тели происходит по оси X, затем по оси X в зону галтели в направлении
S;
поп. ВЫГл
ВВОДЯТ выглаживающий элемент 5, которому задают коррекцию 2-5 мкм по оси Z на торец 4, при это меняют направление вращения детали. Выглаживающий элемент 5, двигаясь в направлении подачи Spon. вигл t выглаживает торец, затем галтельный переход R pд и сопряженную с галтелью цилиндрическую поверхность в направлении подачи по оси Z. На чертеж резец изображен после выхода из зоны обработки, а выглаживающий элемент - перед началом работы. Режим выглаживания задают из соотношения: для подач - S g,r (0,3-0,5)Speb ; Для час- и
бЦгл
(1,2:-
тот враще шя детали 1,5)п pej.
Пример .Комбинированн по обработку галтели радиусом 0,1 мм проводили на токарном станке с ЧПУ ТПК- 125 ВР.
Деталь имеет диаметр в зоне гал тельного перехода 1,192-0,01 мм и представляет собой миниатюрную и нежесткую ось прибора. Материал - легированная сталь 25«13Н2, Точение производят за один проход резцом из твердого сплава ВКбМ с подачей 2прод. pes Snon. рез 7 мм/мин и частотой вращения детали п pgj 1600 об/ /мин. Затем (также за один проход) производят выглаживание элементом из синтетического поликристаллического алмаза марки АСПК- З, имеющего цилиндрическую рабочую поверхность с радиусом 0,07 мм. По оси X выглаживающий элемент подпружинен тарированной пружиной, обеспечивающей усилие прижима к поверхности 5,0 И. По оси выглаживающему элементу задают коррекцию 3 мкм, обеспечивающую натяг на торец в зоне галтельного перехода. Режимы выглаживания: подача - S „on. выгл S прод. мм/мин частота вращения детали - п еигл 2000 об/мин.
В качестве СОЖ использовали масл индустриальное 20.
Вариант выполнения предлагаемого способа комбинированной обработки галтелей миниатюрных и нежестких дее, 10
15
20
25
30
35
40
талей предназначен для обработки малых галтелей ,l , высокоточных (7 квалитет точности) деталей из конструкционных и легированных сталей, цветных сплавов с диапазоном размеров: диаметральных - 0,8-5,0 мм линейных - 1,0-10 мм, с требования-, ми по шероховатости поверхности до RC, 0,16 мкм.
Предлагаемый способ значительно расширяет технологические возможности комбинированной обработки галтелей и повышает качество их обработки.
Кроме того, способ упрощает обработку галтелей миниатюрньк и нежестких деталей и легко реализуется на станках с ЧПУ.
Формула изобретения
1. Способ комбинированной обработки деталей, включающий обработку резанием и последующее поверхностное пластическое деформирование ступицы, галтели и торца, причем детали сообщают вращение, а резцу и выглажи- вателю с радиусной рабочей частью - движение подачи, отличающийся тем, что, с целью повьш1е- иия качества обработки миниатюрных и нежестких деталей за счет упругих деформаций в зоне галтели, поверхностное пластическое деформирование осуществляют с постоянным натягом относительно обработанного резцом торца, причем режимы обработки резанием и поверхностным пластическим деформированием устанавливаются из соотношений S дкгл (0,3-0,5)3 pes , Пв,гл (Ь2-1,5)през, где S рез и
45
Вкгл
- соответственно подала резца
и выглаживателя; п
рез
и п - частота вpaщe шя детали при осуществлении резания и пластического деформирования, а радиус рабочей части
выглаживателя выбирают из соот 6ЫМ
ношения
К«ыгл(0,7-0,8)К
ГОГЛ
где
К гил радиус галтели.
2. Способ по п. 1, отличающийся тем, что постоянный натяг для выглаживания задают в пределах 2-5 мкм.
/юл..
/3sg2 oej.
rrofr.ftfS.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| Способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием и система для его осуществления | 2016 |
|
RU2635987C2 |
| СПОСОБ ОБРАБОТКИ ГАЛТЕЛИ СТУПЕНЧАТОГО ВАЛА | 2008 |
|
RU2368487C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦОВ ЗАГОТОВОК ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350458C1 |
| Способ Дагиса комбинированной обработки металлических поверхностей | 1990 |
|
SU1782206A3 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350435C1 |
| СПОСОБ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАЛТЕЛЯМИ | 2007 |
|
RU2359806C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| Способ обработки коленчатых валов | 1976 |
|
SU585224A1 |
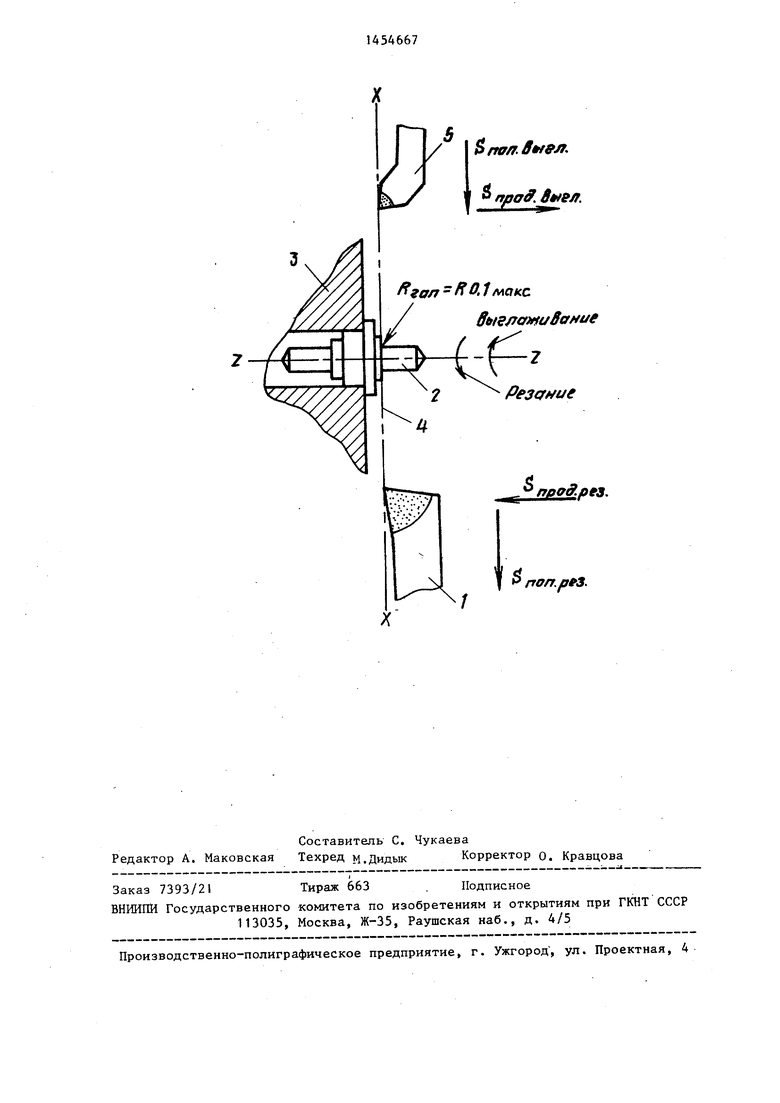
Изобретение относится к комбинированной обработке металлов резанием и поверхностным пластическим деформированием по методу микровыглаживания на токарных станках с ЧПУ и может быть использовано при обработке галтелей миниатюрных и нежестких деталей высокой точности в приборостроении. Цель изобретения - повышение качества обработки миниатюрных и нежестких деталей за счет компенсации упругих деформаций в зоне галтели. 1 Изобретение относится к комбинированной обработке металлов резанием и поверхностным пластическим деформированием по методу микровыглаживания на токарных станках с ЧПУ и может быть использовано при обработке галтелей миниатюрных и нежестких деталей высокой точности в приборостроении. Целью изобретения является повышение качества обработки миниатюрных и нежестких деталей путем компенсации упругих деформаций в зоне галтели. Способ комбинированной обработки галтелей включает механическую обработку галтели резанием и последующее ее поверхностное пластическое деформирование выглаживающим элементом. Радиус элемента задают меньшим радиуса обрабатываемой галтели, исходя из соотношения R5j,r (0,7-0,8)R ц . При этом в программу для выглаживающего элемента закладывают коррекцию на перебег в осевом направлении на торец галтели в пределах 2-5 мкм относительно предварительно обточенной по- верхности. Режим обработки задают, исходя от соотношений: для подачи при выглаживании Sg, (0,3-0,5)8 для частот вращения детали при выглаживании п ВЫГЛ 1,2-1,5 п pes при резании, где , п pej- подача и частота вращения. Это позволяет снизить необходимые усилия выглаживания и исключить влияние упругих деформаций детали. 1 з,п. ф-лы. 1 ил. 10 На чертеже показана схема последовательности процесса комбинированной обработки галтелей миниатюрных и нежестких деталей. Обработку проводят в следующей последовательности. Резцом 1 на детали 2, установленной во вращающемся патроне 3, за один проход производят проточку окончательно по диаметру детали в направлении подачи S пред.рез галтельного перехода КГОА и торца 4 в направлении Snon. реь Выход резца из зоны галс б (Л 4 сл 4 О5 О) --1
| Способ обработки галтели ступенчатого вала | 1982 |
|
SU1013238A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
