Изобретение относится к термической обработке металлов с индукцконным нагревом и может быть использовано для непрерывной термической обработки тяговых цепей и других подобных изделий.
Р1звестен способ для непрерывной термической обработки цепей и других подобных изделий 1.
В известном способе вертикально перемещающуюся цепь нагревают в закалочном индукторе, закаливают в спрейерном устройстве и подвергают повторному нагреву под отпуск.
Недостатком известного способа является низкое качество термической обработки цепи из-за неравномерности закалки .мест сопряжения и других участков звеньев. Струн охлаждающей жидкости не попадают на участки сопряжения звеньев, закалка их производится с недостаточно высокой скоростью, что приводит к получению низкой твердости закаленного слоя в наиболее нагруженных участках звеньев.
Целью изобретения является повыщение качества термической обработки цепи за счет увеличения твердости участков сопряжения звеньев.
Эта цель достигается тем., что в известном способе термообработки, включающем индукционный нагрев под закалку и охлаждение при непрерывлом вертикальном перемещении цепи, участки сопряжения соседних звеньев при спрейерном охлаждении выводят из зацепления.
Такое расположение звеньев цепи на лозиции спрейерного охлаждения позволяет обеспечить свободный доступ охлаждающей жидкости к наиболее ответственным участкам сощряжения звеньев, повысить
равномерность закалки разных участков звеньев, получить на участках соцряжения соседних звеньев более высокую твердость, соответствующую твердости прямолинейных участков звеньев.
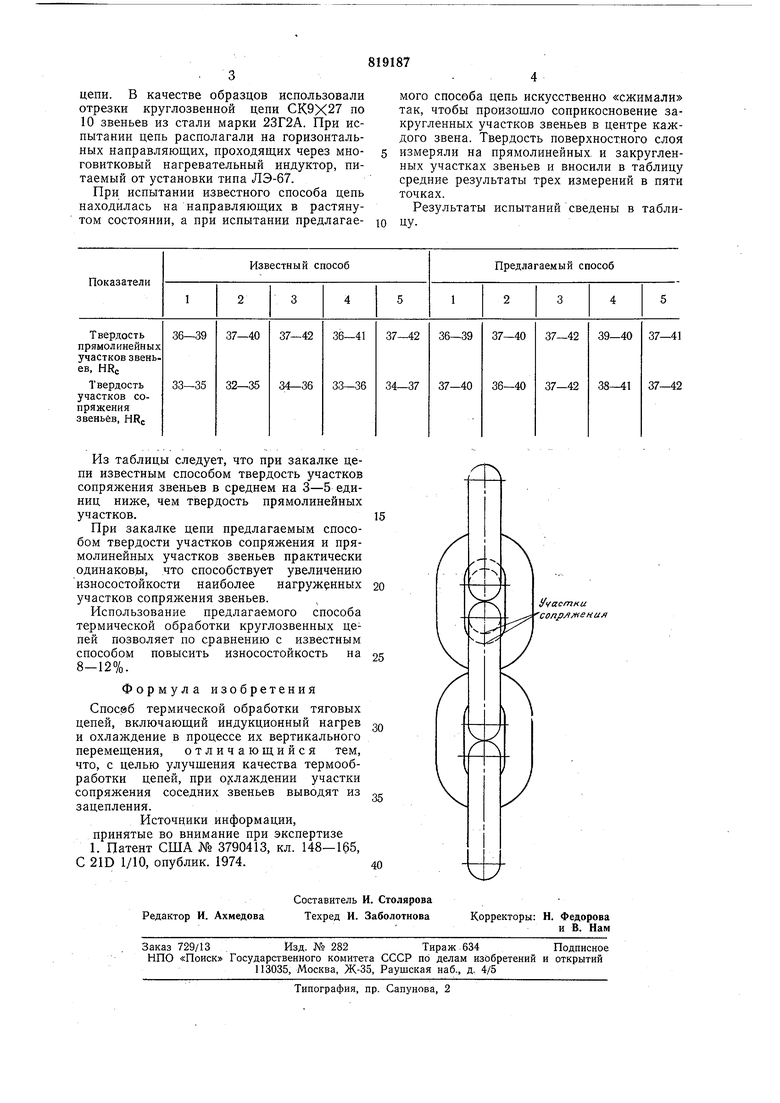
На чертеже приведено схематическое расположение звеньев цепи при закалке предложенным способом.
Соседние звенья смещаются относительно друг друга, их участки сопряжения выходят из зацепления и происходит соприкосновение закругленных участков .внешними поверхностями в центре симметрии каждого из звеньев. При этом струи охлаждающей -ЖИДКОСТИ свободно проникают к
участкам сопряжения звеньев, происходит их равномерная закалка, качество термообработки повыщается.
В лабораторных условиях были проведены сравнительные испытания предлагаемого и известного способов термообработки
цепи. В качестве образцов использовали отрезки круглозвенной цепи СК9Х27 по 10 звепьев из стали марки 23Г2А. При испытании цепь располагали на горизонтальиых направляющих, проходящих через многовитковый нагревательный индуктор, питаемый от установки типа ЛЭ-67.
При испытании известного способа цепь находилась на направляющих в растянутом состоянии, а при испытании предлагаемого способа цепь искусственно «сжимали так, чтобы произошло соприкосновение закругленных участков звеньев в центре каждого звена. Твердость поверхностного слоя измеряли на прямолинейных, и закругленных участках звеньев и вносили в таблицу средние результаты трех измерений в пяти точках.
Результаты испытаний сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки тяговых цепей | 1980 |
|
SU876738A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201460C2 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С ИХ ВРАЩЕНИЕМ | 2010 |
|
RU2464323C2 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ Г-ОБРАЗНОГО ПРОФИЛЯ, ИМЕЮЩЕГО ПОДОШВУ, ШЕЙКУ, ГОЛОВКУ | 2020 |
|
RU2755713C1 |
| Способ термической обработки крупномодульных эвольвентных зубчатых колес | 1989 |
|
SU1740456A1 |
| Способ закалки | 1981 |
|
SU971893A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КАТКОВ ГУСЕНИЧНЫХ МАШИН | 2003 |
|
RU2240359C1 |
| СПОСОБ УПРОЧНЕНИЯ ПЯТНИКА ЕДИНИЦЫ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2713892C2 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
