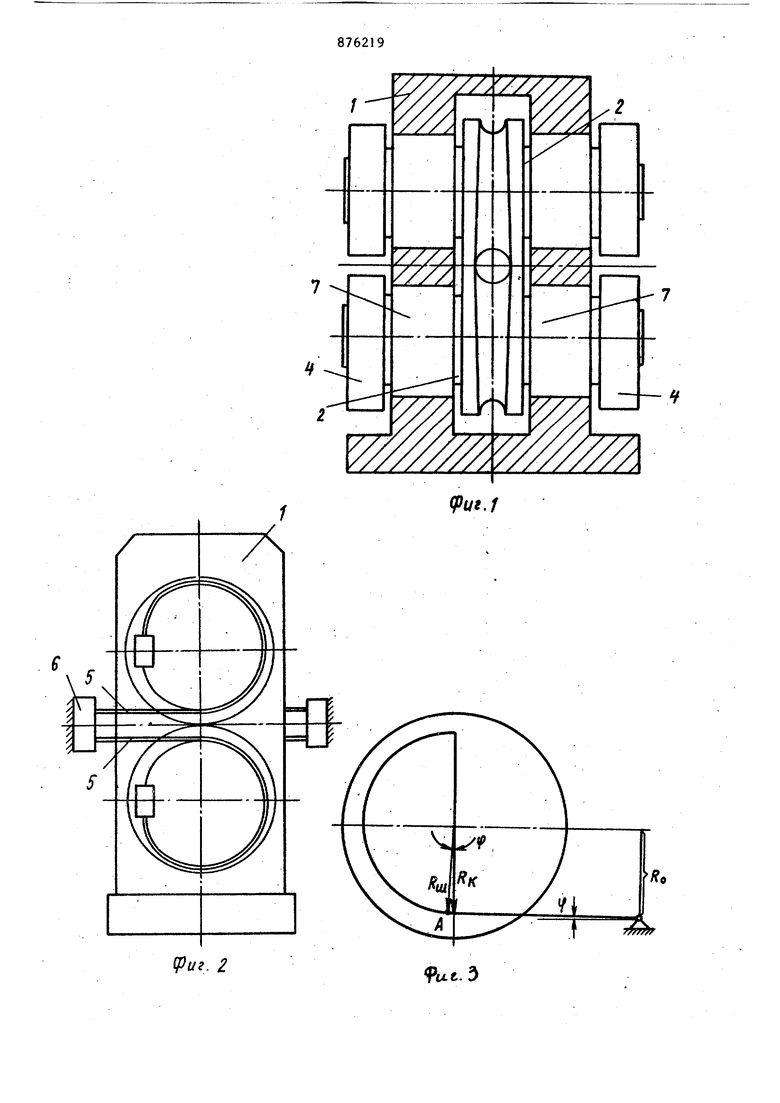

Изобретение относится к трубопрокатному производству в частности к конструкциям клети стана холодной прокатки труб. Известна конструкция клети стана холодной прокатки труб,содержащая по вижный корпус,размещенные в нем ручь вые валки с калибрами переменного ра диуса, шкивы, закрепленные на шейках в ков, гибкие элементы,закрепленные одн концом на неподвижной опоре ij. Такая конструкция не позволяет перемещать калибры валков по контуру заготовки без скольжения так как валки вращаются с постоянной скорост (т.е. перемещаются с постоянным радиусом) , а калибр имеет переменньй якус. Наиболее близкой к предлагаемой является рабочая клеть стана холодной прокатки труб, содержащая корпус с приводом осевого перемещения, размещенные в нем ручьевые валки с калибрами, имеющими переменный катающий радиус, закрепленные на обеих шейках каждого рабочего валка шкивы, поверхность которых образована переменным радиусом, соответствующим катающему радиусу калибров, гибкие элементы, прикрепленные одними концами к шкивам, и неподвижные опоры, соединенные с другими концами гибких элементов L2}. В такой конструкции положение действительного радиуса катающей скружности калибров прокатных валков совпадают с вертикалью. Действительный или принудительный катающий радиус шкива определяется его радиусом, проведенным в точку сбега шкива с гибкого элемента А, так как профиль шкива образован переменным радиусом, то при вращении шкивов неизбежно смещение точки сбега от. вергтикального положения на некоторый переменный угол, т.е. действительный катающий радиус шкива смещен от вертикального положения на угол, А , 3 так как в известной конструкции профиль шкива образован радиусом, полностью соответствующим катающему радиусу калибров, то не учтено смещение точки сбега и,.следовательно, отклонение действительного,катающего радиуса шкива от BepTmcajp Horo положения на угол. Поэтому, если в известной конструкции до.стигнуто соответствие радиуса профиля шкива и катающего радиуса калибра без учета смещения первого на переменный угол, то тем самым неизбежно их фактическое несоответствие. Вследствие этого, полного устранения геометрического, скольжения при перекатывании калибров по заготовке не происходит и задача по наибольшему снижению осе вого усилия прокатки не решена. Цель изобретения снижение осевых усилий при прокатке. Поставленная цель достигается тем что в рабочей клеТи стана холодной прокатки труб, содержащей корпус с приводом возвратно-поступательного перемещения, размещенные в нем ручьевые валки с калибрами, имеющими переменный катающий радиус, закрепленные на обеих шейках каждого валка щкивы, поверхность которых образова- на переменным радиусом, гибкие элементы, прикрепленные одними концами к шкивам, и неподвижные опоры, соеди ненные с другими кольцами гибких элементов, радиус поверхности шкива составляет 0,8-J,2 катающего радиуса калибра валка и каждый шкив размеще на шейке валка с угловым смещением его меньшего радиуса относительно меньшего катающего радиуса калибра валка на угол, величина которого ра положена в пр еделах 2-10 и определ на зависимостью ....,о,7-о,д Ж1ГЕ1, где RO расстояние от линии перемещения центра шкива до точки крепления гибкого элемента на неподвижной опоре; 5 РЗДиус бочки калибра валка Кр - радиус ручья калибра; LO - начальная свободная длина гибкого элемента; L - величина перемещения клети на данный момент времени. Клеть с такими отличиями обеспечи вает строгоефактическое соответстви 94 действительного катающего радиуса калибров и принудительного катающего радиуса шкивов, определяемого переменным радиусом шкива, проведенным в точку сбега упругого элемента со шкива. В результате фактического соотверстия действительного и принудительного катающих радиусов калибров и шкивов осевое усилие, действующее на прокатьшаемую заготовку ,и прокатные валки, сведено к минимуму. На фиг, 1 представлена клеть, общий вид; на фиг, 2 - то же, вид сбоку; на фиг, 3 - исходное положение углового смещения радиуса шкива относительно катающего радиуса калиб.ра; на фиг, 4 - полудисковый калибр валка; на фиг, 5 - вторая проекция калибра, разрез. Рабочая клеть стана холодной прокатки труб содержит корпус 1, перемещаемый возвратно-поступательно от привода (не показан), ручьевые валки 2 с полудисковыми калибрами 3, профилированные шкивы 4, закрепленные на каждой шейке рабочего валка, гибкие элементы 5, прикрепленные одними концами к шкивам, другими к неподвижным опорам 6. Валки установлены в корпусе в подшипниковых подушках 7, Калибры валков имеют переменный катающий радиус Ry, положение которого совпадает с вертикалью, радиус ручья калибра Гр .и радиус бочки Rj, Шкивы закреплены на каждой шейке валка. Поверхность шкивов образована переменным радиусом R., составляющим (0,8-1,2) катающего радиуса Й калибра валка. Каждьй шкив размещен на шейке валка с угловым смещением его меньшего переменного радиуса йц, относительно меньшего катающего радиуса yt калибра на угол Ч. Угол Ч находится в пределах 2-10 и определяется зависимостью /,..о.-о.В5:|, где величины параметров меняются в зависимости от типоразмера и конкретной конструкции клети и стана. Величина переменного радиуса, образующего профиль шкива, определяется с учетом смещения его от вертикали так, чтобы угловая скорость вра.5: 1цения шкива обеспечивали перекатывание калибра ио заготовке без геоме рического скольжения. Клеть работает следующим образом При прямом ходе корпуса 1 клети ручьевые валки 2, содержащие профилированные шкивы 4, движутся поступательно вместе с корпусом клети. При этом гибкий элемент 5 каждого прокатного валка, огибая профиль шки ва сматьшается с него, вызьшая вращение шкива и прокатного ручьевого валка, на котором шкив жестко сидит Угловая скорость вращения шкива и прокатного валка диктуется радиусом шкива, проведенным в точку его касания с гибким элементом. Поскольку каждый прокатный валок содержит два профильных шкива и два гибких элемента, то взаимное расположение гибких элементов таково, что при пря мом ходе клети один гибкий элемент сматьшается со шкива, на котором он закреплен, вызывая его вращение, t.e является ведущим. Второй гибкий элемент наматывается на свой шкив. При обратном ходе клети ведуащм является второй гибкий элемент . Ввиду того, что в предлагаемом клети обеспечено фактическое соответ ствие величины радиуса (с учетсж сме щения его от вертикали) с действительным катающим радиусом калибров прокатных валков, перекатывание калибров по заготовке происходит без скольжения и максимально устраняется осевое усилие прокатки. Это обесп чивает получение труб повьш1енного ка чества, увеличение на 50% срока служ бы рабочих калибров, сокращение на 30% нагрузок на механизм подачи, сни жение в несколько раз усилия срыва заготовки с оправки. 96 Формула изобретения Рабочая клеть стана холодной прокатки труб, содержащая корпус с приводом возвратно-поступательного перемещения, размещенные в нем ручьевые валки с калибрами, имеющими переменный катающий радиус, закрепленные на обеих шейках каждого валка шкивы, поверхность которых образована переменным радиусом, гибкие элементы, прикрепленные одними концами к шкивам, и неподвижные опоры, соединенные с другими концами гибких элементов, отличающаяся тем, что с цвелью снижения осевых усилий при прокатке, радиус поверхности шкива составляет О,8-i,2 катающего радиуса калибра валкау и каждый шкив размещен на шейке валка с угловым смещением его меньшего радиуса относительно меньшего катающего радиуса калибра валка на угол,величина которого расположена в пределах 2-10 и определена зависимостью зависимостью f oirct oj-0,9 I IO J где RO расстояние от линии перемещения центра шкива до точки крепления гибкого элемента на неподвижной опоре; 5 радиус бочки калибра валка; Гр - радиус ручья калибра; LiQ - начальная свободная длина гибкого элемента; li - величина перемещения клети на данный момент времени. Источники информации, принятые во внимание при экспертизе 1,Патент США № 2223039, кл, 72-21 It, J940, 2,Авторское свидетельство СССР № 409750, кл, В 21 В 35/JO, 1971,
иг. г
fafc.3
(put. If
(pui.S
