затем до конца процесса цементации по 15-20 капель.
Все указанные условия позволяют создать на поверхности обрабатываемых изделий оптимальную концентрацию углерода (,2,5-3,0%) с плавным уменьшением ее к сердцевине, что обеспечивает в свою очередь твердост в пределах 56-62 HRC и исключает образование трещин.
Установленное количество газовой смеси обеспечивает равномерное удаление пассивной пленки с поверхности деталей. Уменьшение количества смеси или сокращение времени подачи может привести к неравномерной цементации деталей сложной конфигурации.
Увеличение количества смеси или времени ее подачи нецелесообразно, так как не улучшает качества цементации .
Оптимальная концентрация углерода достигается ступенчатой подачей карбюризатора - повышенной в первые часы процесса для обеспечения достаточно высокой С3,0-3,5%7 концентрации углерода в поверхностных слоях и пониженной в последующее время выдержки, при которой увеличивается глубина слоя и уменьшается концентрация углерода на поверхности до оптимальной ,2,5-3,0%).
При постоянной подаче карбюризатора или более высокой подаче при требуемой глубине слоя 1 мм концентрация углерода превышает 3%, что вызывает образование трещин. При меньшей подаче не обеспечивается требуемая твердость (58 HRC).
Пример . Детали в количестве 40 шт. с углубленными беговыми дорожками для роликов загружают в печь Ц35 без предварительной подготовки поверхности при . Непосредственно после загрузки производят продувку газовой смесью, состоящей из паров четыреххлористого углерода и аргона, в течение 15 мин.
В течение всей выдержки цементации (.10. ч) производят периодическую продувку указанной смесью по 10 мин в конце каждого часа первых четырех часов и каждого второго часа остальных шести часов.
Карбюризатор (синтин) подают в течение первых четырех часов (100 капель/мин) 25 на 10 л объема муфеля и (60 капель/мин) 15 на 10 л объема муфеля остальные шесть часов .
После цементации проводят термическую обработку по стандартному режиму - закалку от , обработку холодом-70°С 2 ч и отпуск 2 ч.
Детали имеют равномерный слой глубиной 1,1 мм по всей конфигурации детали, в том числе и на углубленных беговых дорожках, концентрацию углерода 2,8% и твердость 62 HRc, трещин не обнаружено,
Детали сложной конфигурации с внутренними канавками - наклонные шай- бы из коррозионностойкой стали ЭП875 загружают в печь Ц35 без предварительной подготовки поверхности при 980 С. Ёсе параметры режима такие же как в примере, за исключением выдержки, которая составляет 8 ч для получения слоя глубиной 0,70,9 мм. Вторая ступень процесса, отличающаяся подачей депассиватора и
карбюризатора, составляет 4 ч. I
После термической обработки по режиму, указанному в примере, детали имеют равномерный слой глубиной 0,9 r-iM, концентрацию углерода 2,6%, твердость 60 HRc, трещин не обнаружено.
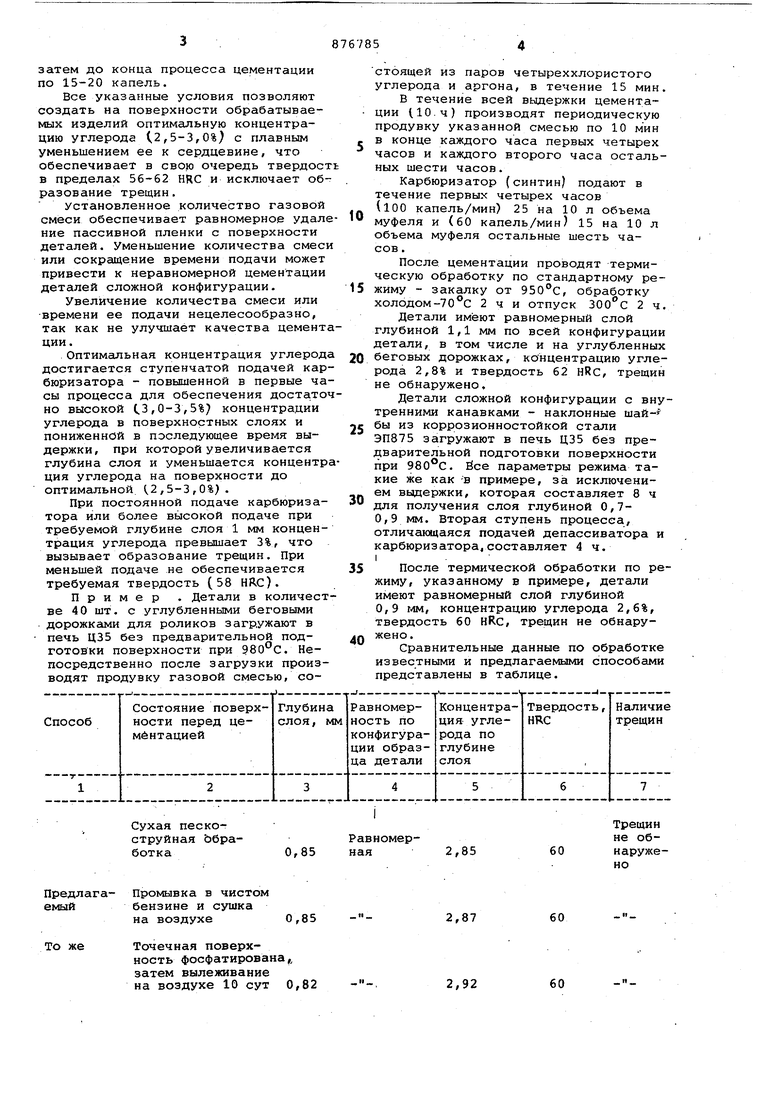
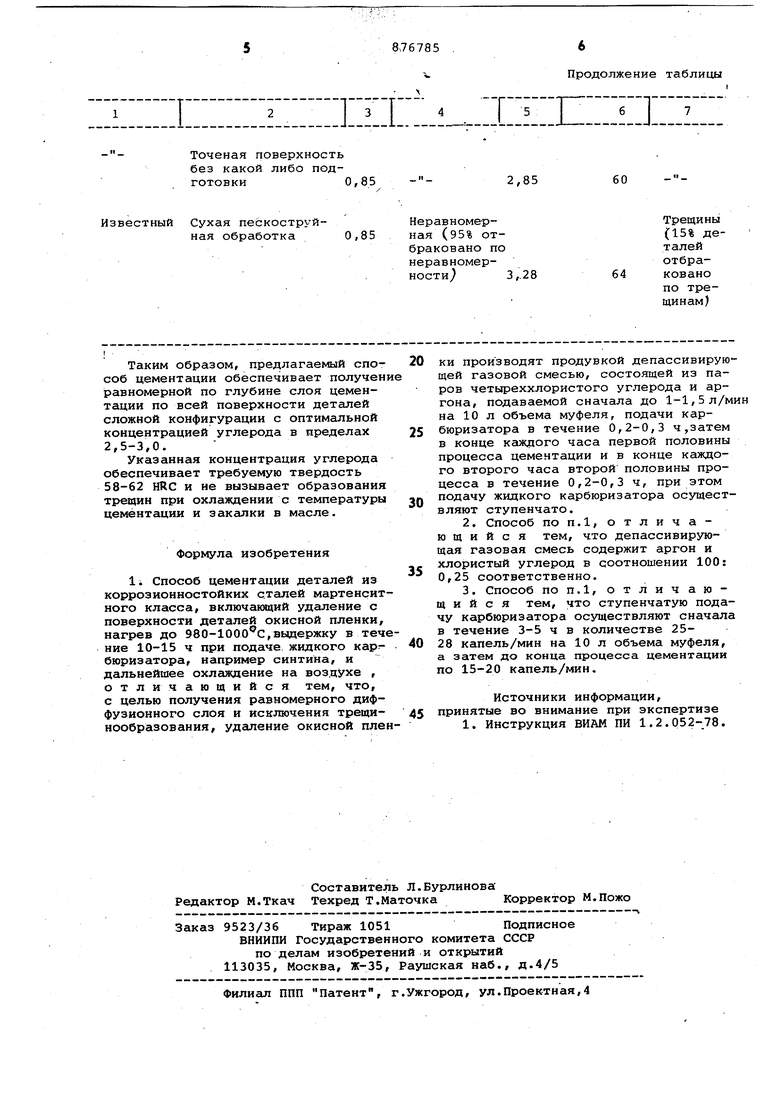
Сравнительные данные по обработке известными и предлагаемыми способс1ми представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ газовой цементации | 1987 |
|
SU1573050A1 |
| Способ цементации конструкционных сталей | 1980 |
|
SU931807A1 |
| Способ обработки штамповых сталей | 1977 |
|
SU771173A1 |
| Способ химико-термической обработки деталей из высокохромистой стали | 1984 |
|
SU1201345A1 |
| Способ цементации стальных изделий | 1990 |
|
SU1759950A1 |
| Способ цементации стальных изделий в твердом карбюризаторе | 1989 |
|
SU1654375A1 |
| Газообразная среда для нитроцементации быстрорежущих сталей | 1977 |
|
SU676640A1 |
| Способ обработки деталей из нержавеющих хромистых сталей | 1990 |
|
SU1765250A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| Способ цементации стальных изделий | 1977 |
|
SU749932A1 |
0,85 ПредлагаемыйТо же
Трещин не обРавномер60наруженаяно Промывка в чистом бензине и сушка на воздухе 0,85 Точечная поверхность фосфатирована,, затем вылеживание на воздухе 10 сут 0,82
Точеная поверхность без какой либо подготовки0,85 - Известный Сухая пескоструйная обработка 0,85 Таким образом, предлагаемый способ цементации обеспечивает получен равномерной по глубине слоя цементации по всей поверхности деталей сложной конфигурации с оптимальной концентрацией углерода в пределах 2,5-3,0. Указанная концентрация углерода обеспечивает требуемую твердость 58-62 НКС и не вызывает образования трещин при охлаждении с температуры цементации и закгшки в масле. Формула изобретения 1 Способ цементации деталей из коррозионностойких сталей мартенсит ного класса, включающий удаление с поверхности деталей окисной пленки, нагрев до 980-1ООО С,выдержку в теч ние 10-15 ч при подаче жидкого кар бюризатора, например синтина, и дальнейшее охлаждение на воздухе , отличающийся тем, что, с целью получения равномерного диффузионного слоя и исключения трещинообразования, удаление окисной пле
2,85
60
Трещины {15% деталейотбра3,.28
64 ковано по трещинам) ки производят продувкой депассивирующей газовой смесью, состоящей из паров четыреххлористого углерода и аргона, подаваемой сначала до 1-1, 5 л/мин на 10 л объема муфеля, подачи карбюризатора в течение 0,2-0,3 ч,затем в конце каждого часа первой половины процесса цементации и в конце каждого второго часа второй половины процесса в течение 0,2-0,3 ч, при этом подачу жидкого карбюризатора осуществляют ступенчато. 2,Способ по п.1, отличающий с я тем, что депассивирующая газовая смесь содержит аргон и хлористый углерод в соотношении 100; 0,25 соответственно. 3.Способ ПОП.1, отличающийся тем, что ступенчатую подачу карбюризатора осуществляют сначала в течение 3-5 ч в количестве 2528 капель/мин на 10 л объема муфеля, а затем до конца процесса цементации по 15-20 капель/мин. Источники информации, принятые во внимание при экспертизе 1. Инструкция ВИАМ ПИ 1.2.052-78.
