Изобретение относится к обработке металлов давлением, преимущественно к способам изготовления деталей крепежа из стержневых заготовок, а именно деталей с прямым шлицем на головке.
Известен способ холодной высадки стержневых деталей крепежа с прямым шлицем на головке, однако надежность оснастки для такой высадки недостаточно высока [1].
По этому способу отрезают от прутка мерную заготовку и размещают ее в рабочем отверстии матрицы. Предварительно осаживают заготовку с утолщением торца и формированием на головке паза, стенки которого наклонены к оси детали, после чего окончательным пуансоном формируют цилиндрическую головку со шлицем на ней и удаляют готовую деталь из матрицы.
Низкая стойкость пуансона и его шлицеобразующего элемента обусловлена нестабильностью режущих свойств кромки рабочего отверстия от разной матрицы и несогласованностью расположения элемента с направлением усилий, возникающих в материале заготовки при деформации его при формировании головки детали.
В процессе отрезки заготовки давление ножа на пруток воспринимается противоположной расположенной ножу поверхностью - сектором кромки рабочего отверстия отрезной матрицы, составляющей угол 60-90о, а остальная кромка окружности рабочего отверстия не нагружена при отрезке. Ускоренный износ этого сектора кромки вызывает постепенное увеличение неперпендикулярности среза оси заготовки, т.е. к отрезке заготовки с наклонными торцами и увеличением длины ее, причем наклон торцов придет к контактированию диаметрально противоположных точек торца в начальной стадии осадки конца заготовки. Такой контакт может привести к развороту заготовки в матрице и взаимодействие с поверхностью пуансона создает в материале заготовки произвольные по величине и направлению усилия деформации стержня, а также произвольно расположенные участки головки с разной степенью упрочнения вследствие нагортовки при деформации. В известном способе не оговорена установка шлицеобразующего элемента пуансонов, что также создает возможность произвольного их расположения. Формирование головки с произвольным расположением зон различной степени нагортованности металла и несогласованное с ними расположение шлицеобразующего элемента пуансонов существенно снижает стойкость их.
Изобретение решает задачу увеличения стойкости пуансона путем ограничения неперпендикулярности торцов заготовки и расположения шлицеобразующего элемента, согласованного с направлением "течения" металла для разделения силового поля в материале на симметричные относительно шлицеобразующего элемента части.
Задача решается тем, что от прутка отрезают мерную заготовку в отрезной матрице и, установив ее в рабочее отверстие высадочной матрицы, предварительно формируют головку и паз на ней, затем окончательно высаживают головку со шлицем, при этом периодически контролируют, например, в режиме ручной высадки процесс отрезки заготовки и разворачивают вокруг своей оси отрезную матрицу на угол, равным или более работающего сектора рабочего отверстия ее, определяя момент очередного разворота по величине неперпендикулярности торцов оси заготовки, при этом производят заточку кромки ножа, а шлицеобразующий элемент пуансонов (предварительного и/или окончательного) устанавливают в плоскости, проходящей через оси матриц в направлении перемещения отрезного ножа.
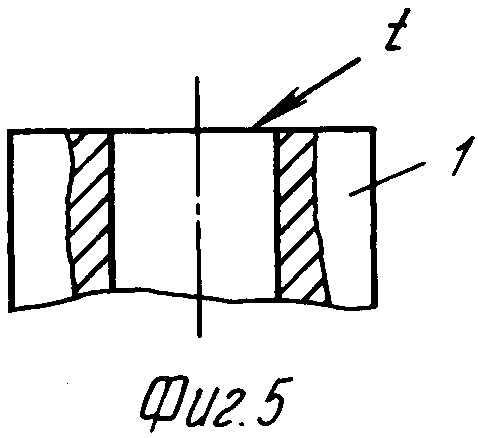
После отработки всех секторов кромки рабочего отверстия отрезной матрицы ее снимают с автомата, производят заполировку торца до восстановления острой кромки рабочего отверстия, устанавливают матрицу в автомат и используют ее при высадке деталей с периодическим разворотом матрицы и восстановлением ее торца.
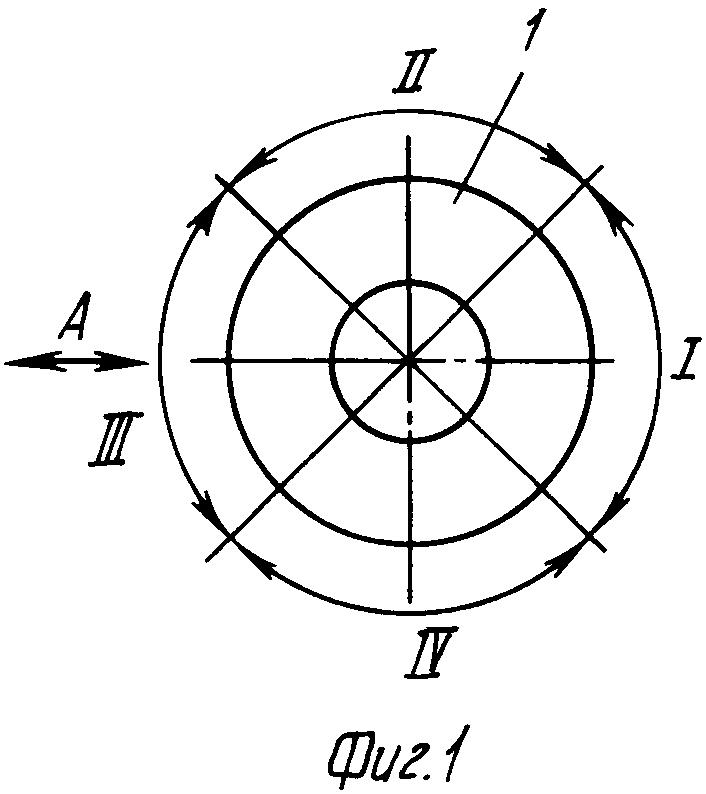
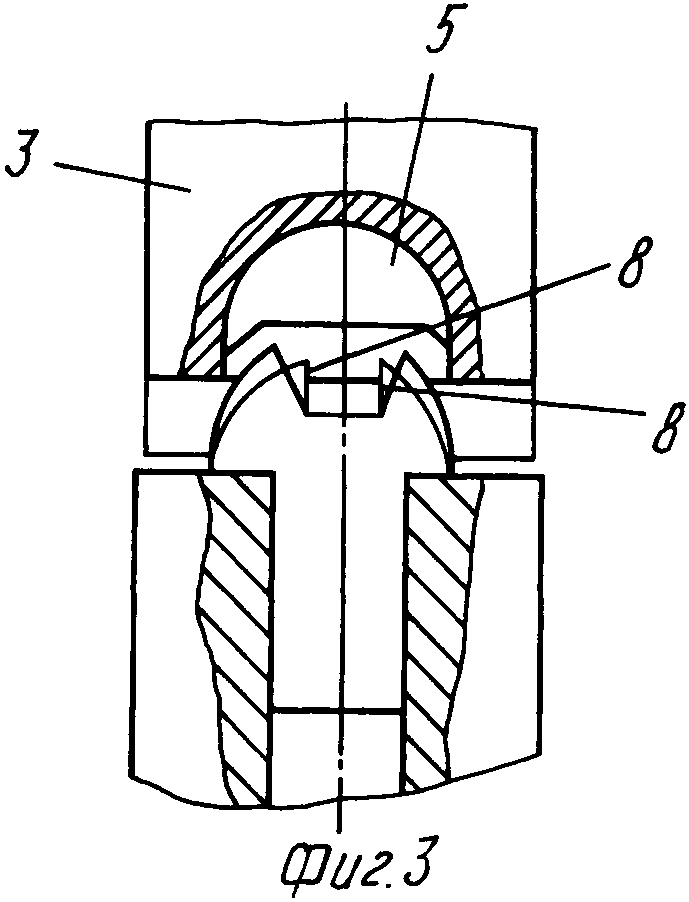
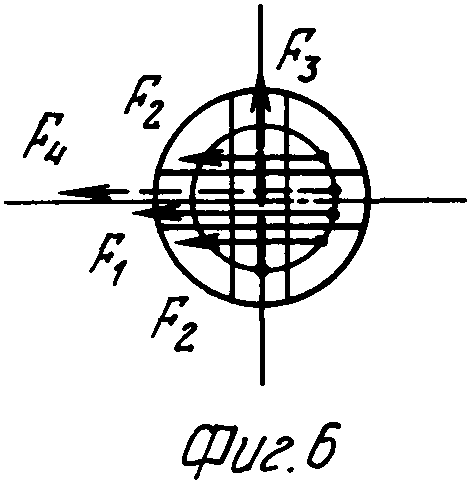
На фиг. 1 изображены работающие при отрезке сектора кромки рабочего отверстия отрезной матрицы; на фиг. 2 - предварительная высадка пуансоном с пазообразующим элементом; на фиг. 3 - окончательная высадка головки и шлица на ней; на фиг. 4 - предварительная высадка головки пуансоном без пазообразующего элемента (тонкими линиями на них изображены головки в конечной стадии, условно повернутые на фиг. 2 и 3 на 90о); на фиг. 5 - торец t отрезной матрицы, восстановленный после срабатывания всех секторов кромки рабочего отверстия; на фиг. 6 - направление напряжений в материале головки при высадке (тонкими линиями показано возможное самое неблагоприятное расположение пазообразующего (шлицеобразующего) элемента и величина действующих при этом усилий).
Способ осуществляют следующим образом. При наладке автомата отрезную матрицу 1 (фиг. 1) первоначально устанавливают на холодновысадочный автомат произвольно и фиксируют ее с помощью известных средств. Предварительный 2 и окончательный 3 пуансоны устанавливают, располагая пазо- и шлицеобразующий элементы 4 и 5 в плоскости перемещения ножа (по стрелке А). Проверив в режиме ручной высадки правильность наладки, включают автоматический режим и высаживают детали с периодической проверкой перпендикулярности торцов 6 (или длину l заготовки). Воздействие ножа на пруток по стрелке А воспринимается сектором 1 кромки рабочего отверстия. В конце цикла использования сектора (например, на 3-4 смену) этот сектор затупится в торцы заготовки станут неперпендикулярными оси и контактирование пуансона с заготовкой начнется с деформации торцом пазообразующего элемента 4 самой "высокой" точки торца заготовки, постепенно вовлекающее в этот процесс остального сечения, причем в процессе осадки торец элементом делится на части симметрии относительно элемента с усилиями, направленными по стрелкам F1, F2 (фиг. 6).
Пазообразующий элемент 4 (фиг. 2, 3) образует на предварительной головке паз с наклонными стенками 7, а шлицеобразующий элемент 5 пуансона окончательного 3 обеспечит формирование стенок 8 шлица, параллельных друг другу. При очередном контроле в режиме ручной высадки в случае превышения неперпендикулярности торцов 6 оси заготовки или длины l ее установленного предела, определенного посредством набора статистики в предыдущих высадках, отрезную матрицу 1 разворачивают, например по часовой стрелке и фиксируют в рабочем положении сектор 11 ее и затачивают нож автомата, после чего продолжают высадку с периодическим контролем неперпендикулярности торцов заготовки, разворотом для установки в рабочее положение очередного сектора.
В случае предварительной высадки головки пуансоном без пазообразующего элемента предварительный пуансон 9 (фиг. 4) устанавливают и фиксируют первоначально в произвольном положении, а шлицеобразующий элемент 5 окончательного пуансона устанавливают в плоскости перемещения ножа и оси заготовки к высадочной матрице. Предварительным пуансоном 9 формируют головку, в которой шлицеобразующим элементом 5 окончательного пуансона 3 формируют шлиц и окончательные размеры головки (фиг. 4 и 3). При этом контролируют неперпендикулярность торцов 6 заготовки и при необходимости разворачивают отрезную матрицу на очередной сектор. Распределение напряжений в металле и действующих на шлицеобразующий элемент 5 усилий будет таким же как описано выше, только величина сил несколько уменьшится вследствие "выравнивания" торцов на предварительном формировании головки и создания зон различной нагартованности (фиг. 6).
По серийной технологии наладку производят следующим образом. Предварительный пуансон устанавливают и фиксируют в произвольном положении, так как он не имеет шлицеобразующего элемента, а шлицеобразующий элемент окончательного пуансона может оказаться в положении, перпендикулярном прямой, соединяющей оси отрезной и высадочной матриц, или движению ножа направление действующих на элемент усилий, действующих на шлицеобразующий элемент окончательного пуансона будут соответствовать направлению штриховых стрелок на фиг. 6 - F3 и F4. Перпендикулярное элементу направление F4, предопределяет быстрое разрушение его и пуансона в целом.
Таким образом, изобретение позволяет увеличить стойкость инструмента, в частности, шлицеобразующих элементов предварительного и окончательного пуансонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Способ наладки узла пуансона | 1990 |
|
SU1729678A1 |
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |


Использование: обработка металлов давлением, в частности холодная высадка стержневых деталей с головкой. Сущность изобретения: для высадки от прутка отрезают мерную заготовку в отрезной матрице /М/. В высадочной матрице формируют предварительную головку /Г/ и паз на ней с наклонными стенками. Затем высаживают окончательную Г со шлицем, при этом контролируют неперпендикулярность торцов заготовки. При превышении неперпендикулярности допустимой величины разворачивают М на угол, равный или более работающего при отрезке сектора отверстия М. После полного поворота М и притупления всей кромки производят восстановление острой кромки М с последующим ее использованием при высадке Г детали. 1 з.п. ф-лы, 6 ил.
| Способ высадки | 1984 |
|
SU1328046A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
