, I; .
Изобретение относится к сварке и может найти.применение при изготовле.нии цилиндрических металлических вагонов домов, дымовентиляционных труб большого диаметра и т.п.
Известно устройство для изготовления тонкостенных емкостей с кольца ми жесткости, содержащее сварочную головку и смонтированные на основании стол для листового полотнища и поворотньй барабан для колец жесткости, установленный с возможностью продольного перемещения и оснащенный тросовым прижимом Листового полотнища к кольцам жесткости l Однако в данном устройстве производится последовательно намотка листового полотнища на кольца жесткости и их прихватка и сварка, что снижает качество сварки и производительность установки.
Наиболее близкой по технической сущности и достигаемому результату- к предлагаемой является установка для
сборки и сварки тонкостенных цилинд-г рических корпусов с кольцами жест- J кости, содержащая смонтированные на основании стОл для листового полотнища и механизм для намотки листового полотнища на кольца жесткости со сварочными головками, оснащенными подающими роликами для сварочной
, проволоки, а также прижим листового полотнища к кольцам жесткости включающий опорные и направляющий ролики С
Недостатками установки являются невысокая производительность, невозможность осуществления непрерывной приварки листового полотнища к кольцам жесткости и согласования скорости вращения барабана с подачей сварочной проволоки.
Цель изобретения - повьппёние производительности и обеспечение непрерывности намотки и приварки с заданным шагом листового полотнища
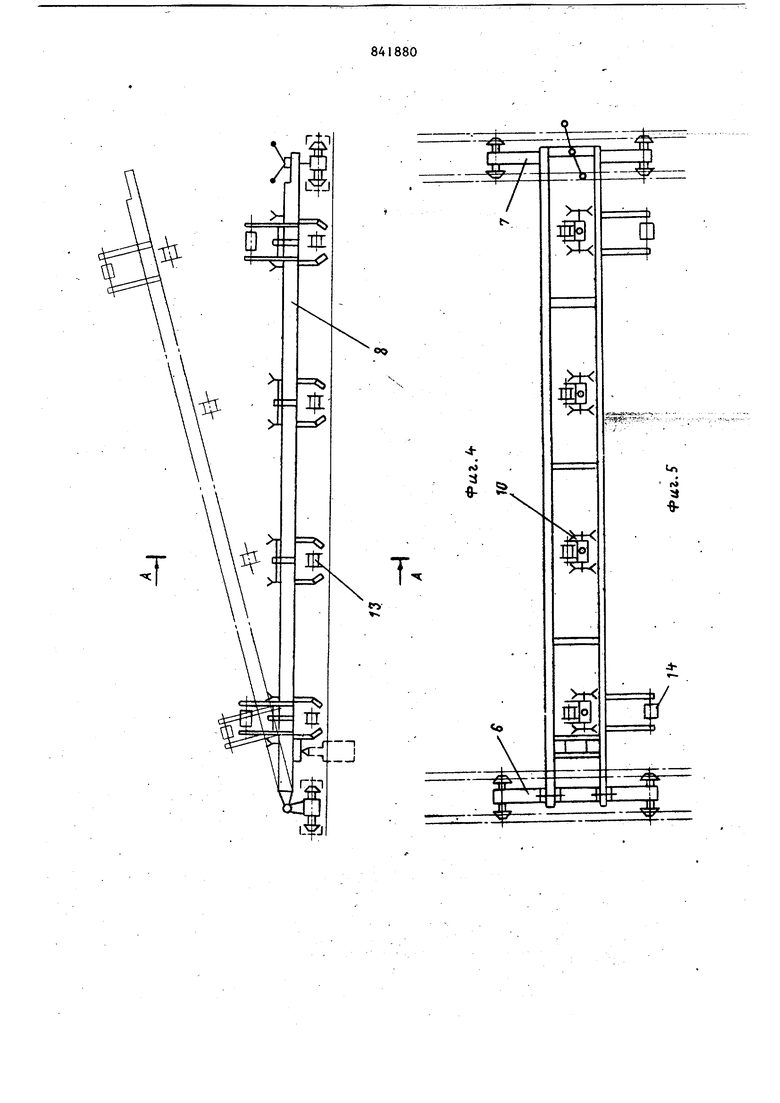
к кольцам жесткости 3 Поставленная цель достигается тем, что механизм намотки листового полотнища на кольца жесткости выполнен в виде установленных на основании с возможностью продольного перемещения двух тележек со смонтир ванной на них поперечной балкой, установленной с возможностью поворо относительно одной из них в плоскос ти, перпендикулярной продольной оси установки, при этом направляющий и опорный ролики закреплены на соответствующих корпусах сварочных головок, каждый направляк)щий ролик кинематически связан с роликами для подачи сварочной проволоки. Кроме того на основании смонтиро вана установленная параллельно балк поворотная гребенка для фиксации колец жесткости. На фиг.1 изображена установка, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - то же, аксонометрия; на фиг. 4 - механизм намотки; на фиг.З - то же, вид сверху; на фиг.6 - сечение А-А на фиг.З. Установка содержит смонтированны на основании 1, стол (плаз) 2 для листового полотнища 3 и механизм 4 намотки листового полотнища 3 на кольца 5 жесткости. Механизм 4 намотки выполнен в виде двух тележек 6 и 7 с установленной на них балкой 8, причем на одной из тележек балка закреплена шарнирно и установлена с возможност поворота от привода 9 Относительно оси шарнирного закрепления в плоско ти, перпендикулярной продольной оси установки. На балке 8 шарнирно уста новлены сварочные головки 10 с роли ми 11 для подачи сварочной проволоки 12. Установка снабжена прижимом лист вого лолотнища к кольцам жесткости, выполненным в виде закрепленных на корпусе сварочной головки подпру жиненного направляющего ролика 13 и опорных роликов 14, Направляющий ролик 13 соединен с роликами 11 для подачи сварочной проволоки промежуточными щестернями 15. На стойках 16 основания параллельно балке 8 установлена поворотная гребенка 17 для фиксации колец жесткости. Перемещение тележек 6 и 7 производится лебедками 18 с кан 1 9. 4 Устройство работает следующим образом. На плаз 2 раскладывается листовое полотнище (карта) 3 тонколистового проката. Тележки 6 и 7 механизма 4 намотки перемещаются лебедками 19 в зону поворотной-Гребенки 17 и останавливаются над приводом 9. Привод, упираясь в опорную пяту балки 8, осуществляет односторонний ее подъем (поворот относительно тележки 6J. На балку надеваются кольца 5 жесткости, затем балка опускается и закрепляется на тележке 7. Кольца жесткости прижимаются подпружиненным направляющим роликом 13 к карте 3 тонколистового проката. Гребенка 17 поворачивается и фиксирует верхние концы колец жесткости в вертикальном положении. Включаются лебедки 18, которые посредством каната 19 начинают перемещать механизм 4 намотки. Опорные ролики 14, опираясь па кольца жесткости, начинают перекатывать их по плазу. При этом направляющие ролики 13, катясь по внутренним поверхностям колец,осуществляют через шестерни 15 подачу сварочной проволоки 12 в зону сварки колец с наворачиваемой на них картой 3 тонколистового проката. Начинается процесс одновременной сварки колец 5 жесткости и сворачивания карты 3 в цилиндрический корпус (обечайку/. . По окончании сварки балку 8 поднимают приводом 9 и готовый цилиндрический корпус снимается. Затем цикл повторяется. Предлагаемая конструкция позволяет осуществлять непрерывный механизированный процесс сворачивания (намотки листовых полотнищ и автоматической приварки колец жесткости к этим полотнищам. Кроме того, исключаются необходимость предварительной сборки колец жесткости на специальньй каркас и последующей разборки его и присутствие человека в зоне сварки. Формула изобретения 1.. Установка для Сборки и сварки тонкостенных цилиндрических корпусов с кольцами жесткости, содержащая смонтированные на осиопании стол для листового полотнища и мех;и1игзм намотки листового nn.no титл на кпльца жесткости, установленные на нем сварочные головки с роликами для по дачи сварочной проволоки, а . прижим листового полотнища к кольцам жесткости, выполненный с опорны ми и направляющими роликами, о чающаяся тем, что, с повышения производительности и ка-, чества сварки путем обеспечения непрерывной намотки и сварки листовых полотнищ с кольцами жесткости, механизм намотки листового полотнища на кольца жесткости выполнен в виде установленных на основании с возмож ностью продольного перемещения двух тележек со смонтированной на них поперечной балкой, установленной с возможностью поворота относительно одной из них в плоскости, перпендит л целью кулярной продольной оси установки, при этом, направляющий и опорный ро- . лики прижима закреплены на соответствующих корпусах сварочцых головок, а каждый направляющий ролик кинематически связан с роликами для подачи сварочной проволоки. 2. Установка поп.1, отличаю щ а я с я тем, что наосновании параллельно балке механизма намотки смонтирована поворотная гребенка для фиксации колец жесткости. Источники информации, принятые во внимание при экспертизе 1.. Авторское свидетельство СССР № 362662,кл. В 23 К 37/04,28.09.70. 2. Авторское свидетельство СССР № 376199,кл. В 23 К 37/04,14.01.72.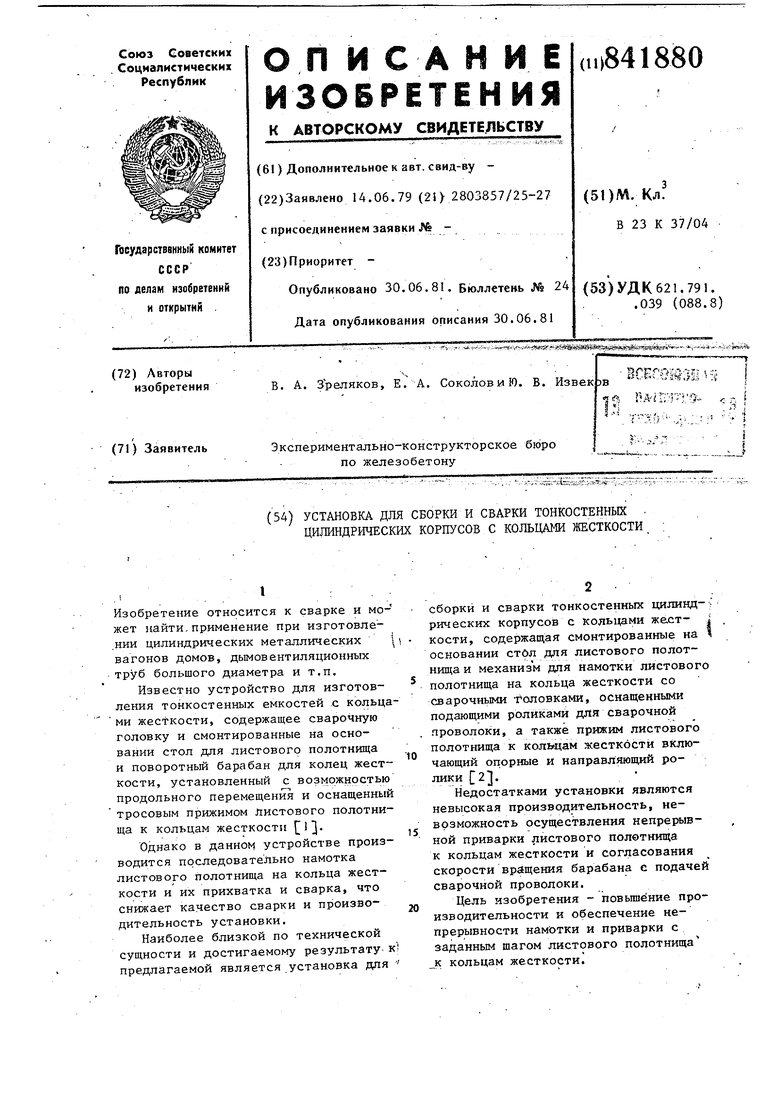

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Агрегат для сборки и сварки набора Г-образных ребер жесткости с криволинейным по контуру полотнищем | 1981 |
|
SU1027004A1 |


Фиг. 1
1
19
J8
/
/ / /
Фиг. 2.
.
т
Ш
1л
г
SJ,
к
Q 11 /2 (pUi.S
