(54) УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНО-БОКОВОГО ЭКСТРУДИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1063500A2 |
| Пуансон для выдавливания | 1979 |
|
SU876247A1 |
| Устройство для получения длинномерных изделий на горизонтальном гидравлическом прессе | 1990 |
|
SU1779426A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ПРОФИЛЕЙ | 1968 |
|
SU212031A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Пресс для экструдирования | 1979 |
|
SU848114A1 |
| Инструмент Е.А.Колкунова для прессования изделий периодического сечения | 1989 |
|
SU1692703A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Способ поперечно-бокового экструдирования | 1976 |
|
SU599880A1 |
Изобретение относ11тся к обработке металлов давлением методом экструдирования и может найти применение для изготовления одно- и Шндг слойных профильных изделий, имеющиз рельеф в виде выступов и углублений
Известно устройство для попереч:но-бокового экструдирования,. содержащее контейнер, установленную йод ним подвижную в направлении, нерйендикулярном dcH контейнера, формообразующую гравюру с приводом и П-образную матрицу, образующую совместно с гравюрой профилербразующее очко 1J .
Интенсификация истечения металла из контейнера в данном устройстве V осуществляется силами активного Трбния со стороны принудительно перёмещаемой в направлении матрицы фо$)МОобразующей гравюры.
. С помощью такого устройства можно получить изделия лишь с выст утающими профильными элементами.
Цель изобретения - возможность получения изделий с углубленными профильньвии элементс1ми.
Это достигается тем, что известлое устройство снабжено устачовленными в гравюре подвижными в направлении, парал.лельном оси контейнера, пуансонами и взаиМодействутовдим с нилш копиром,у15тановШШШ 1ТЬд г{за вюрой для управления формообразоваНием углублений.о
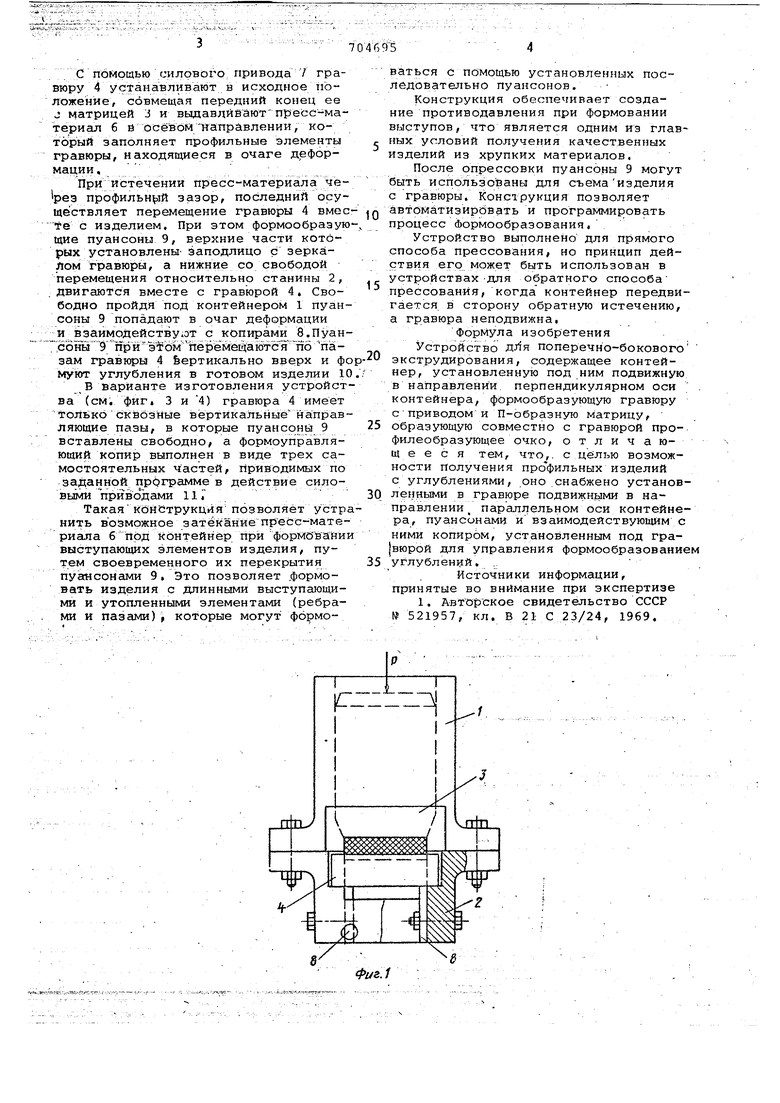
- На фиг. 1-4 изображаю предлагйе.Moe устройство. Общий вид и разрезы; Устройство состоит из контейнера
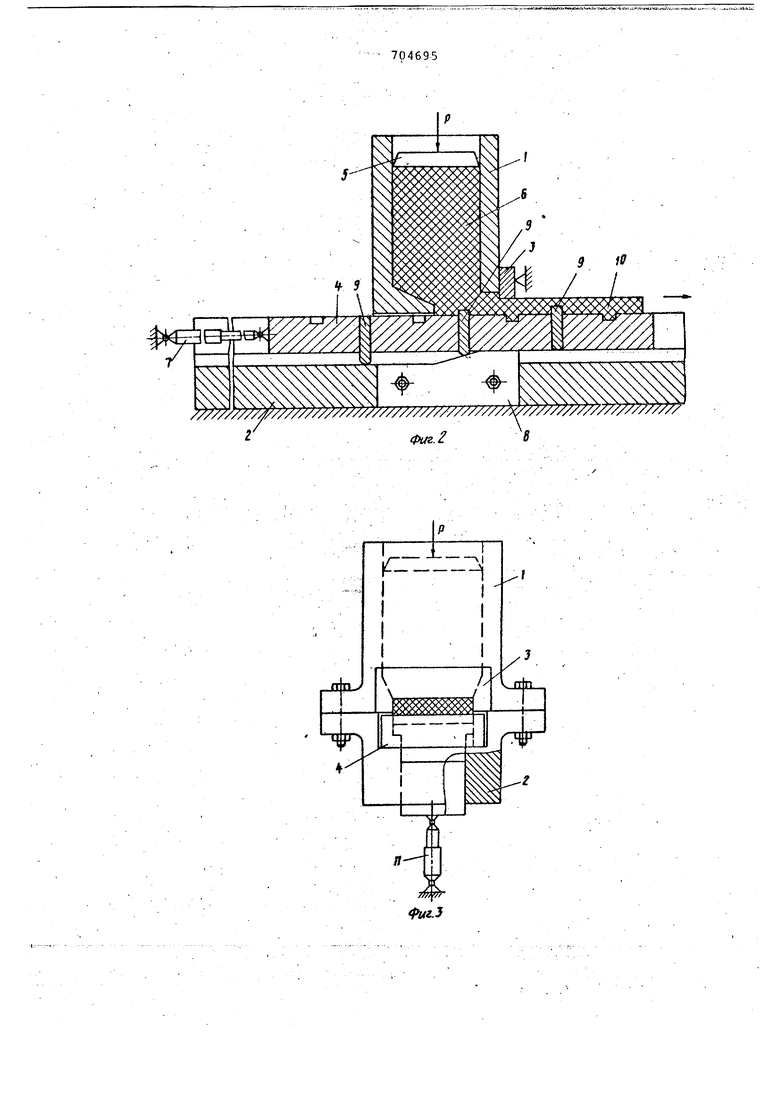
0 1, установленного и закрепленного на станине- 2. В нижней боковой, примыкающей к станине части контейнера, установлена П-образная матрица 3/ которая вместе с формообразующей гравюрой 4, расположенной под кон- тейнером 1, образует профилеобразух щее очко. В контейнере расположен пресс-штемпель 5, передающий давле- ние на пресс-йатё эйал 6. Перемеще0ние формоос азующей гравюры 4 осуществляется с помощью силрвогопривода 7, который может быть установлен в задней или передней части устройства. В станине 2 под гравюрой 4 установлены копиры 8, взаимодействующие с пуансонами 9, установленными для формован ия.элеМен тов профиля.
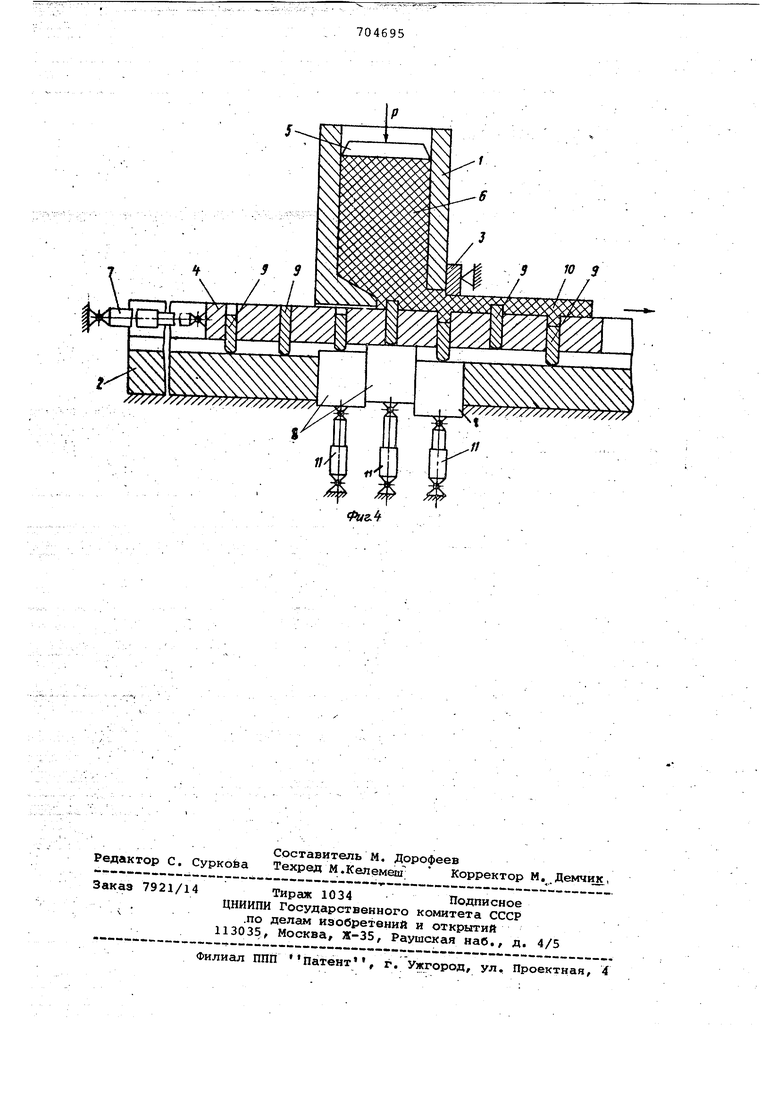
Устройство работает следующим образом. . С помощью силового привода 7 гравюру 4 устанавливают в исходное положение, совмещая передний конец ее J матрицей 3 и вьщавлйеают пресс-материал 6 и осевомнаправлении, который заполняет профильные элементы гравюры, находящиеся в очаге деформации, ... . При истечении пресс-материа ла череэ профильн лй зазор, последний осуществляет перемещение гравюры 4 вмес Те с изделием. При этом формообразую щие пуансоны 9, верхние части которых установлены- заподлицо с зеркалом гравюры, а нижние со свободой перемещения относительно станины 2, .двигаются вместе с гравюрой 4. Свободно пройдя под контейнером 1 пуансоны 9 попадают в очаг деформации и взаимодействухОТ с копирами 8,Пуан соШ 9р и отлпёрёмей;аШс то пазам гравюры 4 бертикально вверх и фо Муют углубления в готовом изделии 10 В варианте изготовления устройст ва (см, фиг, 3 и 4) гравюра 4 имеет Только сквозные вертикальные на:правляющие пазы, в которые пуансоны 9 вставлены свободно, а формоуправляющий копир выполнен в виде трех самостоятельных частей, приводимых по заданной программе в действие силовьми Ърйводами 11, ТакаяКонструкция позволяет устр нить возможное затекание пресс-матери ап а б под контейнер при форме ван и выступающих элементов изделия, путем своевременного их перекрытия пуаисонами 9, Это позволяет .формовать изделия с длинными выступающими и утопленными элементами (ребрами и пазами); которые могут формоваться с помощью установленных последовательно пуансонов. Конструкция обеспечивает создание противодавления при формовании выступов, что является одним из главных условий получения качественных изделий из хрупких материалов, ; После опрессовки пуансоны 9 могут быть использованы для съемаизделия с гравюры. Конструкция позволяет автоматизировать и программировать процесс Формообразования. Устройство выполнено для прямого способа прессования, но принцип действия его может быть использован в устройствах-для обратного способа прессования, когда контейнер передвигается в сторону обратную истечению, а гравюра неподвижна. Формула изобретения Устройство поперечно-бокового экструдирования, содержащее контейнер, установленную под ним подвижную в направлении перпендикулярном оси контейнера, формообразующую гравюру сприводом и П-образную матрицу, образующую совместно с гравюрой профилеобразующее очко, отличающееся тем, что,, с целью возможности получения профильных изделий с углублениями, оно снабжено установленными в гравюре подвижными в направлении параллельном оси контейнера, пуансонами и взаимодействующим с ними копиром, установленным под гра|вюрой для управления формообразованием углублен1 й. .. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 521957, кл, В 21 С 23/24, 1969,
IT ELx
тР
