(54) СПОСОБ ОБРАБОТКИ ЗУБЬЕВ БОРФРЕЗЫ
; 1
Изобретение относится к металлообработке и может быть использовано для изготовления борфрез с групповыми спиральными зубьями.
Pi3BecTeH способ изготовления зубьев борфрезы, при котором борфрезе сообщают винтовое движение и движение деления.
Способ имеет низкую производительность в связи с тем, что все разноименные зубья борфрезы обрабатывают по отдельности, так как инструмент для осуществления способа представляет собой шлифовальный круг, рабочая поверхность которого имеет один угловой профиль 1.
Целью изобретения является увеличение производительности при изготовлении канавок борфрезы.
Эта цель достигается благодаря тому, что нарезание группы зубьев борфрезы производят многониточным шлифовальным кругом, вершину первого зуба которого располагают в плоскости, проходящей через пентр сферы борфрезы, при этом винтовое движение осуществляют перемещением борфрезы вдоль оси круга и в плоскости, проходящей через ось борфрезы перпендик лярно оси круга.
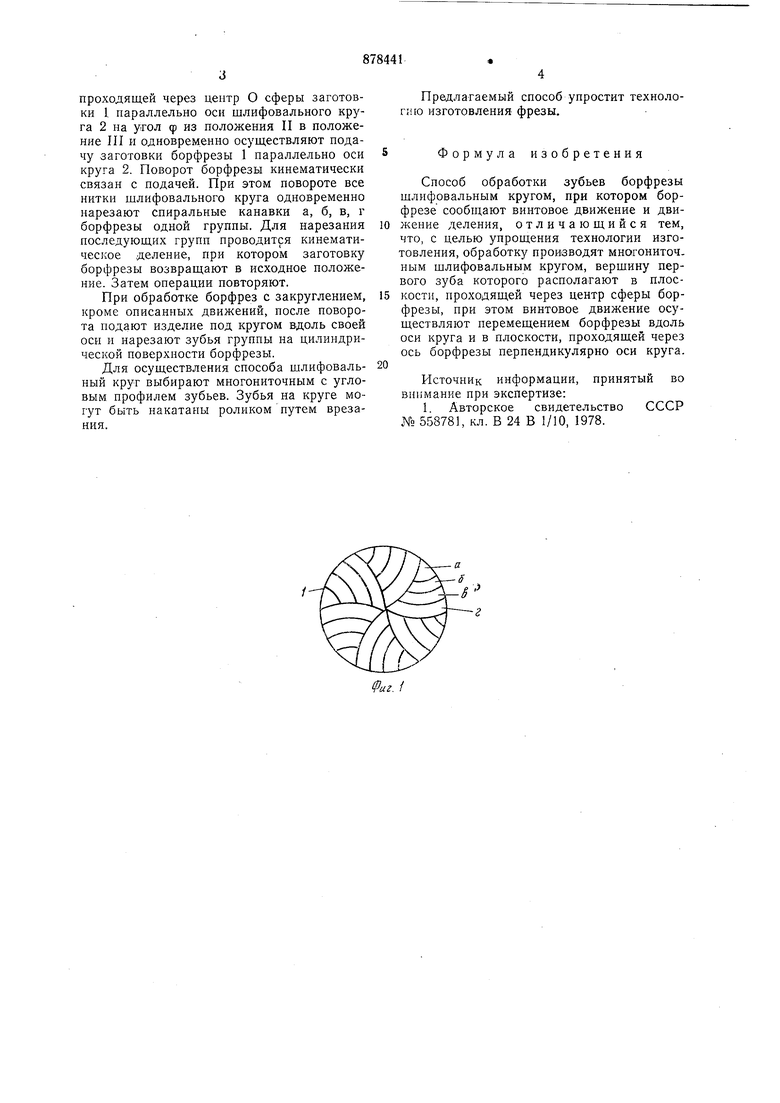
На фиг. 1 схематически показана борфреза с групповым зубом; на фиг. 2 -
схема обработки групповых канавок сферической борфрезы многониточным шлифовальным кругом; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - последовательное положение борфрезы в процессе обработки. Способ изготовления борфрезы 1 с групповым зубом состоит в том, что нарезание канавок, а, б, в, г одной группы осуществляют многониточным шлифовальным кру10гом 2, количество ниток которого равно количеству канавок в одной группе борфрезы.
Вершину зубьев д круговых ниток располагают, например на цилиндрической
15 поверхности шлифовального круга 2.
Вершину крайнего зуба многониточного шлифовального круга 2 располагают в плоскости I, проходящей через центр О сферы заготовки борфрезы I, и осуществ20ляют равномерное вращение круга и заготовки борфрезы 1 вокруг своей оси Oi-
Оь
Производят врезание заготовки борфрезы относительно круга 2 так, чтобы верши25 на зуба совпадала с плоскостью, проходящей через центр сферы О заготовки борфрезы.
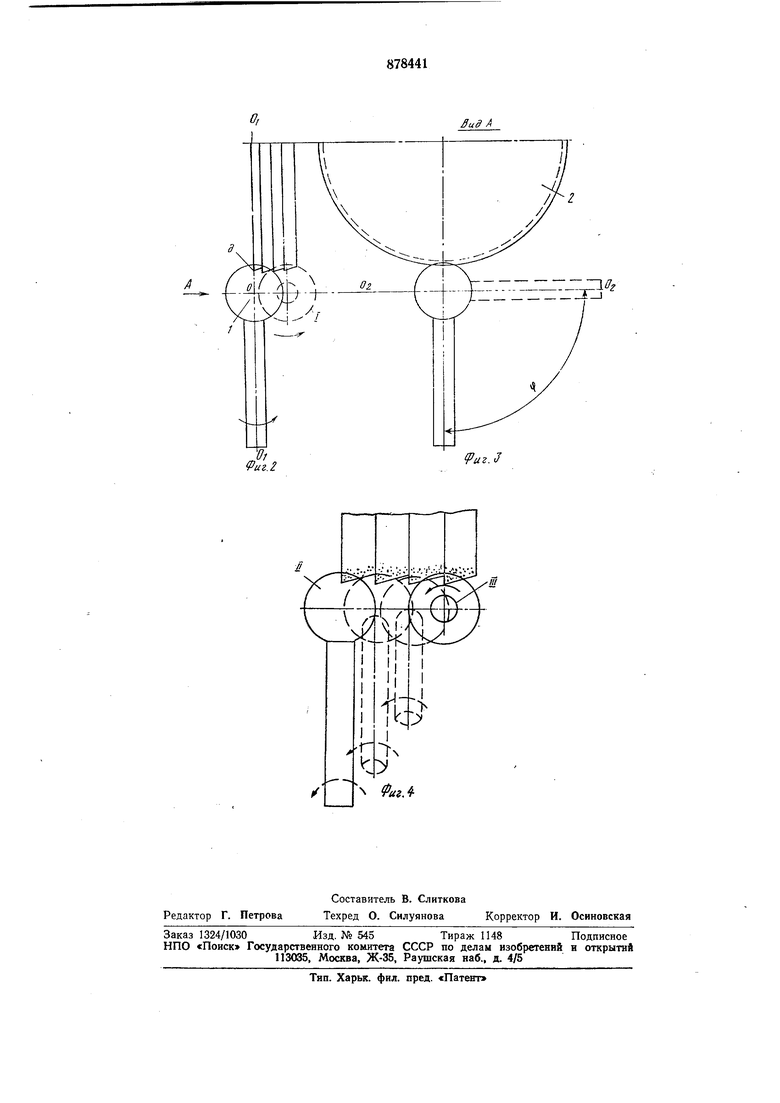
Одновременно с вращением круга 2 и
заготовки борфрезы 1 производят поворот
30 заготовки борфрезы 1 вокруг оси Ог-02,
проходящей через центр О сферы заготовки 1 параллельно оси шлифовального круга 2 на угол ф из положения II в положение III и одновременно осуществляют подачу заготовки борфрезы 1 параллельно оси круга 2. Поворот борфрезы кинематически связан с подачей. При этом повороте все ниткн шлифовального круга одновременно нарезают спиральные канавки а, б, в, г борфрезы одной группы. Для нарезания последующих групп проводится кинематическое деление, при котором заготовку борфрезы возвращают в исходное положение. Затем операции повторяют.
При обработке борфрез с закруглением, кроме описанных движений, после поворота подают изделие под кругом вдоль своей оси и нарезают зубья группы на цилиндрической поверхности борфрезы.
Для осуществления способа щлифовальный круг выбирают многониточным с угловым профилем зубьев. Зубья на круге могут быть накатаны роликом путем врезания.
Предлагаемый способ упростит технологию изготовления фрезы.
5Формула изобретения
Способ обработки зубьев борфрезы шлифовальным кругом, при котором борфрезе сообщают винтовое движение и движение деления, отличающийся тем, что, с целью упрощения технологии изготовления, обработку производят многониточ. ньш щлифовальным кругом, вершину первого зуба которого располагают в плоскости, проходящей через центр сферы борфрезы, при этом винтовое движение осуществляют перемещением борфрезы вдоль оси круга и в плоскости, проходящей через ось борфрезы перпендикулярно оси круга.
Источник информации, принятый
во внимание при экспертизе:
1. Авторское свидетельство СССР № 558781, кл. В 24 В 1/10, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления борфрезы | 1974 |
|
SU558781A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ МНОГОНИТОЧНЫМ КРУГОМ | 1999 |
|
RU2165340C1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| Способ многониточного резьбошлифования | 1981 |
|
SU975397A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
Бид А
IPuzJ
