(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТЯГОВЫХ ЦЕПЕЙ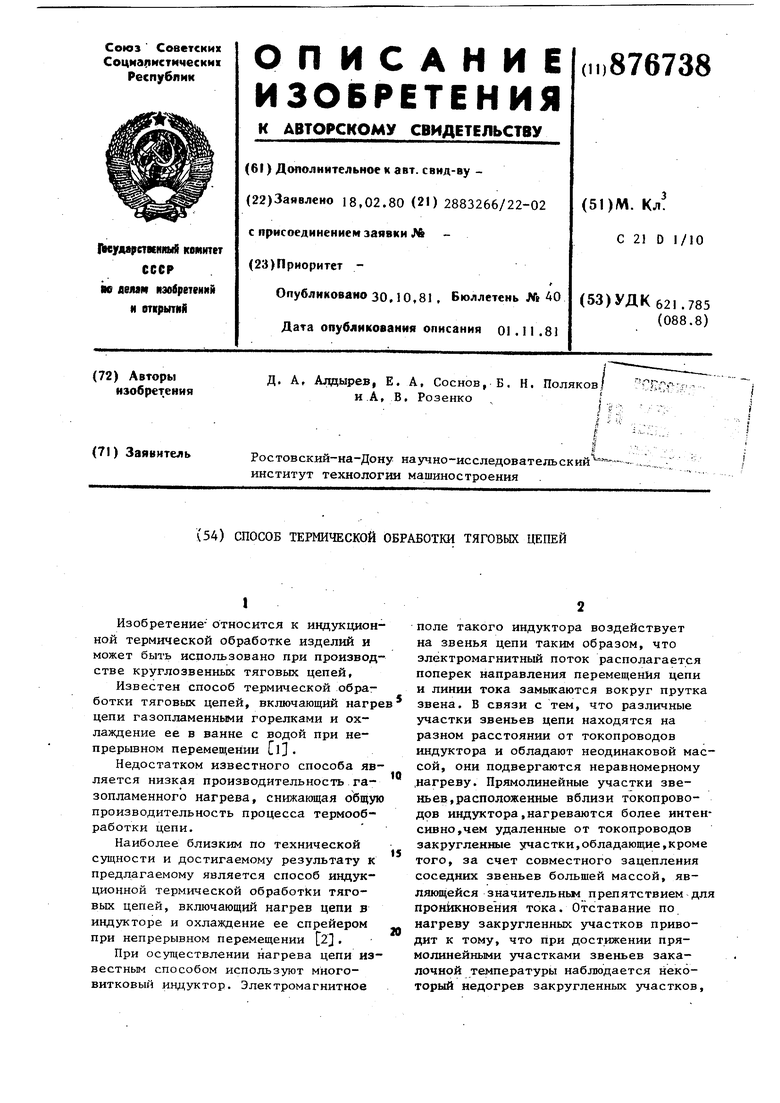

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработкиТягОВыХ цЕпЕй | 1979 |
|
SU819187A1 |
| Способ закалки изделий | 1978 |
|
SU1147761A1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ АРМАТУРЫ, УСТАНОВКА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ | 2004 |
|
RU2245928C1 |
| Устройство для индукционной термической обработки | 1989 |
|
SU1708876A1 |
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |
| Устройство для непрерывной термической обработки цепи | 1983 |
|
SU1121303A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПРУЖИН ИЗ СТАЛИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2013 |
|
RU2547989C2 |
| Способ изготовления звеньев прутковых транспортеров | 1980 |
|
SU902976A1 |
| СПОСОБ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089627C1 |
| ИНДУКТОР ДЛЯ НАПЛАВКИ И ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2383109C1 |
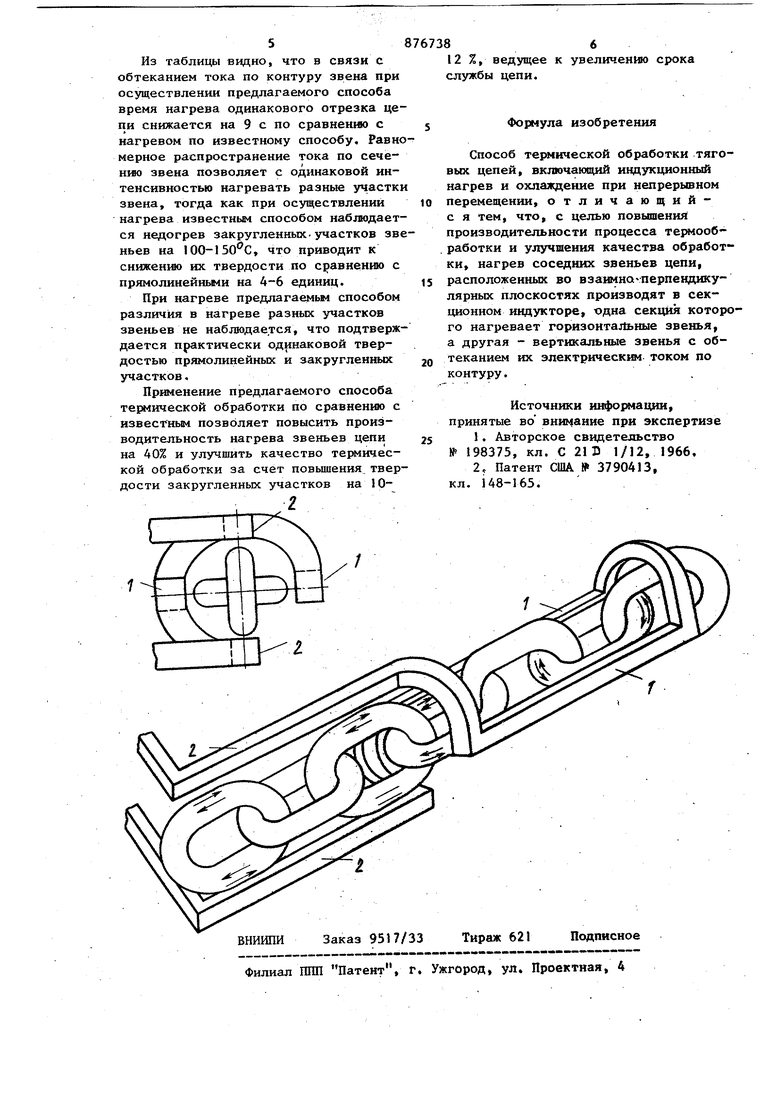
Изобретение- относится к индукцион ной термической обработке изделий и может быть использовано при производ стве круглозвенных тяговых цепей. Известен способ термической обработки тяговых цепей, включающий нагр цепи газопламенными горелками и охлаждение ее в ванне с водой при непрерывном перемещении LlU. Недостатком известного способа яв ляется низкая производительность газопламенного нагрева, снижающая общу производительность процесса термообработки цепи. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ индукционной термической обработки тяговых цепей, включающий нагрев цепи в индукторе и охлаждение ее спрейером при непрерывном перемещении 2 . При осуществлении нагрева цепи из вестным способом используют многовитковый индуктор. Электромагнитное поле такого индуктора воздействует на звенья цепи таким образом, что электромагнитный поток располагается поперек направления перемещения цепи и линии тока замыкаются вокруг прутка звена. В связи с тем, что различные участки звеньев цепи находятся на разном расстоянии от токопроводов индуктора и обладают неодинаковой массой, они подвергаются неравномерному .нагреву. Прямолинейные участки звеньев, расположенные вблизи токопроводов индуктора,нагреваются более интенсивно,чем удаленные от токопроводов закругленные участки,обладающие,кроме того, за счет совместного зацепления соседних звеньев большей массой, являющейся значительным препятствием для проникновения тока. Отставание по нагреву закругленных участков приводит к тому, что при достижении прямолинейными участками звеньев закалочной температуры наблюдается некоторый недогрев закругленных участков. что после закалочного охлаждения ведет к получению различной твердости поверхностного слоя, причем снижение твердости происходит иа наиболее ответственных участках, подвергающихся в эксплуатации основному износу. Цель изобретения - повышение производительности процесса термообрабо ки и улучшение качества обработки. Указанная цель достигается тем, что в известном способе те1 1ической обработки, включающем индукционньй нагрев и охлаждение цепи, нагрев соседних звеньев, расположенных во взаимно перпендикулярных плоскостях, производят в секционном индукторе, одна секция которого нагревает горизонтальные звенья, а другая - вертикальные звенья с обтеканием их элект рическим током по контуру. На чертеже изображен индуктор, с помощью которого осуществляется пред лагаемый способ, Индуктор содержит ветви 1 и 2 для нагрева звеньев, находящихся во взаимно перпендикулярных плоскостях Способ осуществляется следукицш образом. Производится термическая обработк звеньев цепи из прутка диаметром 9 м (шаг 27 мм) со скоростью перемещения 2 м/мин с использованием устройства, в котором создается электромагнитное
Время нагрева отрезка цепи длиной 1 м
27-30 (44 звена)
Равномерность нагрева Отстает темпераразных участков зве- тура нагрева заньевкругленных участков на 100-150 С
Твердость прямолинейных участков звеньев, Н И С
Твердость закругленных участков звеньев Н R С
18-21
Различия не наблюдается
41, 38, 40, 37, 39, среднее 39,0
39,38, 38, 42,
40,среднее 39,4 поле, электрический ток которого обтекает пруток звена по контуру, тем самьм обеспечивая равномерный нагрев прутка звена на всех участках, так как сечение прутка везде одинаково (фиг, 2), Это способствует увеличению интенсивности нагрева. Одновременно создать два электрических поля для соседних звеньев, расположенных во взаимно перпендикулЛрных плоскостях, невозможно, так как поля при наложении уничложаются, поэтому соседние звенья поочередно подвергаются воздействию такого электромагнитного поля, ток которого обтекал бы пруток звена по контуру, t Дополнительно производительность термообработки увеличивается путем одновременного нагрева нескольких звеньев, ра,сположенных в одной плоскости. Нагреву подвергается участок цепи длиной 1-000 мм, Д1И нагрева используется машинный генератор типа МГ 3 - J08 (частота тока 8,0 тыс. Гц) Аналогичные условия нагрева и другие параметры сохраняются при термообработке цеци известным способом в многовитковом индукторе. Сравнительные результаты термообработки известным и предлагаемым . способами представлены в таблице,
