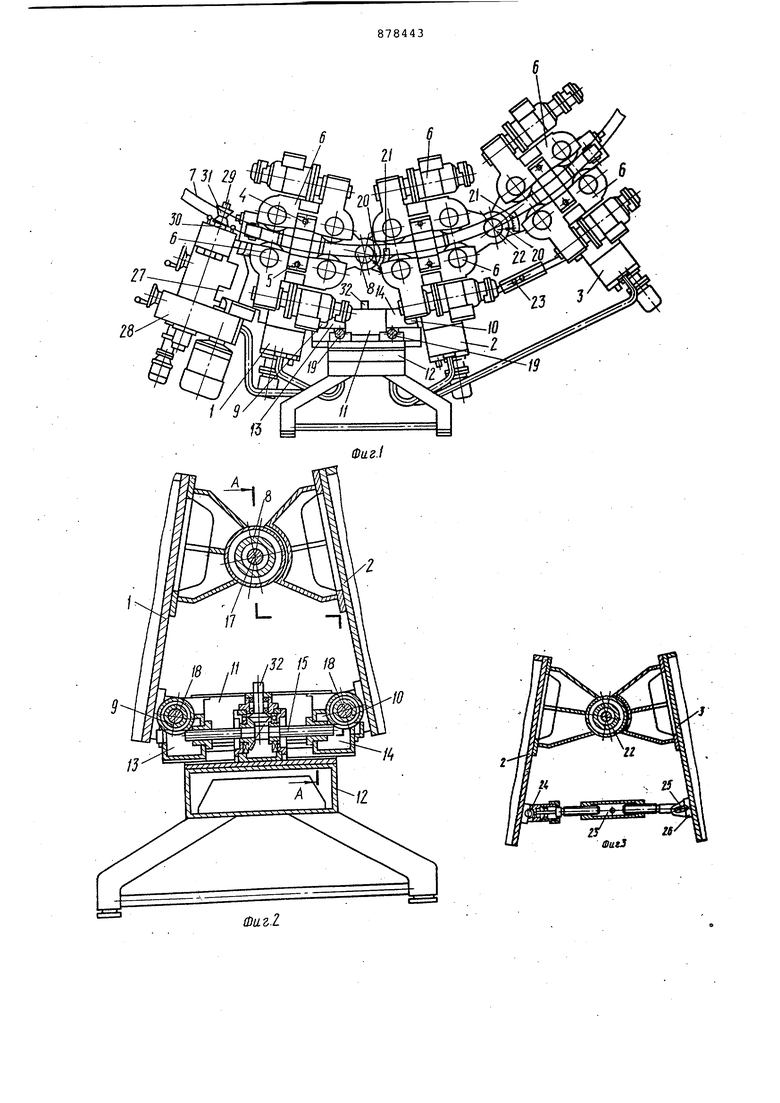
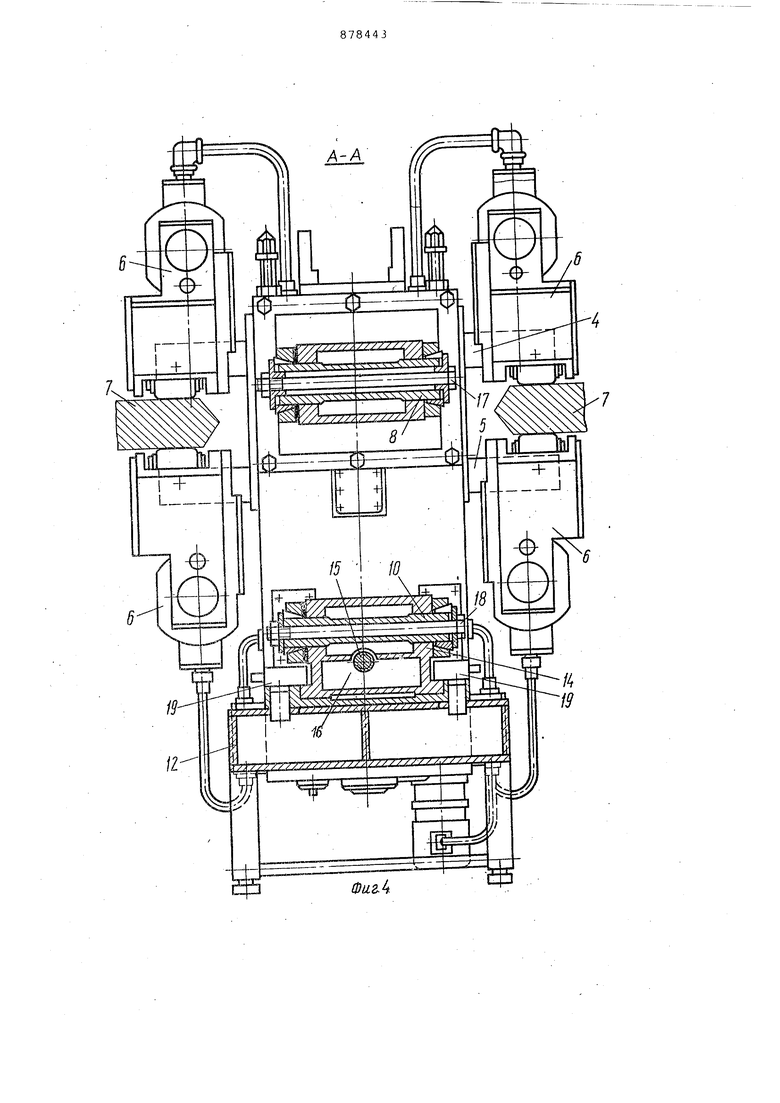
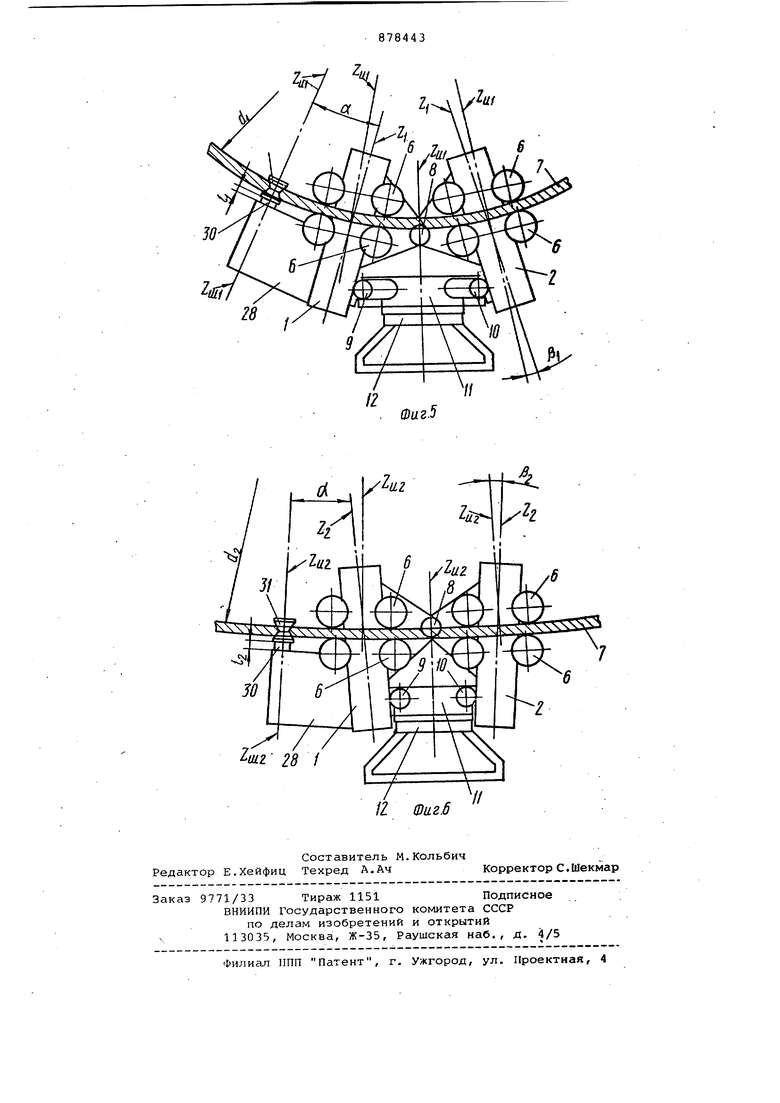
Изобретение относится к стзнкост роению, а именно- к передвижным станкам, предназначенным для обработки под сварку кольцевых кромок обшивки двух стыкуемых крупногабаритных неподвижных цилиндрических и конических горизонтально расположенных изде лий . Известен станок по авт. св. 745603, включающий корпус с поперечными направляющими, фрезерные го ловки, которые размещены в передней части корпуса, при этом по обе сторо ны корпуса установлены две пары само ходных тележек, обжимающих обшивку цилиндров снаружи и 1знутри l. Однако в этомстанке в силу жест кого, выполнения корпуса тележки не могут разворачиваться друг относительно друга, поэтому он позволяет обрабатывать изделия только одного диаметра. Цель изобоетения - расширение те нологических, возможностей. Для этого корпус выполнен из уст новленных с возможностью поворота друг относительно друга частей. Час ти корпуса соединены между собой осью, а механизм их поворота выполнен в виде установленных с возможностью перемещения относительно корпуса, связанных с последним через оси, ползунов, соединенных между собой винтом. На фиг. 1 представлен станок,общий вид; на фиг. 2 - место соедине ния частей корпуса, продольный разрез- на фиг. 3 - станок в месте сое- . динения корпуса с блоком самоходных тележек, продольный разрез; на фиг. 4 - разрез А-А на фиг. 2; . 5схема станка, установленного на йздеЛИИ диаметром 4 м; на фиг. 6 - схема станка, установленного на изделии диаметром 25 м. Станок включает корпус, состоящий из двух частей 1 и 2, соединенный с блоком 3 самоходных тележек. По бокам корпуса и блока на концах коромысел 4 и 5 установлены самоходные тележки 6, обжимающие обшивку изделий 7 снаружи и изнутри. Части корпуса 1 и 2 соединены между собой поворотной осью 8 и-через поворотные оси 9 и ГО-механизмом поворота 11, включающим установленные на направляющих подставки 12 ползуны 13 и 14, которые связаны между собой винтом 15, установленным в редукторе 16. Устройства 17 и 18, предназначенные для выборки зазора в поворотных осях 8, 9 и 10, в сочет.ании с зажима ми 19 ползунов 13 и 14 обеспечивают жесткое беззазорное соединение частей корпуса 1 и 2. Перемещение в нап равляющих подставки 12 ползунов 13 к 14 обеспечивает разворот частей корпуса блоков 1 и 2 на диаметр обрабатываемых изделий. На торцовой поверх ности поворотной -оси 8 установлен ук затель 20, указывающий по шкале 21 диаметр изделия, на который настроен .станок. Подставка 12 с ползунами 13 и 14 является одновременно основанием установки станка в нерабочем поло жении. Часть 2 и блок 3 соединены между собой поворотной осью 22 и талрепом 23. Конструкция поворотной оси 22 ана логична поворотной оси 8 с той лишь разницей, что в ней отсутствует устройство для выборки зазора 17. Талреп 23 соединен с частью корпу са 2 осью 24, ас блоком 3-пальцем 25, расположенным в пазу вилки 26. На торце поворотной оси 22 так же, как и оси 8, установлен указатель 20 разворота блока 3 по шкале 21 на диа метр обрабатываемого изделия. На поперечных направляющих 27 час ти корпуса 1 расположены фрезерные головки 28. Шпиндели 29 фрезерных головок установлены в пинолях 30.На .шпинделях 29 установлены фрезы 31. Пиноли со шпинделями имеют возможность осевого перемещения и распола гаются.в радиальном направлении обра батываемых изделий под углом оС к части корпуса-1; Настройка станка на требуемый диа метр обрабатываемых изделий выполняется следующим образом. Вращением за четырехгранник вала 32 осуществляют перемещение ползунов 13 и 14 в направляющих подставки 12 с одновременным разворотом частей 1 и 2 вокруг поворотной оси 8 до тех пор-, пока указатель 20 не совместится с делением на шкале 21, соответст вующим диаметру обрабатываемых изделий. При этом, независимо от диаметра, на который устанавливается станок (фиг. 5 и 6), ось Zlua шпин деля 29, установленного в пиноли 30 фрезерной головки 28, располагается в радиальной плоскости Zi изделия 7, что является необходимым условием при Х-образной разделке кромок. Вылеты пинолей 30 и корпуса фрезерной головки 28 практически равны. Незначительное отклонение частей корпуса 1 и Zj от радиальной плоскости изделия Zд на углы Р) +4° и |Ъ„ -4 и вызванный этим незначительный перенос самоходных те лежек практически це влияют на эФФек ;тивность работы зажима самоходных те лежек. Поэтому такое положение частей корпуса на изделии можно считать, практически радиальным. Так как на диаметрах изделия 4 м и 25 м части корпуса располагаются в разные стороны от радиальной плоскости на равный угол р и р,, то на диаметрах изделия, расположенного внутри этого диапазона, величина их углового разворота относительно радиальной плоскости будет еще меньше. После разворота частей корпуса 1 и 2 устройствами 17, 18 и зажимами 19 выбирают зазоры в поворотных осях В, 9, 10 в направляющих между ползунами 13, 14 и подставкой 12. Этим обеспечивают фиксированное беззазорное соединение частей 1 и 2. При развороте блока 3 на диаметр обрабатываемого изделия талрепом 237 -закрепленный на талрепе палец 25 упирается в правую поверхность паза вилки 26. После установки станка на изделие палец 25 выставляется в середину паза вилки 26 и тем самым блок 3 имеет возможность самоустанавливаться при перемещении по изделию, т.е. разворачиваться на угол, определяемый величиной зазора в пазе между пальцем 25 и вилкой 26. Соединение и фиксация части 2 с частью 1, на которой установлены фрезерные головки 28 со шпинделями 29, поворотной осью 8 и механизмом разворота 11 позволяет устанавливать шпиндели 29 и части корпуса 1 и 2 в радиальную плоскость обрабатываемых изделий в широком диапазоне диаметров, т.е. от 4 м до 25 м. Формула изобретения 1.Самоходный фрезерный станок по авт. св. № 745603, отличающийся тем, что, с целью расширения технологических возможностей, корпус выполнен из установленных с возможностью поворота друг относительно друга частей. 2.Станок по п. 1, отличающий с я тем, что части корпуса соединены между собой посредством оси. 3.Станок по п. 1, о т л и ч а ющ и и с я тем/ что механизм поворота частей корпуса выполнен в виде установленных с возможностью перемещения относительно корпуса, связанных с последним через оси, ползунов, соединенных между собой винтом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 745603, кл. В 23 С 3/12, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоходный фрезерный станок | 1978 |
|
SU753559A1 |
| Самоходный фрезерный станок | 1978 |
|
SU878444A2 |
| Самоходный фрезерный станок | 1977 |
|
SU745603A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ПЛОСКОСТЕЙ КОРПУСНЫХ ДЕТАЛЕЙ | 1967 |
|
SU204095A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |