со
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОНЖЕРОНА ДЛЯ АВТОМОБИЛЯ | 2005 |
|
RU2310538C2 |
| Способ получения растровых рельефов | 1974 |
|
SU554053A1 |
| Способ фрезерования шлицевых и шпоночных пазов на внутренней поверхности втулки с использованием токарного станка | 2018 |
|
RU2677451C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| Способ настройкт ленточно-шлифовального станка | 1976 |
|
SU606715A1 |
Использование: изобретение относится к области литейного производства, в частности к изготовлению легкоплавких моделей сложнопрофильных червячных фрез. Сущность изобретения: наружную (рабочую) поверхность модели образуют методом обкатки эталонного изделия по поверхности заготовки модели, при этом эталонное изделие устанавливают на инструментальной оправке и нагревают до температуры начала размягчения модели, заготовку модели устанавливают на оправку изделия, а в зону обкатки подают жидкую смазку. Реализация способа позволит повысить качество легкоплавкой модели сложнопрофильного инструмента и интенсифицировать производство таких моделей.. 4 ил.
Изобретение относится к области технологии машиностроения, в частности к литейному производству, и может быть использовано для изготовления литейных выплавляемых моделей сложнопрофильных червячных фрез.
Известен способ изготовления зубона- катного инструмента включающий операцию получения заготовки литьем по модели, изготовленной из пластичного материала методом выдавливания эталонным инструментом с соответствующим профилем, и последующей доводки. Выдавливание профиля зубьев в пластическом материале производят накатывание на зубопрокатном станке эталонным коническим зубчатым колесом. При этом имеет место невысокая точность формообразования модели, особенно элементов профиля повышенной сложности из-за образования этого профиля методом копирования.
Не обеспечено также качественное и высокопроизводительное формообразование профиля модели, так как его накатывание производится в пластичном материале в холодном состоянии.
Цель изобретения - повышение качества легкоплавкой модели.
Поставленная цель достигается тем, что в способе изготовления сложнопрофильных червячных фрез, включающем операции получения заготовок литьем по модели из пластичного материала, образования по наружной (рабочей) поверхности заготовки профиля инструмента с помощью эталонного изделия на зубообрабатывающем станке и последующую доводку модели, ее наружную (рабочую) поверхность образуют методом обкатки эталонного изделия по поверхности заготовки модели, при этом эталонное изделие устанавливают на инструментальной оправке и нагревают его до
Ј 2
СО ON
температуры начала размягчения модельной композиции, заготовку модели устанавливают на оправку изделия, а в зону обкатки подают жидкую смазку.
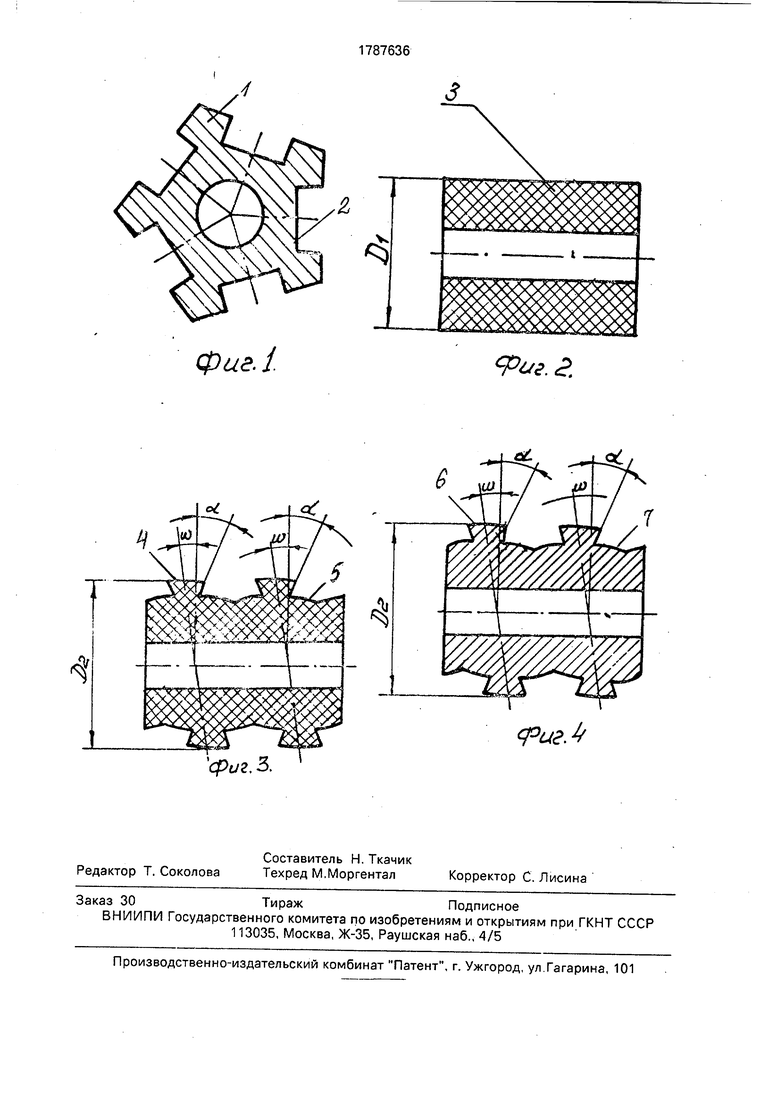
На фиг. 1 показано сечение сложнопро- фильного эталонного изделия; на фиг. 2 - исходная заготовка литейной выплавляемой модели; на фиг. 3 - профилированная литейная выплавляемая модель заготовки; на фиг. 4 - металлическая заготовка, полученная.,литьем по выплавляемой модели. --
Предлагаемый способ осуществляется следующим образом. Исходную заготовку 3 выплавляемой модели цилиндрической формы выполняют из легкоплавкого воскового состава методом прессования в пресс- форме простой конструкции. Диаметр DI заготовки устанавливают из расчета объема последующего профилирования наружных 4 и внутренних 5 элементов выплавляемой модели, Для профилирования цилиндрическую заготовку устанавливают на универсальном зубофрезерном или шлицефрезерном станке-полуавтомате на оправке для червячной фрезы и вводят в контакт с эталонным изделием, установленным на оправке в шпинделе станка. При рабочем движении обката производится профилирование выплавляемой модели, причем эталонное изделие выполненосуче- том припуска на заточку режущих зубьев червячной фрезы, заготовка которой соответствует размерам выплавляемой модели. Для облегчения профилирования выдавливанием эталонное изделие нагревают с помощью газовой горелки, причем нагревание производят только наружных слоев эталонного изделия до температуры начала размягчения воскового модельного состава в пределах 35-45°С. Для устранения налипа- ния модельного состава на изделие в процессе обкатки в зону выдавливания подают жидкую смазку, подогретую также до температуры начала размягчения воскового состава. В качестве смазочного материала используют, например, чистое трансформаторное масло.
С учетом выдавливания сопряженного профиля диаметр выплавляемой модели D2 образуется большим, чем диаметр DI исходной цилиндрической заготовки. При выдавливании профиля выплавляемой модели методом обката в паре с эталонным изделием, содержащем наружные 1 и внутренние 2 элементы, формируются выступы 4 по винтовой линии с углом ее наклона О) с углом
наклона грани выступа а, отсчитываемого от перпендикуляра к оси выплавляемой модели. Угол а на выплавляемой модели обеспечивает формование червячной фрезы прямого шлица на сложнопрофильном изделии, обрабатываемом на зубофрезерном станке-полуавтомате по методу обката. Образованный при выдавливании облой на торцах заготовки зачищают (срезают) после выдержки выплавляемой модели до полного
ее охлаждения. Полученные выплавляемые модели сложнопрофильной червячной фрезы соединяют в блок, наносят оболочковую суспензию и в полученную форму заливают расплавленную инструментальную сталь
для червячной фрезы. На полученной в результате выплавления модели заготовке сложнопрофильной червячной фрезы затачивают режущие зубья на выступающих винтовых элементах заготовки 6.
Формула изобретения
Способ изготовления легкоплавкой модели сложнопрофильных червячных фрез, включающий операции получения литых заготовок модели из пластичного материала,
образования по наружной (рабочей) поверхности заготовки профиля инструмента с помощью эталонного изделия на зубообра- батывающем станке и последующую доводку модели, отличающийся тем, что, с
целью повышения качества легкоплавкой модели, ее наружную (рабочую) поверхность образуют методом обкатки эталонного изделия по поверхности заготовки модели, при этом эталонное изделие устанавливают на инструментальной оправке и нагревают его до температуры начала размягчения модельной композиции, заготовку модели устанавливают на оправку изделия, а в зону обкатки подают жидкую смазку.
фиг. I
Фиг. г
| Способ изготовления выплавляемой модели | 1988 |
|
SU1528601A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБОНАКАТНОГО ИНСТРУМЕНТА | 0 |
|
SU393016A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
