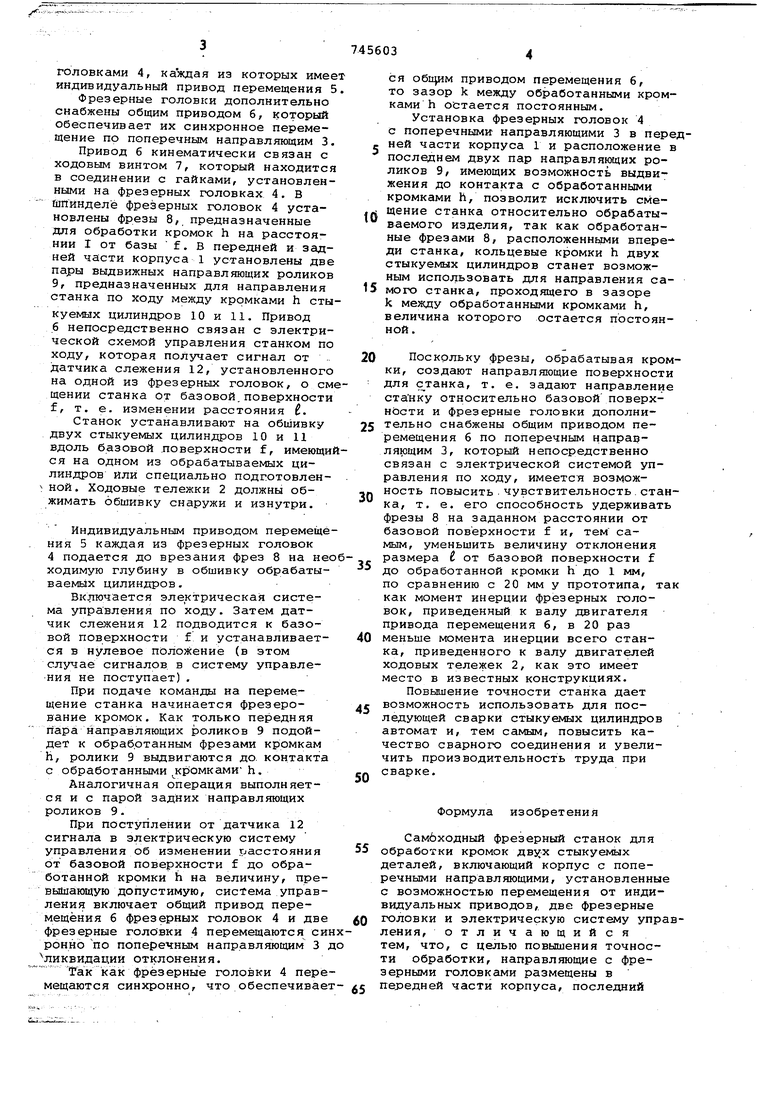
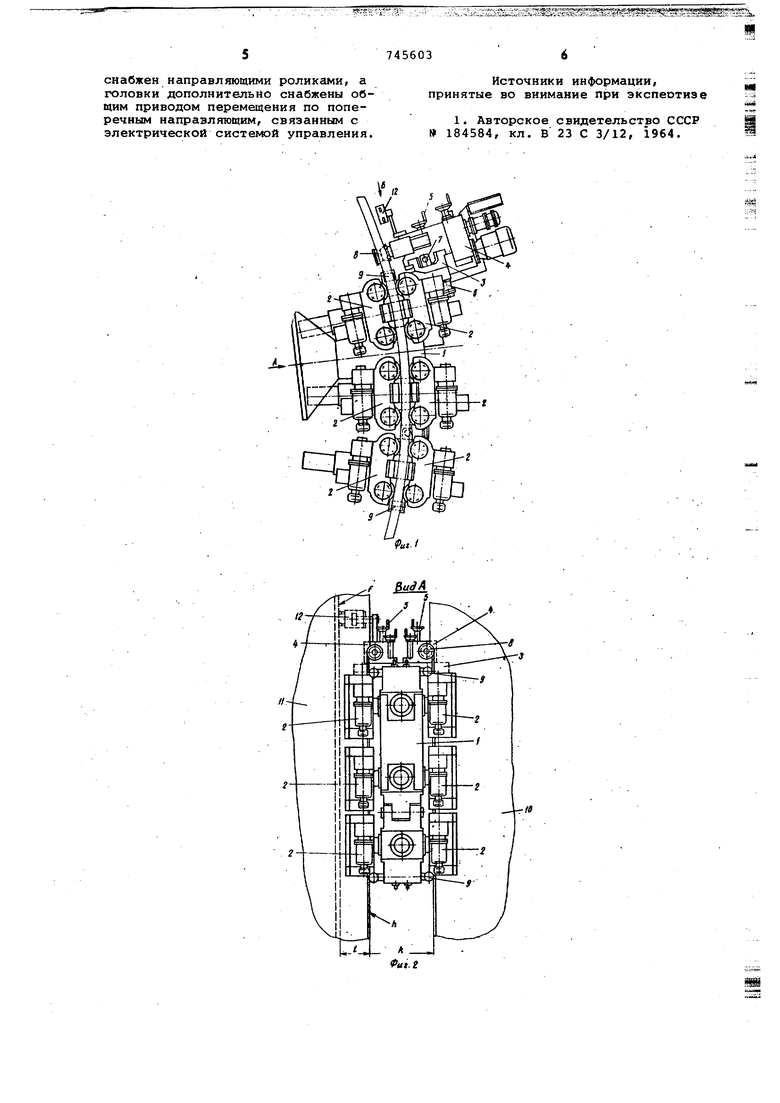
(54) САМОХОДНЫЙ ФРЕЗЕРНЫЙ СТАНОК Изобретение относится к станкостроению, а более конкретно к перед вижным станкам, предназначенным для обработки под сварку кольцевых кромок обшивки двух стыкуемых крупногабаритных неподвижных цилиндрических изделий, ось которых расположена горизонтально. Известны станки подобнЬго назначения, включающие корпус с поперечными направляющими, установленными на них с возможностью перемещения от индивидуальных приводов двумя фрезерными головками, и электрическую систему управления 1 . К недостаткам известных станков следует отнести то, что система слежения агрегата по ходу сложна, так как требуется обеспечение синхронной работы всех двигателей пос;тоянного TOKii привода самоходных тележек, а это возможно только при наличии самостоятельного источника питания на каждую тележку. Высокий момент инерции всего ста ка, приведенный к валу двигателей с моходных тележек (по сравнению с моментом инерции фрезерных головок) а также отсутствие направления стан по ходу приводят к тому, что непараллельность обработанной кромки относительно базовой поверхности достигает/ 20 мм. Такая точность обработки допустима при последуюцей ручной сварке стыкуемых цилиндров, но недостаточна при сварке стыкуемых цилиндров автоматами. С целью повышения точности обработки в описываемом станке направляющие с фрезерными головками размещены в передней части корпуса,последний снабжен направляющими роликами, а головки дополнительцо снабжены общим приводом перемещения по поперечным направляющим, связанным с электрической системой управления. На фиг. 1 представлен общий вид предлагаемого станка; на фиг. 2 вид А Фиг. If на фиг 3 - вид Б фиг.1 Станок включает корпус 1, по обе стороны которого шарнирно установлены самоходные тележки 2, обжимающие обшивку цилиндров снаружи и изнутри. В передней части корпуса 1 установлены поперечные направляющие 3 с расположенными на них фрезерными
головками 4, каждая из которых имеет индивидуальный привод перемещения 5.
Фрезерные головки дополнительно снабжены общим приводом б, который обеспечивает их синхронное перемещение по поперечным направляющим 3. Привод 6 кинематически связан с ходовым винтом 7, который находится в соединении с гайками, установленными на фрезерных головках 4. В шпинделе фрезерных головок 4 установлены фрезы 8, предназначенные для обработки кромок h на расстоянии I от базы f. в передней и задней части корпуса 1 установлены две пары выдвижных направляющих роликов 9, предназначенных для направления станка по ходу между кромками h стыкуемых цилиндров 10 и 11. Привод б непосредственно связан с электрической схемой управления станком по ходу, которая получает сигнал от датчика слежения 12, установленного на одной из фрезерных головок, о смещении станка от базовой.поверхности f, т. е. изменении расстояния .
Станок устанавливают на обшивку двух стыкуемых цилиндров 10 и 11 вдоль базовой поверхности f, имеющийся на одном из обрабатываемых цилиндров или специально подготовлен- . ной. Ходовые тележки 2 должны обжимать обшивку снаружи и изнутри.
Индивидуальным приводом перемещения 5 каждая из фрезерных головок 4 подается до врезания фрез 8 на необходимую глубину в обшивку обрабатываемых цилиндров.
Включается электрическая система управления по ходу. Затем датчик слежения 12 подводится к базовой поверхности f и устанавливается в нулевое положение (в этом случае сигналов в систему управления не поступает) .
При подаче команды на перемещение станка начинается фрезерование кромок. Как только передняя пара направляющих роликов 9 подойде к обработанным фрезами кромкам h, ролики 9 выдвигаются до. контакта с обработанными кромками h.
Аналогичная операция выполняется и с парой задних направляющих роликов 9.
При поступлении от датчика 12 сигнала в электрическую систему управления об изменении расстояния от базовой поверхности f до обработанной кромки h на величину, превышающую допустимую, система управления включает общий привод перемещения 6 фрезерных головок 4 и две фрезерные голОвки 4 перемещаются синхронно по поперечным направляющим 3 до ликвидации отклонения. Так кзк фрезерные головки 4 перемещаются синхронно, что обеспечивается приводом перемещения б, то зазор k между обработанными кромками h остается постоянным.
Установка фрезерных головок 4 с поперечными направляющими 3 в перед. ней части корпуса 1 и расположение в последнем двух пар направляющих роликов 9, имеющих возможность выдвижения до контакта с обработанными кромками h, позволит исключить сме. щение станка относительно обрабатываемого изделия, так как обработанные фрезами 8, расположенньми впереди станка, кольцевые кромки h двух стыкуемых цилиндров станет возможным использовать для направления самого станка, проходящего в зазоре k между обработанными кромками h, величина которого остается постоянной.
0 Поскольку фрезы, обрабатывая кромки, создают направляющие поверхности : для с танка, т. е, задают направление станку относительно базовой поверхности и фрезерные головки дополнительно снабжены общим приводом перемещения б по поперечным напрадляющим 3, который непосредственно связан с электрической системой управления по ХОДУ, имеется возможность повысить чувствительность.станка, т. е. его способность удерживать фрезы 8 на заданном расстоянии от базовой поверхности f и, тем самым, уменьшить величину отклонения размера от базовой поверхности f
до обработанной кромки h до 1 мм,
по сравнению с 20 мм у прототипа, так как момент инерции фрезерных гчэловок, приведенный к валу двигателя привода перемещения б, в 20 раз
0 меньше момента инерции всего станка, приведенного к валу двигателей ходовых тележек 2, как это имеет место в известных конструкциях.
Повышение точности станка дает возможность использовать для последующей сварки стыкуемых цилиндров автомат и, тем самым, повысить качество сварного соединения и увеличить производительность труда при сварке.
Формула изобретения
Самбходный фрезерный станок для обработки кромок двух стыкуемых деталей, включающий корпус с поперечными направляющими, установленные с возможностью перемещения от индивидуальных приводов,, две фрезерные головки и электрическую систему управления, отличающийся тем, что, с целью повышения точности обработки, направляющие с фрезерными головками размещены в передней части корпуса, последний
снабжен направляющими роликс1ми, a головки дополнительно снабжены общим приводом перемещения по поперечным напразляющим, связанным с электрической системой управления.
745603
Источники информации, принятые во внимание при экспеотизе
1. Авторское свидетельство СССР 184584, кл. В 23 С 3/12, 1964.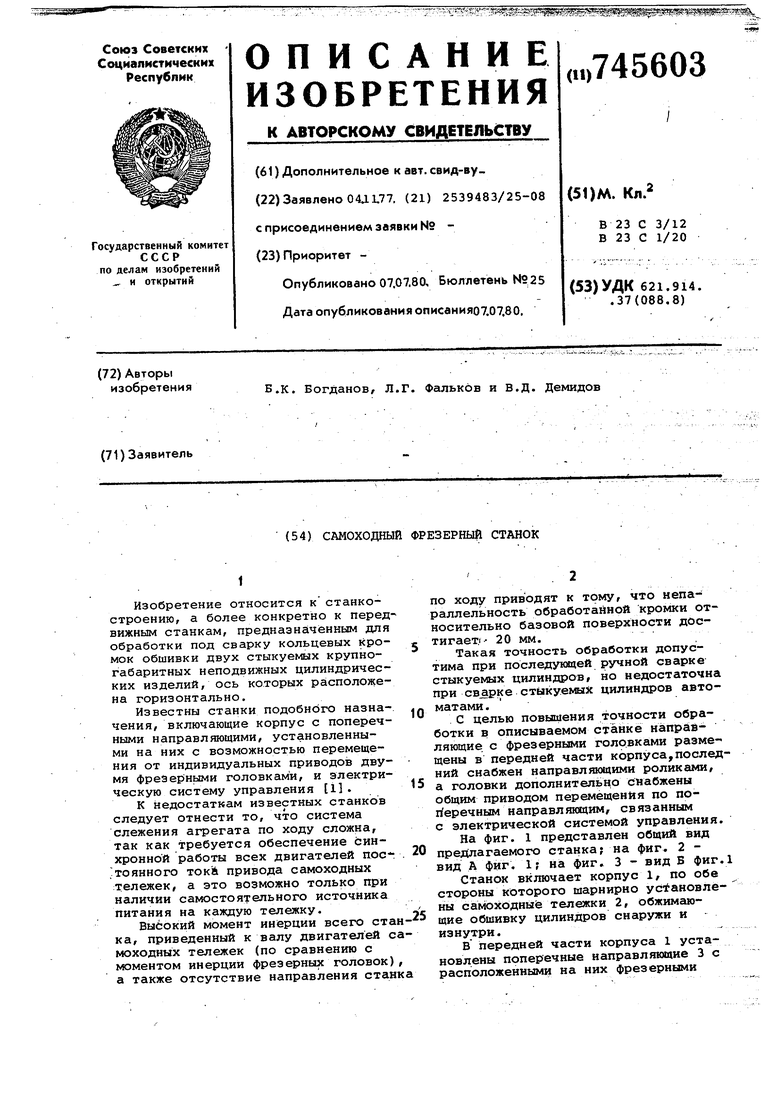
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоходный фрезерный станок | 1978 |
|
SU878444A2 |
| Самоходный фрезерный станок | 1978 |
|
SU878443A2 |
| Самоходный фрезерный станок | 1977 |
|
SU878442A2 |
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛИТ ИЗ ВСПЕНЕННОГО МАТЕРИАЛА | 2008 |
|
RU2388580C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| ПЕРЕНОСНОЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗКИ РЕМОНТНЫХ ОТВЕРСТИЙ И НАКЛАДОК В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 1992 |
|
RU2013189C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ГОРБЫЛЯ И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2313446C2 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
12
BadA
