I
Изобретение относится к металлургии, преимущественно к процессам обработки металлов давлениемj и может быть использовано для управления темпом вьщачи заготовок из нагревательных печей прокатных и трубопрокатных стано
Известна система управления темпом вьдачи заготовок из печей, содержащая технологические датчики слежения за прохоядцением заготовок, задатчик нормативного времени, генератор импульсов нормативного темпа прокатки, датчик среднего времени длительности цикла и блок управления выдачей заготовок lj ,
Действие системы основано на выработке управляющих сигналов по заданному оператором вручную нормативному темпу прокатки, определяемому по производительности узкого места в технологической линии прокатки. В реальных условиях под действием множества случайных факторов меняется как производительность узкого места, так и его расположение в технологической линии прокатки. Отсутстви оперативной коррекции темпа прокатки приводит как к простоям стана, так и к пролеживанию каждого проката, что приводит к уменьшению производительности прокатного оборудования и к Нарушению технологического регламента прокатки.
Наиболее близкой к изобретению по технической сущности и достигаемому зффекту является система управления темпом выдачи заготовок из печей, содержащая датчики слежения за прохождением прокатов (заготовок) через контрольные сечения в технологической линии прокатки, счетчик импульсов, генератор времязадающих импульсов, задатчик нормативного интервала времени, блок управления выдачей заготовок, управляемый генератор компенсационных импульсов, реверсивный сдвиговьй регистр, к первому входу которого подсоединены датчики прохождения заготовок в двух сечениях, расположенных в начале технологической линии по ходу прокатки. К втором входу реверсивного сдвигового регистра подсоединены датчики прохождения прокатов в третьем сечении, расположенном в конце технологической линии по ходу прокатки, и выход управляемого генератора компенсационных импуль
сов С23 .
Недостаток известной системы заключается в том, что присущие ей свойства адаптивности приводят к значительному запаздьгоанию во времени между установившимся ее состоянием и часто изменяющейся под воздействием случайных возмущений производительностью всего прокатного агрегата. Несоответствие постоянной времени адаптации системы со стохастическим процессом изменений производительности прокатного агрегата исключают возможность оптимизации системы по производительности.
Целью изобретения является повышение производительности прокатного агрегата.
Указанная цель достигается тем что система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов, содержащая датчики слежения за прохождением заготовок через контрольные сечения технологической линии прокатки, счетчик
импульсов, генератор времязаданлщх импульсов, задатчик нормативного интервала времени между последовательными вьщачами заготовок из печей и блок управления вьщачей заготовок из печей, дополнительно содержит логические элементы И и ИЛИ, причем все нечетные датчики слежения за прохояадением прокатов через контрольные сечения, отсчитываемые с одного конца технологической линии прокатки, подсоединены к первому входу, все четные датчики слежения за прохождением прокатов через контрольные сечения подсоединены к второму входу логического элемента И, выход последнего и выход генератора времязадающих импульсов через входы логического элемента ИЛИ подсоединены к входу Счетчика импульсов, а выход последнего через задатчик нормативного интервала времени подсоединен к сбрасывающему входу счетчика импульсов и к входу блока управления вьщачей заготовок из печей.
На чертеже представлена блок-схема системы управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов.
По всей технологической линии прокатки установлены датчики прохождения прокатов через контрольные сечения. Нечетные датчики 1 слежения за прохождением прокатов объединены од ной шиной и подсоединены к первому входу логического элемента И, Четны датчики 2 слежения за прохождением прокатов объединены другой шиной и подсоединены к второму входу логи ческого элемента И. Расстояния между датчиками подбираются больше дли ны проката (заготовки) с таким расчетом, чтобы один прокат не мог одн временно быть зафиксирован в двух контрольных сечениях. Выход логического элемента И и генератора 3 времязадающих импульсо или импульсов, генерируемых через квантованные интервалы времени чере раздельные входы логического элемен та ИЛИ, подсоединены к входу счетчи ка 4 импульсов. Выход последнего че рез задатчик 5 нормативного времени подсоединен к сбрасывающему (стирающему) входу счетчика 4 импульсов и к входу блока 6 управления вьщачей заготовок из печей. Импульсы генератора 3 отсчитьшаются счетчиком 4 и при накоплении в нем установленного с помощью задатчика 5 нормативного времени заданно го числа импульсов с выхода счетчика через задатчик 5 импульсы поступа ют на сбрасывакхций (стирающий) вход счетчика 4 импульсов и показание счетчика переводится на нуль. Этот же импульс с выхода задатчика 5 используется в качестве сигнала для вьщачи очередной заготовки из печи с помощью блока б. Если в технологической линии нет ни одного проката или один прокат, то на выходе логического элемента И импульсы не возникнут и на блок вьща чи заготовок из печей 6 сигналы на выдачу заготовок будут поступать через число импульсов или число квантованных интервалов времени, установ ленных для данного типоразмера прока тьшаемых труб. По мере увеличения чи ла прокатов в технологической линии прокатки возрастает вероятность возникновения случайно совпавших во вре мени импульсов на рбоих входах логического элемента И, а следовательно, и импульса на первой шине вероятность возникновения импульса на второй шине r,rn,W/T, 56 Т- ширина импульса, генерируегдемого датчиком слежения; количество датчиков на первой и второй шинах соответственно;М - число заготовок, находящихся в контрольном участке технологической линии прокатки; Т- время полного цикла прокатки. Вероятность возникновения случайно совпавших во времени импульсов на обоих входах логического элемента И, а следовательно, и на его выходе определяется как вероятность совместного наступления двух независимых событий с вероятностями Р и (з- и вычисляется как их произведение, т.е. f ifjl -р . (.. и « 1 г. т 2 Импульс с выхода логического элемента И также отсчитьшается счетчиком 4. Следовательно, с увеличением числа прокатов в технологической линии прокатки и скорости их продвижения, т.е. с уменьшением времени полного цикла прокатки уменьшается интервал времени меяду вьщачами заготовок из печей. По мере уменьшения скорости продвижения прокатов по технологической линии прокатки будет уменьшаться средняя статистическая частота случайно совпавших во времени импульсов, поступающих на входы логического элемента, И и, следовательно, интервал времени между сигналами, поступакнцими на вход блока 6, будет стремиться к величине, установленной с помощью задатчика 5 и генератора времязадающих импульсов и, наоборот, лучшение условий прохождения прокатов через контрольные сечения повысит вероятность уменьшения интервалов времени между выдачаю1 заготовок иа печей. Максимально допустимое уменьшение нтервала между вьщачами заготовок з печей не должно превьш1ать 15% норативного времени, т.е. . де tg - интервал времени между выдачами заготовок, tj, нормативный интервал време, ни мезеду выдачами заготовок. Следовательно, вероятность „ Ы Р овпадения импульсов не должна преbmiaTb величины 0,15, что обеспечива5 1156756
ется подбором параметров Т , и,, hj ем по времени формируемых корректирупри существукщйх N и Т .ющих сигналов, что позволит увеличить
Изобретение отличается от извест- агрегата.с автоматстаном не менее ного устройства меньшим запаэдьшани- 5 чем на 1%.
производительность трубопрокатного

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| СИСТЕМА СБОРА И ОБРАБОТКИ ОПЕРАТИВНО-ПРОИЗВОДСТ | 1972 |
|
SU342188A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Устройство для управления режимом нагрева многозонной печи | 1983 |
|
SU1137452A1 |
| Система слежения за перемещением проката по технологической линии стана | 1989 |
|
SU1629124A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Управляющая система сбора и обработки оперативной производственной информации | 1973 |
|
SU488188A1 |
СИСТЕМА УПРАВЛЕНИЯ ТЕМПОМ ВЬЩАЧИ ЗАГОТОВОК ИЗ НАГРЕВАТЕЛЬНЫХ ПЕЧЕЙ ПРОКАТШЯХ АГРЕГАТОВ, содержащая датчики слежения за прохождением заготовок через контрольные сечения в технологической линии прокатки, счетчик импульсов, генератор времязадающих импульсов, задатчик нормативного интервала времени меязду последовательными вьщачами заготовок из печей и блок управления вьщачей заготовок из печей, отличающаяся тем, что,, с целью повьшения производительности прокатного агрегата, она дополнительно содержит логические элементы И и ИЛИ, причем . все неч етные датчики слежения за прохождением прокатов через контрольные сечения, отсчитьшаемые с одного конца технологической линии прокатки, подсоединены к первому входу, все . четные датчики слежения за прохождением прокатов через контрольные сечения подсоединены к второму входу логического элемента И, выход последнего и выход генератора времязадакщих импульсов через входы логического элемента ИЛИ подсоединены к вхо- S ду счетчика импульсов , а выход пос(Л леднего через задатчик нормативного интервала времени подсоединен к сбрасьшакщему входу счетчика импульсов и. к входу блока управления вьщачей заготовок иа печей. « А-/ Arf 4 f f f СЛ O5 СЛ O)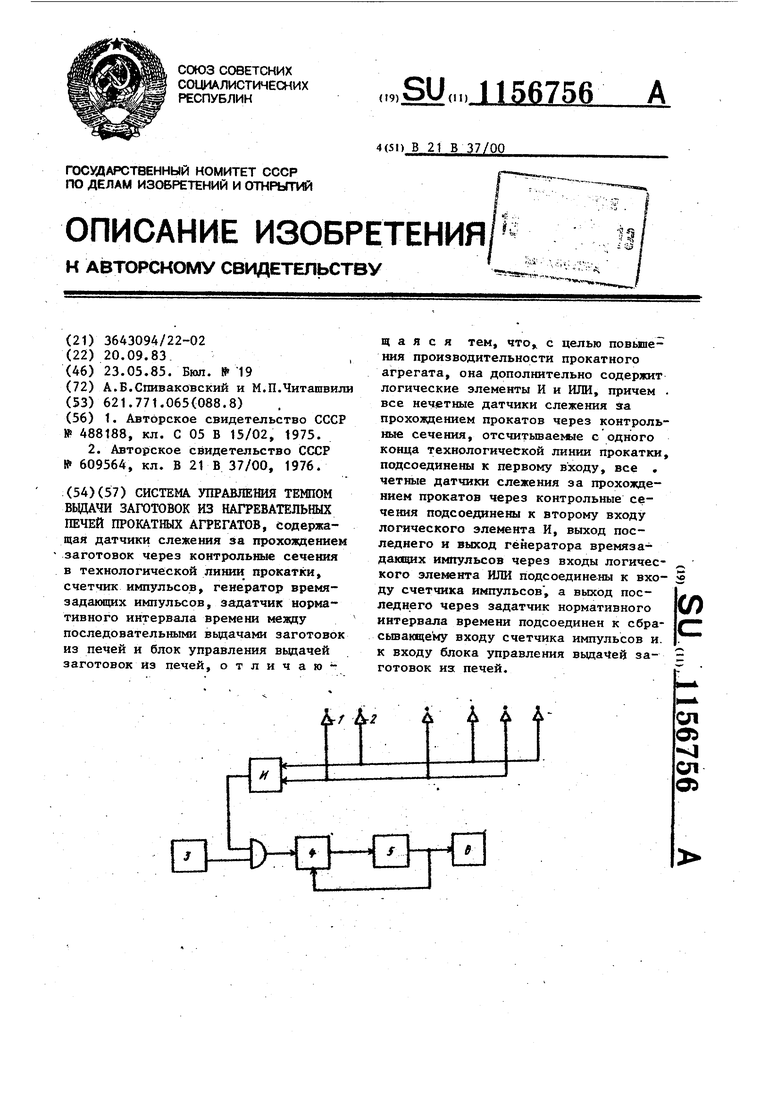
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Управляющая система сбора и обработки оперативной производственной информации | 1973 |
|
SU488188A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
