Изобретение относится к области инструментального производства и касается автоматизированных устройств для профилирования червячных фрез.
Известны приборы для профилирования червячных фрез с шаблоном, установленным на вращающейся оси, расположенной перпендикулярно возвратно-поступательно перемещающемуся столу 1.
Эти приборы, содержащие контактное плато, вырабатывают две группы команд: управления вращением щаблона и связанным с ним движением стола. Прочерчивание семейства кривых, соответствующих профилю шаблона, осуществляется вручную в момент фиксированного положения шаблона и стола.
Недостатком этих приборов является то, что ручное прочерчивание снижает точность отпечатка и производительность профилирования.
Известен также прибор для профилирования червячных фрез, содержащий шаблон, установленный на вращающейся оси, расположенной перпендикулярно возвратно-поступательно перемещающемуся столу, и снабженный дополнительным устройством, выполненным в виде тяги, взаимодействующей посредством коромысла с шаблоном 2. Этот прибор позволяет за счет
сообщения дополнительных аксиальных перемещений шаблону, повысить точность профилирования в автоматическом режиме.-,.«., 5 Однако известный прибор не обеспечивает требуемую точность определения искомого профиля червячных фрез, т. к. этот профиль получается как огибающая ряда дискретных отпечатков шаблона. Кроме 10 того, наличие дополнительной кинематической связи, обеспечивающей аксиальное перемеп,ение, также сказывается на точности профилирования. В известном приборе торцы стола и прибора должны быть па15раллельны для полного и качественного получения отпечатка профиля шаблона.
Цель изобретения - повышение точMOv T;; определения профиля червячных фрез и ускорение профилирования.
20
Для достижения поставленной цели прибор дополнительно снабжен кожухом, в котором установлен источник света, направленный на шаблон, выполненный из прозрачного материала и покрытый слоем
25 светонепроницаемой пленки из краски или какого-либо другого материала, например, полимерного, а профиль на щаблоне образован тонкой линией, прочерченной на светонепроницаемом слое на глубине не ме30нее высоты этого слоя. На торце кожуха
расположены конические штифты и прокладка из эластичного материала, а на шаблоне - конические углубления.
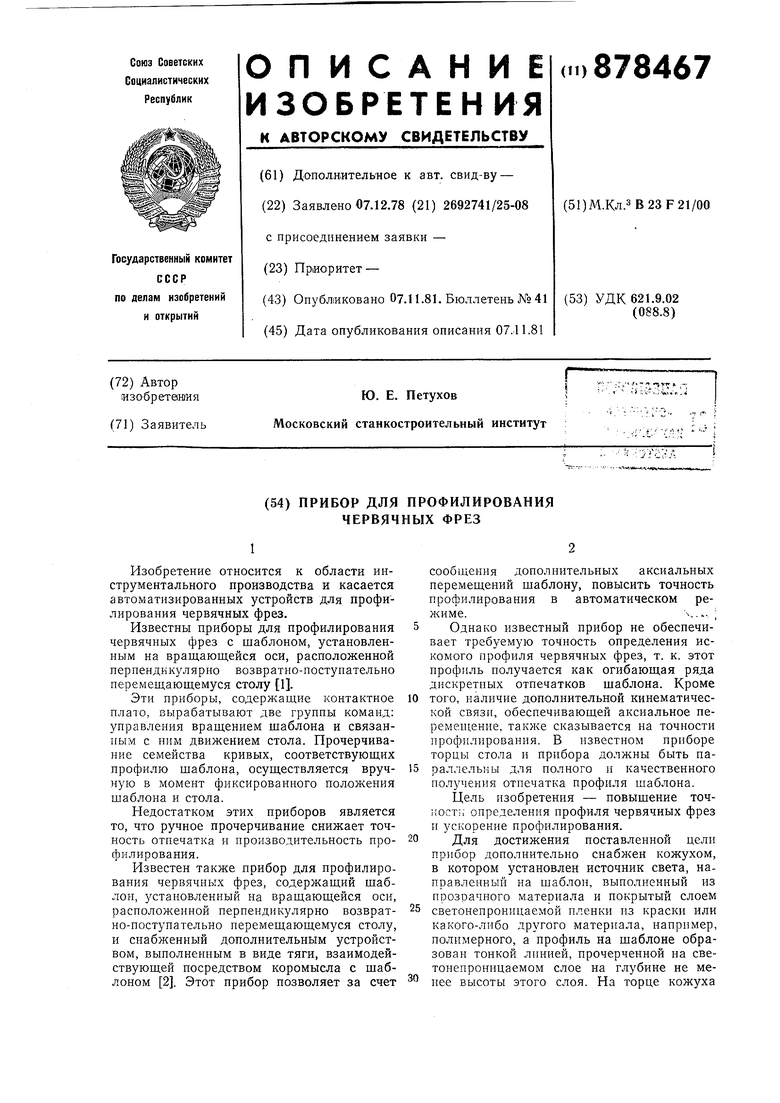
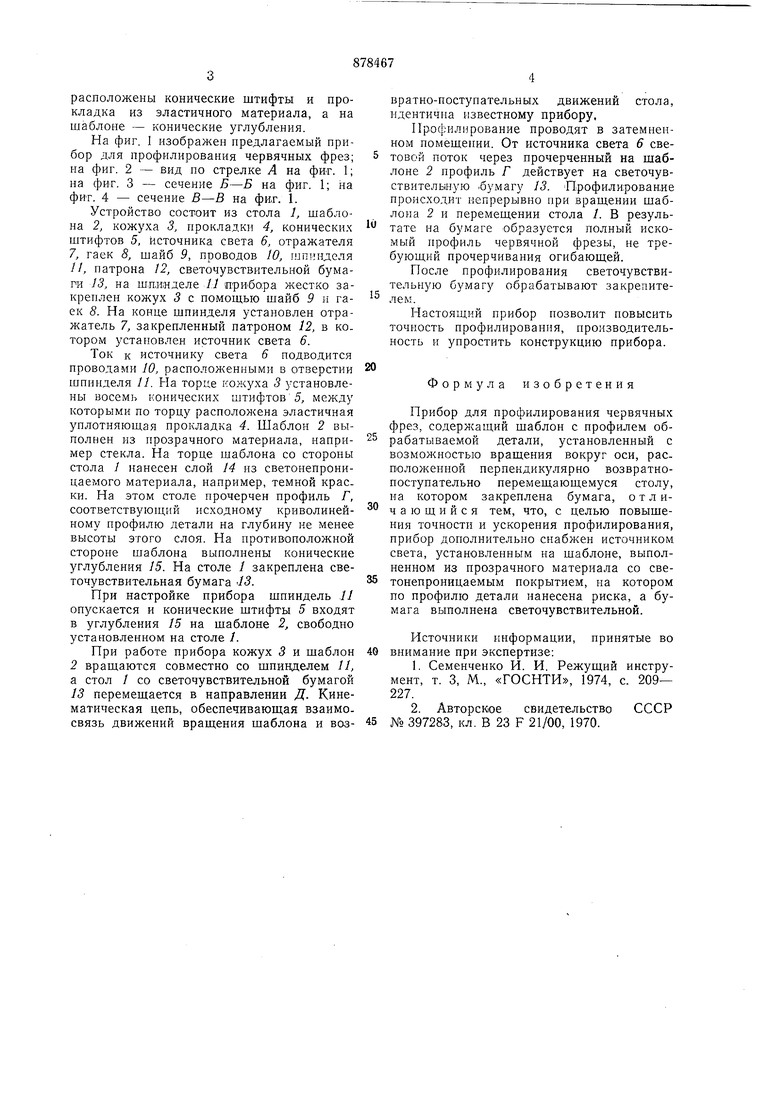
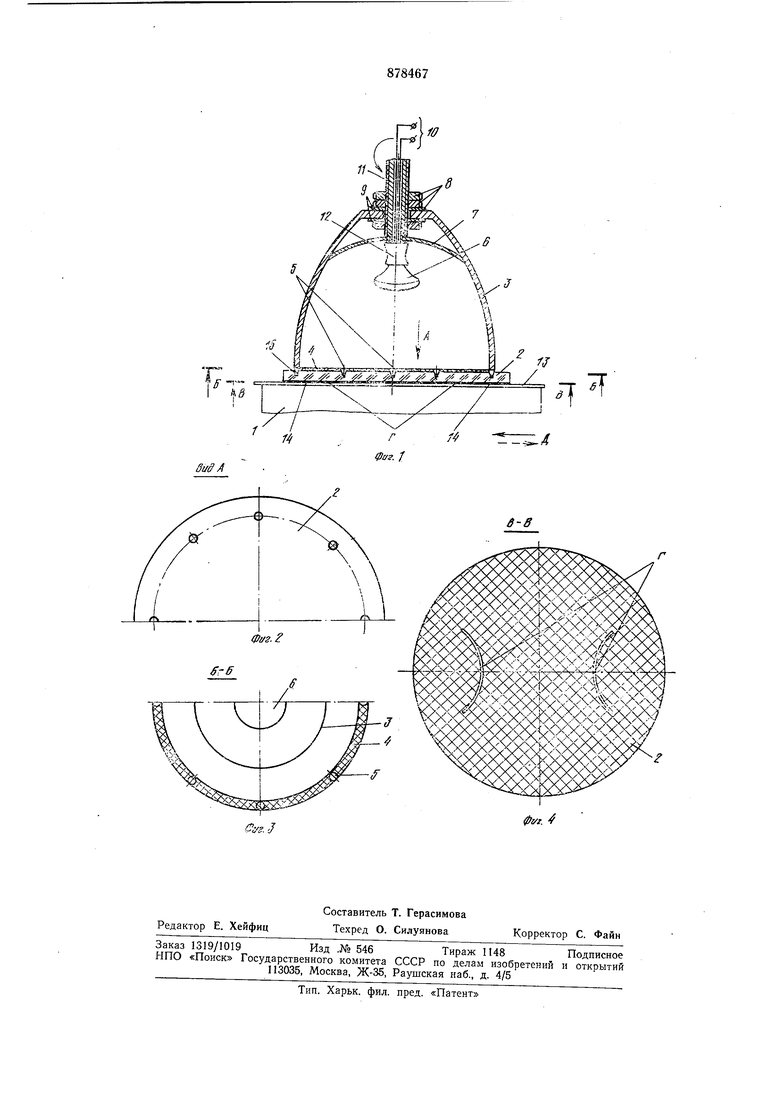
На фиг. 1 изображен иредлагаемый нрибор для профилирования червячных фрез; на фиг. 2 - вид но стрелке А на фиг. 1; на фиг. 3 - сечение В-Б на фиг. 1; на фит. 4 - сечение В-В на фиг. 1.
Устройство состоит из стола 1, шаблона 2, кожуха 5, прокладки 4, конических штифтов 5, Источника света 6, отражателя 7, гаек 8, шайб 9, проводов 10, шпинделя //, патрона 12, светочувствительной бумаги 13, на шлинделе 11 прибора жестко закреплен кожух 3 с помощью шайб 9 и гаек 8. На конце шпинделя установлен отражатель 7, закрепленный патроном 12, в котором установлен источник света 6.
Ток к источнику света 6 подводится проводами 10, расположенными в отверстии шпииделя //. На торце кожуха 3 установлены восемь конических штифтов 5, между которыми по торцу расположена эластичная уплотняющая прокладка 4. Шаблон 2 выполнен из прозрачного материала, например стекла. На торце шаблона со стороны стола / нанесен слой М из светонепроницаемого материала, например, темной краски. На этом столе прочерчен профиль Г, соответствующий исходному криволинейному профилю детали на глубину не менее высоты этого слоя. На противоположной стороне шаблона выполнены конические углубления 15. На столе / закреплена светочувствительная бумага /.
При настройке прибора щпиндель 11 опускается и конические штифты 5 входят в углубления 15 на шаблоне 2, свободно установленном на столе /.
При работе прибора кожух 5 и шаблон 2 вращаются совместно со шпинделем 11, а стол / со светочувствительной бумагой 13 перемещается в направлении Д. Кинематическая цепь, обеспечивающая взаимосвязь движений вращения шаблона и возвратно-постунательных движений стола, идентична известному прибору.
Профилирование проводят в затемненном номещеиии. От источника света 6 световой поток через прочерченный на шаблоне 2 профиль Г действует на светочувствителыную .бумагу 13. Профилирование происходит непрерывно при вращении шаблона 2 и перемещении стола /. В результате на бумаге образуется полный искомый ирофиль червячной фрезы, не требующий прочерчивания огибающей.
После профилирования светочувствительную бумагу обрабатывают закрепителем.
Настоящий прибор позволит повысить точность профилирования, производительность и упростить конструкцию прибора.
Формула изобретения
Прибор для профилирования червячных фрез, содержащий щаблон с профилем обрабатываемой детали, установленный с возмол ностью вращения вокруг оси, расположенной перпендикулярно возвратнопоступательно перемещающемуся столу, на котором закреплена бумага, отличающийся тем, что, с целью повыщения точности и ускорения профилирования, прибор дополнительно снабжен источником света, установленным на щаблоне, выполненном из прозрачного материала со светонепроницаемым покрытием, на котором по профилю детали нанесена риска, а бумага выполнена светочувствительной.
Источники информации, принятые во внимание при экспертизе:
1.Семенченко И. И. Режущий инструмент, т. 3, М., «ГОСНТИ, 1974, с. 209- 227.
2.Авторское свидетельство СССР № 397283, кл. В 23 F 21/00, 1970.