Изобретение относится к обработке металлов поверхностным пластическим деформированием (ППД) и предназначено для последовательной отделочной обработки выглаживанием наружных цилиндрических и конических поверхностей.
При обработке выглаживанием шеек различных валов и осей часто требуется обрабатывать одновременно и заходную фаску. Такая необходимость может возникнуть, например, при обработке подманжетных шеек. Одинаковые условия для работы инструмента при последовательной обработке этих поверхностей можно получить путем поворота оси инструмента относительно оси изделия (образующей обрабатываемой поверхности). В ряде случаев кроме цилиндрической и конической поверхности нужно образовать скругление на переходной кромке с цилиндра на конус.
Известны способы обработки выглаживанием, при которых инструмент, рабочая часть которого выполнена в виде участка сферы, наклоняют на некоторый угол по отношению к образующей выглаживаемой поверхности.
Известен способ выглаживания поверхностей деталей, при котором ось инструмента со сферической рабочей частью наклоняют относительно нормали к поверхности детали в точке контакта с инструментом, отличающийся тем, что, с целью повышения производительности, ось инструмента наклоняют в направлении, противоположном направлению вращения детали, и в направлении подачи, при этом углы наклона определяют в зависимости от усилия на инструменте (Авторское свидетельство СССР №878534, МПК B24B 39/00, опубл. 1981.11.07).
Наиболее близким к заявляемому способу является способ обработки деталей поверхностным пластическим деформированием с помощью инструмента с рабочей поверхностью в виде сферы, переходящей в конус, в котором угол конуса задают равным 30-60°, и устанавливают инструмент сферической поверхностью в направлении продольной подачи, а ось инструмента располагают к оси обрабатываемой поверхности под углом, на 30'-3° превышающим половину угла конуса (Авторское свидетельство №1162575, МПК 8 B24B 39/00, опубл. 1985.06.23).
Недостатком известных способов является то, что после перехода с цилиндрического участка на поверхность конической фаски не сохраняется угол между осью инструмента и образующей обрабатываемой поверхности, что приводит к изменению условий обработки. Для сохранения условий приходится прямо в процессе обработки поворачивать инструмент, что создает дополнительные сложности.
Технической задачей, на решение которой направлено предлагаемое изобретение, является обеспечение одинаковых условий обработки одним инструментом на цилиндрической поверхности и конической фаске путем сохранения угла между осью инструмента и образующими обрабатываемых поверхностей.
Поставленная техническая задача решается тем, что в способе последовательной обработки выглаживанием цилиндрической поверхности и конической фаски, включающем обработку поверхности детали выглаживанием цилиндрической поверхности и конической фаски с использованием одного инструмента, рабочая часть которого выполнена в виде участка сферы или тора, или цилиндра, согласно предложенному изобретению при обработке поверхности детали выглаживанием цилиндрической поверхности и конической фаски ось инструмента поворачивают относительно нормали к образующей цилиндрической поверхности в сторону фаски на угол, равный одной четвертой части (1/4) угла конуса, образуемого фаской.
Технический результат, достижение которого обеспечивается всей заявляемой совокупностью существенных признаков, заключается в сохранении угла между осью инструмента и образующими обрабатываемых поверхностей обработки, что обеспечивает возможность обработки одним инструментом на цилиндрической поверхности детали и конической фаске без изменения заданных рабочих условий обработки на разных поверхностях.
Сущность изобретения поясняется чертежом, где на фиг.1 изображено относительное положение инструмента и изделия. Угол конуса, образующего фаску, обозначен α, радиус на переходной кромке - r.
Предложенный способ осуществляется следующим образом.
Ось выглаживающего инструмента 1, рабочая часть которого выполнена в виде участка сферы или цилиндра, наклоняют в сторону фаски и устанавливают таким образом, чтобы между осью инструмента и образующей цилиндрического участка изделия 2 был угол, равный четвертой части угла конуса α, образуемого конусом фаски. Инструмент прижимают к обрабатываемой поверхности рабочим усилием, включают вращение изделия и перемещают инструмент вдоль оси изделия движением подачи. Положение инструмента относительно изделия после перехода на конический участок (фаску) показано тонкой линией "штрих - две точки". Очевидно, что после перехода на конус величина угла между осью инструмента и образующей обрабатываемой поверхности сохраняется, меняется только знак этого угла. При переходе с цилиндра на конус происходит поверхностная пластическая деформация переходной кромки, в результате чего на ней образуется радиус r. При обработке меняется положение точки контакта рабочей части инструмента и детали, что благоприятно сказывается на стойкости инструмента.
Применение предлагаемого способа в условиях массового производства позволяет сохранить заданные рабочие условия, упростить процесс обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВЫГЛАЖИВАНИЕМ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2011 |
|
RU2466846C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2348504C1 |
| Способ обработки поверхностным пластическим деформированием | 1986 |
|
SU1362612A1 |
| Способ обработки деталей поверхностным пластическим деформированием | 1983 |
|
SU1162575A1 |
| Способ обработки поверхностным пластическим деформированием кулачков | 1988 |
|
SU1539049A1 |
| Способ выглаживания деталей | 1990 |
|
SU1752529A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2008 |
|
RU2348503C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2008 |
|
RU2348502C1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| Способ выглаживания | 1987 |
|
SU1463454A1 |
Изобретение относится к обработке металлов поверхностным пластическим деформированием и предназначено для последовательной обработки выглаживанием наружных цилиндрических и конических поверхностей. Осуществляют выглаживание цилиндрической поверхности и конической фаски детали с использованием одного инструмента. Используют инструмент, рабочая часть которого выполнена в виде участка сферы или тора, или цилиндра. Ось упомянутого инструмента поворачивают относительно нормали к образующей цилиндрической поверхности в сторону фаски на угол, равный одной четвертой части угла конуса, образуемого фаской. В результате упрощается процесс обработки. 1 ил.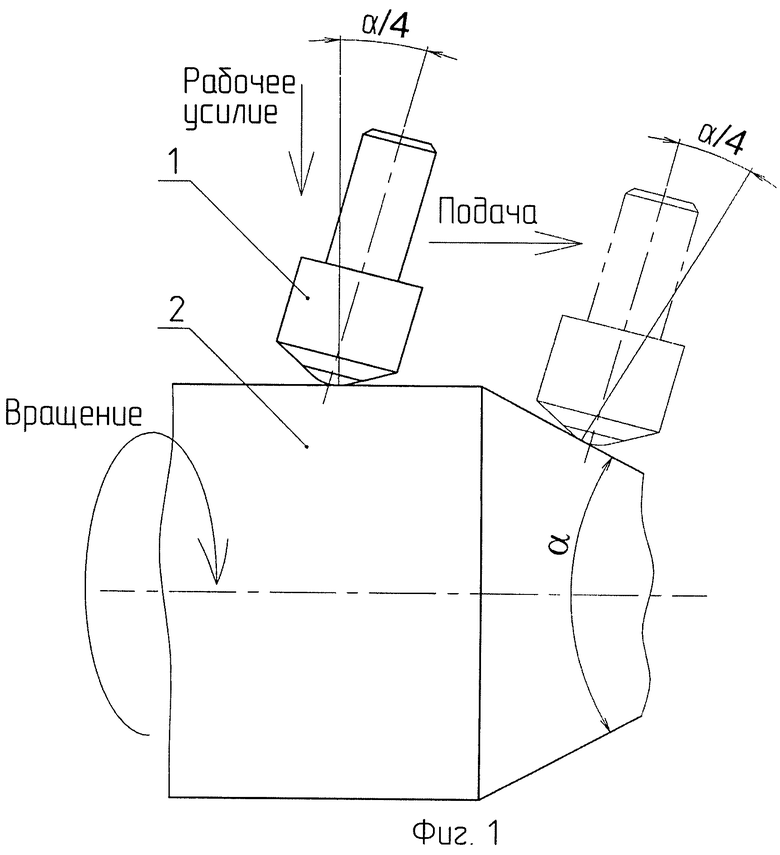
Способ последовательной обработки выглаживанием цилиндрической поверхности и конической фаски, включающий обработку поверхности детали выглаживанием цилиндрической поверхности и конической фаски с использованием одного инструмента, рабочая часть которого выполнена в виде участка сферы или тора, или цилиндра, отличающийся тем, что при обработке цилиндрической поверхности и конической фаски детали выглаживанием ось упомянутого инструмента поворачивают относительно нормали к образующей цилиндрической поверхности в сторону фаски на угол, равный одной четвертой части угла конуса, образуемого фаской.
| Способ обработки деталей поверхностным пластическим деформированием | 1983 |
|
SU1162575A1 |
| Способ обработки фасок | 1986 |
|
SU1428565A1 |
| Устройство для обкатывания выпуклыхфАСОК | 1979 |
|
SU841750A1 |
| JP 60242951 A, 02.12.1985 | |||
| US 2009116921 A1, 07.05.2009. | |||

