Изобретение относится к автоматизации управления прокатным производством.
Цель изобретения - повьяиение надежности функционирования оборудо- нания прокатного комплекса, экономия расхода топлива и улучшение качества проката.
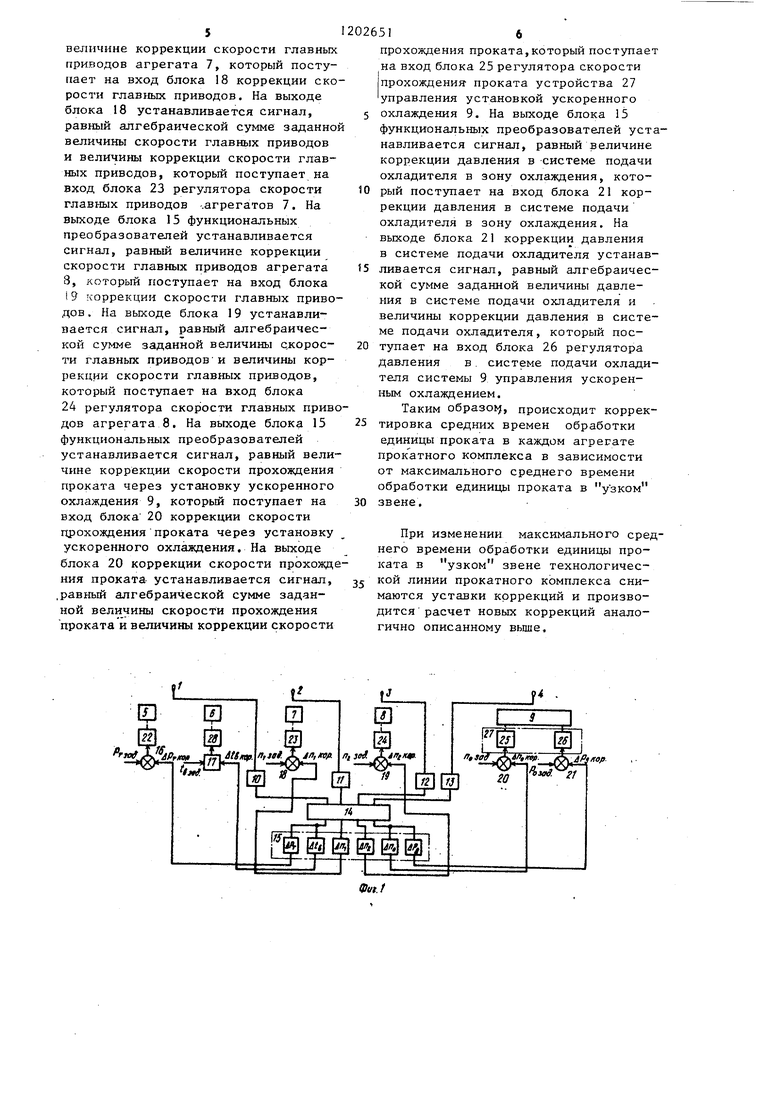
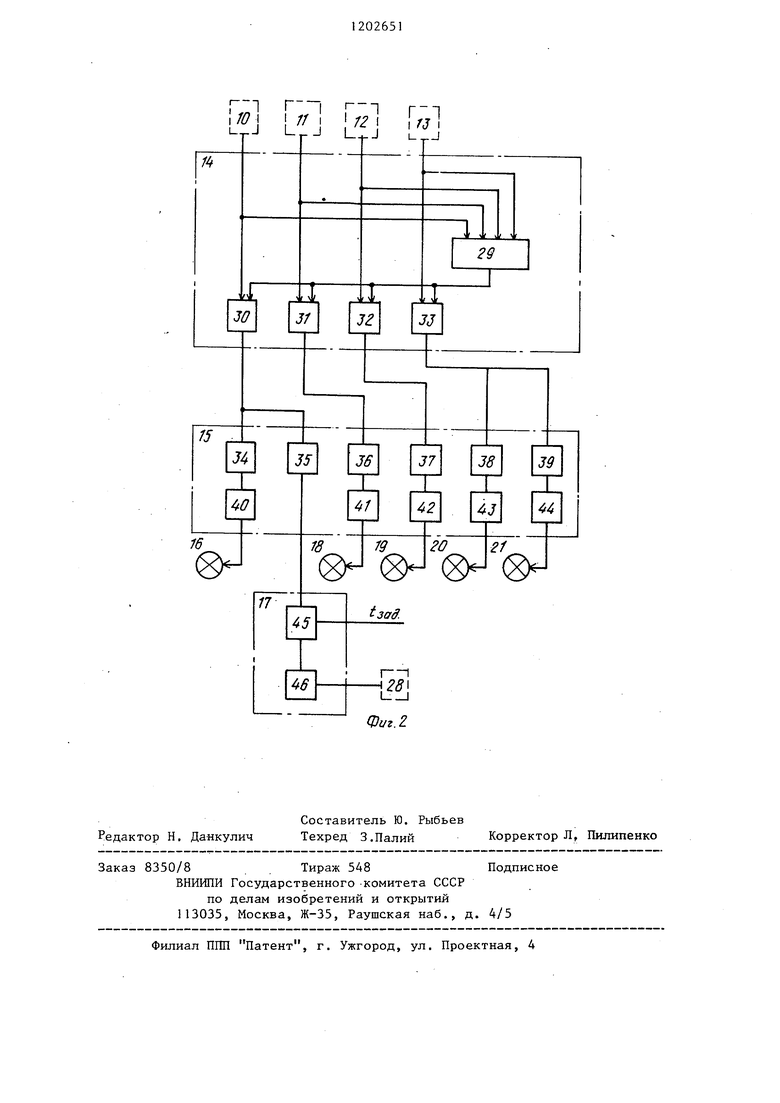
На фиг. 1 показана блок-схема системы управления технологической линией прокатного комплекса; на фиг, 2 - блок-схемы вычислительно- I O блока, блока функциональных преобразователей, блока коррекции цикла выдачи заготовок.
Система содерлсит датчики 1 - 4 наличия проката в агрегатах 5-9 прокатного комплекса, соединенные соответственно с блоками 10 - 13 фор- {иpoвaния среднего времени обработки единицы проката в каждом агрегате, выходы которых соединены с входами вычислительного блока 14, выход последнего соединен с двумя входами блока 15 функциональных преобразователей, выходы блока 15 функциональных преобразователей соеднне гы с входом блока 16 коррекции расхода топлива в печи, с входом блока 17 коррекции цикла вьща- чи заготовок из печи, с входом бло.ка 8 коррекции скорости главных приводов агрегата 7,входом блока 19 коррекции скорости главных приводов агрегата 8,с входом блока 20 коррекции скорости прохождения проката через установку ускоренного охлаждения, с входом блока 21 коррекции давления в системе подачи охладителя в зону охлаждения соответственно, выход блока 16 коррекции расхода топлива в печи соединен с входом блока 22 регулятора расхода топлива выход блока 17 коррекции цикла выдачи заготовок из печи соединен с входом блока т1равления выдачей заготовок из
лшчи, выход блока 18 коррекции скорости главных приводов соединен с входом блока 23 регулятора скорости главных приводов агрегата 7, выход блока 19 коррекции скорости главных приводов соединен с входом блока 24 регулятора скорости главных приводов агрегата 8, выход блока 20 коррекции скорости прохождения проката соединен с входом блока 25 регулятора ско рости прохождения проката устройства управления установкой ускоренно-
026512
го охлаждения,выход блока 21 коррекции давления в системе подачи охладителя соединен с входом блока 26 регулятора давления устройства 27 управ5 ления установкой ускоренного охлаждения 9,выход блока 28 управления вьща-. чей заготовок из печи соединен с выходом блока 17.
Система работает следующим
10 образом.
При работе прокатного комплекса в блоки 22,28, 23, 24, 25, 26 задаются уставки, равные, соответственно, расходу топлива РТ, ад в
15 нагревательной печи, циклу t g ,. выдачи заготовок из печи, скорости п 1. од главных приводов агрегата 7, скорости HO,,дд главных приво-.
25
30
35
40
дов агрегата 8, скоростип
о здд
прохож20 дения проката через установку ускоренного охлаждения, давлениюВ, в системе
- подачи охладителя в зону охлаждения. .
При прохождении проката через зоны .- агрегатов 5-9 прокатного комплекса датчики 1 - 4 фиксируют момент начала и конца обработки проката в каждом агрегате и выдают зти сигналы соответственно в блоки 10 - 13 формирования среднего времени обработки единицы проката. На выходе блоков 10 - 13 устанавливаются сигналы, которые соответственно поступают на входы блока 14 вычислительного. Блок 14 вычислительный содержит блок 29 определения максимального значения среднего времени обработки единицы проката, выход которого соединен с входами блоков 30 - 33 вычисления разности между максимальным значением , среднего времени и средними времена- ми на остальных агрегатах, входы блоков 30 - 33 вычисления разности соединены с выходами блоков 10- 13 формирования среднего времени обра- 45 ботки единицы проката в каждом агрегате.
В блоке 14 вычислительном определяются максимальное значение средне
го времени, которое соответствует ,
узкому звену технологической линии прокатного стана, а также разницы между этим максимальным значением и средними значениями времени обработки единицы проката в каждом из остальных агрегатов. На выходе блока 14 вычислительного устанавливается сигнал, равный разнице значений максимального среднего времени обработки единицы проката и среднего времени обработки единицы проката в агрегатах 5 и 6,который поступает на входы блока 15 функциональных преобразователей. На выходе блока 14 вычислительного устанавливается сигнал, равный разнице значений максимального среднего времени обработки и среднего времени обработки в агрегате 7,который поступает на вход блока 15 функциональных преобразователей,На выходе блока 14 вычислительного устанавливается сигнал,равный разнице значений мак- симального среднего времени обработки и среднего времени обработки в агрегате 8, который поступает на вход блока 14 вычислительного. На выходе блока 14 вычислительного устанавливается сигнал, равный разнице значений максимального времени обработки и среднего времени обработки в агрегате 9, который поступает на входы блока 15 функциональных преобразователей. Блок 15 функциональных преобразователей содержит ре-, гистры 34 - 39, входы регистров 34 и 35 соединены с вьгходом блока 14 вычислительного, вход регистра 36 соединен с выходом блока вычислительного, вход регистра 37 соединен с выходом блока 14 вычислительного, входы регистров 38 и 39 соединены с выходом блока 14 вычислительного, выходы регистров 34, 36, 37, 38, 39 соединены с входами цифро- аналоговых блоков 40 - 44,. выход регистра 35 соединен с входом блока 17 цикла вьщачи заготовок из печи, выходы цифроаналоговых блоков 40 - 44 соответственно соединены с входами блоков 16,18,19,20 и 21. Блоки функциональных преобразователей реализуют следующие функции:
Ц;,РТ:
где Ь Р. - значение величины коррекции расхода топлива;
й1, й1б,
где uig - значение величины коррекции времени вьщачи заготовок из печи;
,5
где U п, - значение величины коррекции скорости главных приводов первого стана;
где Д п значение величины коррекции скорости главных приводов второго стана;
Ь -ЦйПо ,
где П - значение величины коррекции скорости прохождения проката через установку ускоренного охлаждения;
10
U is Pa ,
где А Рд. - значение величины коррек- ,. ции давления в схеме подачи охладителя.
Реализация определения корректи- рующих воздействий в блоке функциональных преобразователей осуществляется либо методом вычисления значения функции по моделям, либо по функциям, построенным по экспери- ментальным данным путем использования набора цифроаналоговых нелинейных блоков (ЦАНБ).
На выходе блока 15 функциональных
преобразователей устанавлийается сигнал, равный величине коррекции расхода топлива в печи, в который поступает на вход блока 16 коррекции расхода топлива в печи. На выходе блока 16 коррекции расхода топлива в печи устанавливается сигнал, равный алгебраической сумме заданной величины расхода топлива и величины коррекции расхода топлива, который поступает на вход блока 22 регулятора расхода топлива в печи. На выходе блока 15 функциональных преобразователей устанавливается сигнал, равный величине коррекции цикла вьщачи заготовок из печи, который поступает на вход блока 17 коррекции цикла вьщачи заготовок из печи. Блок 17 коррекции цикла вьщачи заготовок из печи содержит блок 45 вычитания, на вход которого поступает уставка t ,q. цикла выдачи заготовок из печи, вход блока 45 вычитания соединен с выходом блока 15, выход блока 45 вычитания соединен с входом реле 46 -времени.
На выходе блока 17 устанавливается сигнал, равный алгебраической сумме заданной величины цикла вьщачи заготовок из печи и величины коррекции цикла вьщачи заготовок, который
поступает на вход блока 28 управления выдачей заготовок. На выходе блока 15 функциональных преобразователей устанавливается сигнал, равный
51
величине коррекции скорости главных приводов агрегата 7, который поступает на вход блока 18 коррекции скорости главных приводов. На выходе блока 18 устанавливается сигнал, равный алгебраической сумме заданной величины скорости главных приводов и величины коррекции скорости главных приводов, который поступает на вход блока 23 регулятора скорости главных приводов -.агрегатов 7. На выходе блока 15 функциональных преобразователей устанавливается сигнал, равный величине коррекции скорости главных приводов агрегата 8, который поступает на вход блока I9 коррекции скорости главных приводов . На выходе блока 19 устанавливается сигнал, равный алгебраической сумме заданной величины скорости главных приводов и величины коррекции скорости главных приводов, который поступает на вход блока 24 регулятора скорости главных приводов агрегата 8. На выходе блока 15 функциональных преобразователей устанавливается сигнал, равный величине коррекции скорости прохождения проката через установку ускоренного охлаждения 9, который поступает на вход блока 20 коррекции скорости прохождения проката через установку ускоренного охлаждения. На выходе блока 20 коррекции скорости прохожд ния проката устанавливается сигнал, .равный алгебраической сумме заданной величины скорости прохождения проката и величины коррекции скорости
10
026516
прохождения проката,который поступает на вход блока 25 регулятора скорости прохождения проката устройства 27 управления установкой ускоренного 5 охлаждения 9. На выходе блока 15
функциональных преобразователей устанавливается сигнал, равный величине коррекции давления в системе подачи охладителя в зону охлаждения, который поступает на вход блока 21 коррекции давления в системе подачи охладителя в зону охлаждения. На выходе блока 21 коррекции давления в системе подачи охладителя устанав- )5 ливается сигнал, равный алгебраической сумме заданной величины давления в системе подачи охладителя и величины коррекции давления в системе подачи охладителя, который поступает на вход блока 26 регулятора давления в. системе подачи охладителя системы 9 управления ускоренным охлаждением.
Таким oбpaзo, происходит корректировка средних времен обработки единицы проката в каждом агрегате прокатного комплекса в зависимости от максимального среднего времени обработки единицы проката в узком звене.
20
25
30
При изменении максимального среднего времени обработки единицы проката в узком звене технологической линии прокатного комплекса снимаются уставки коррекций и производится расчет новых коррекций аналогично описанному выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |
| Способ автоматического управления процессом термоупрочнения проката на выходной стороне прокатного стана и устройство для его осуществления | 1984 |
|
SU1224030A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1984 |
|
SU1178517A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1984 |
|
SU1186310A1 |
| Устройство для автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1988 |
|
SU1507484A2 |
| Способ управления термоупрочнением проката на выходной стороне сортового стана и устройство для его осуществления | 1985 |
|
SU1279692A1 |
| Устройство для автоматического управления охлаждением проката | 1989 |
|
SU1676699A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Устройство для регулирования температуры прокатываемого металла на реверсивном стане | 1976 |
|
SU598671A1 |
| Система автоматического управления ускоренным охлаждением проката на выходной стороне сортового стана | 1986 |
|
SU1357100A1 |
Sj
Н
пЛ пЛ
I-H-J
16
gH
(2И (8И (gn
п
ijffd
W
Редактор Н. Данкулич
Составитель Ю. Рыбьев
Техред 3.Палий Корректор Л, Пилипенко
Заказ 8350/8 . . Тираж 548Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фиг.2.
| Система управления комплексом нагревательная печь-сортовой прокатный стан | 1980 |
|
SU876224A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть с четырехвалковым калибром | 1977 |
|
SU753503A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
