00 Об
CR
Изобретение относится к термической обработке металлов с нагревом ТВЧ и может быть использовано в устройствах для термообработки с регулированией интенсивности нагрева, в секциях индуктора.
Цель изобретения - упрощение конструкции.
На чертеже представлена схема предложенного устройства.
Схема состоит из закалочной секции, 1, отпускной секции 2 и звена 3 пассивных токопроводов и 5, один из которых - токопровод - выполнен с возможностью перемещения относительно токопровода 5 на расстояние 8 пределах (1,5-5)В, где В - рабочий зазор токопроводами в индукторе.
Устройство работает следующим образом.
При подаче электроэнергии на индуктор в закалочной и отпускной секциях 1 и 2 производится нагрев дета- ли с одинаковой интенсивностью при условии равенства зазоров В и при минимальном расстоянии 1-2 мм между Токопроводами и 5. При увеличении расстояния между токопроводами А и 5 ухудшается электрическая связУ за счет увеличения индуктивного сопротивления участка 3 и в отпускной секции 2 интенсивность нггрева снижает-: ся, что позволяет перемещать детали 1 через закалочную секцию 1 под спрейером 6 и через отпускную секцию2 непрерывным потоком, в результате чего производится последовательная закалка и электроотпуск деталей с регулированием температуры отпуска путем изменения зозора между пассивными токопроводами ч и 5.
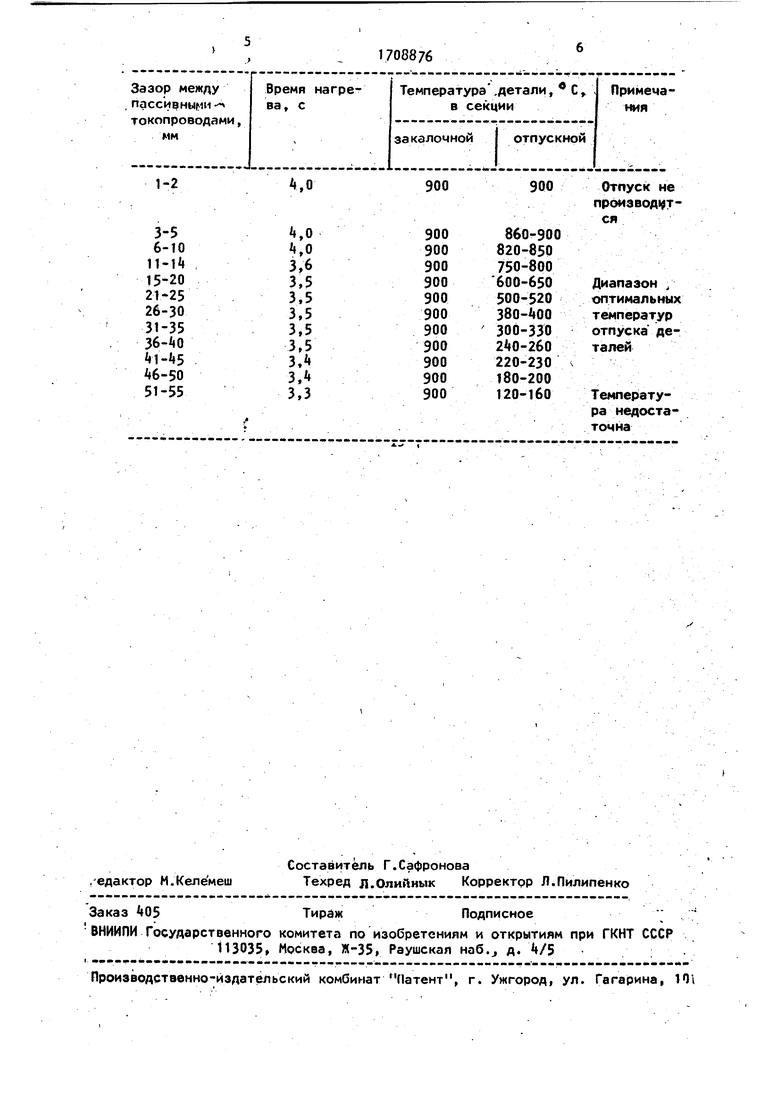
Устройство испытывали в лабораторных условиях. Термообработке подверга ли образцы из стали АО, которые непрерывно перемещали через нагреватель ный индуктор высокочастотной установки типа В.ЧГ6-60/ОА4. Зазоры в закалочной и отпускной секциях устанав-ливали равными по 10 мм. Температуру нагрева образцов измеряли спектропирометром с пределом измерения 0-2000 ч(точность +2). Зазор между пассивными токопроводами между закалочной и отпускной/секциями изменяли от 2 до 55 мм. Результаты измерений помещены в таблице.
Из таблицы видно, что при увеличении зазора между пассивными токопроводами от 3 до И мм температура .в отпускной секций снижается на 100150 С и не может быть признана отпускной. Высокий отпуск (500-б50 С) может быть получен при доведении указанного выше зазора до 15-25 мм, что составляет 1,5-2,5 зазора В в индукторе (Ю мм) . Дальнейшее увеличение зазора позволяет отпускать детали при 400l80 С, что является оптимальными режимами для большинства деталей машиностроения, причем зазор составляет 2,65,0 величины В зазора в индукторе (26-50 мм). Увеличение зазора выше 50 мм снижает достижимую в отпускной ветви температуру до 120-1бОС, при KOTopoTi отпуск не производится.
Таким образом, оптимальными зазорами в пассивных ветвях,индуктора дл регулирования интенсивности нагрева в отпускной секции являются 1,55,0 величины В рабочего в индукторе. .
По сравнению с прототипом предложенное устройство не содержит дополнительных витков токопровода, сердечника, его крепления и механизм перемещения, а также системы водяного охлаждения. Кроме того, данное устройство сокращает длину токопроводов.
Формула изобретения
Устройство для индукционной термической обработки, содержащее индуктор в виде соединённых между собой секций и регулятора индуктивного сопротивления в виде пассивного звена, отличающеес я тем, что, с целью упрощения конструкции, пассивное звено размещено между секциями индуктора и выполнено в виде параллельно установленных токпроводов , один из которых имеет возмохшость перемещения относительно другого.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки тяговых цепей | 1980 |
|
SU876738A1 |
| Способ термообработки железнодорожных колес и устройство дифференцированного охлаждения железнодорожных колес для осуществления способа | 2024 |
|
RU2832041C1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Способ термической обработки башмаков гусеничного хода | 1990 |
|
SU1786124A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ДИСКОВ | 1971 |
|
SU293554A1 |
| Индуктор для нагрева цилиндрических изделий под термообработку | 1981 |
|
SU1003387A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА И.И.МАКСИМОВА | 1996 |
|
RU2107101C1 |
| Автоматическая линия изготовления ножовочных полотен | 1977 |
|
SU639949A1 |
| Термоагрегат для обработки плоских изделий | 1988 |
|
SU1733886A1 |
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |
Изобретение относится к устройствам для термической обработки металлов при нагреве токами высокой частоты, в. частности к устройствам с регулированием интенсивности нагрева секций индуктора. Цель изобре- ретения - упрощение конструкции. Устройство содержит индуктор с закё- лочной секцией 1, отпускной секцией 2 и размещенное между секциями пассивное звено 3 из параллельных то- копроводов^, 5, один из которых ' установлен с возможностью перемещения относительно другого. Конструкция индуктора исключает применение ферромагнитного сердечника и сокращав ет длины токопроводов; 1 табл., 1 ил.0 С
| Одноколейная подвесная к козлам дорога | 1919 |
|
SU241A1 |
