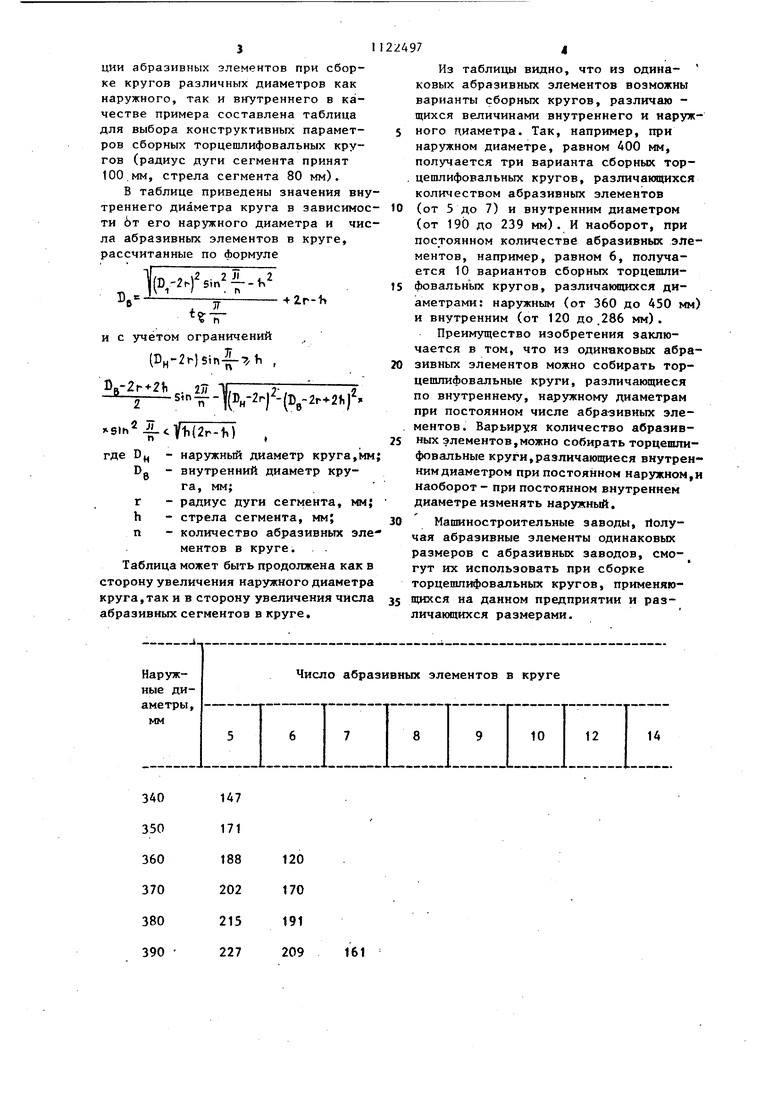
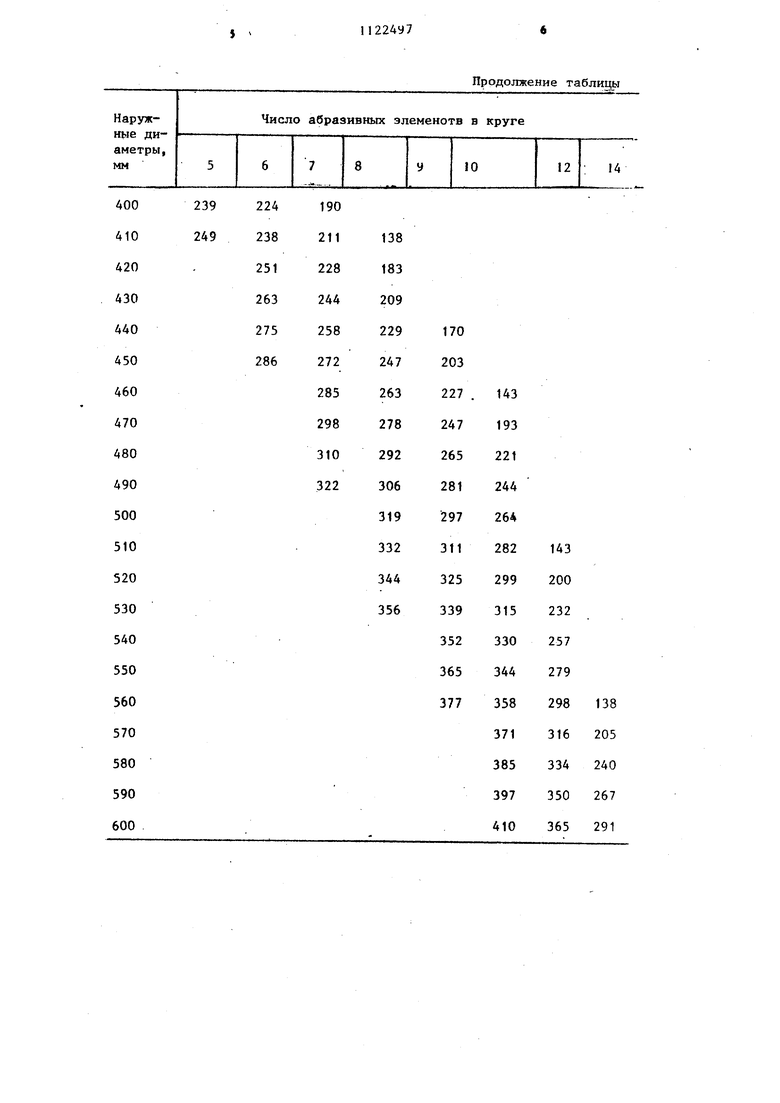
i Изобретение относится к изготовлению абразивного инструмента и может быть использовано при изготовлении торцешлифовальных кругов. Известна конструкция торцешлифовального круга, выполненного в виде абразивных элементов, установленных, на планшайбе с возможностью контакта друг с другом и с крепежным элементом, выполненным в виде секторного клина Cl. Размеры используемых абразивных элементов определяют диаметральные размеры собранного из них торцешлифовального круга, не позволяя варьи ровать их, чем ограничиваются технологические возможности инструмента . Цель изобретения - расширение те нологических возможностей круга путем изменения его диаметральных раз меров при неизменном количестве и размерах абразивных элементов. Указанная цель достигается тем, что в торцешлифовальном круге с абразивными элементами, установленными на планшайбе с возможностью контакта друг с другом и с крепежным элементом, выполненным в виде секто ного клина, абразивные элементы выполнены в виде сегментов, плоская поверхность каждого из которых установлена касательно к цилиндрической поверхности соседнего сегмен та и с возможностью взаимодействия контактной поверхностью клинового крепежного элемента. Число элементов при сборке целесообразно брать не менее пяти, так как только при пяти элементах в кру ге при сообщении им радиального уси лия появляется его составляющая, направленная перпендикулярно плоско поверхности смежного элемента и сое диняющая силами трения все элементы круга в одно целое. При этом, каждый элемент удерживают в круге за счет силового взаимодействия не только с планшайбой, но с двумя смежными элементами. При меньшем числе элементов в круге такого эффе та не достигается. На фиг.1 изображен сборный торце шиифовальный круг, собранный из чет ного числа абразивных элементов, равного шести; на фиг.2 - разрез Ана фиг.1; на фиг.З - сборный торцеш.пифовальный круг, собранный из не72четного числа абразивных элементов, равного девяти, на фиг.4 - один из вариантов формы абразивного элемента . На планшайбе 1 с наружньп ободом 2 устанавливают абразивные элементы 3. Каждый из абразивньос элементов выполнен в виде тела, основание которого образовано плоским сегментом, боковые поверхности ограничены цилиндрической 4 и плоской 5 поверхностями. Каждый абразивный элемент устанавливают так, что плоская боковая поверхность 5 взаимодействует с контактной поверхностью крепежного элемента и касательна к цилиндрической боковой поверхности 4 соседнего элемента. Кроме того, абразивные элементы вводят в контакт цилиндрической боковой поверхностью 4 с ободом 2 планшайбы 1. На ободе 2 выполнены равнорасположенные углубления 6 по числу абразивных элементов в круге для облегчения их размещения при сборке, а также для увеличения пятна контакта между цилиндрической боковой поверхностью элемента и ободом, что способствует снижению контактных напряжепи - при приложении крепежного уси-. ЛИЯ. Радиальное крепежное усилие, направленное от центра круга, сообщается при помощи секторных клиньев 7, которые при затяжке гаек 8 на шпильках 9 вводятся между коническим буртом 10 планшайбы 1 и плоскими боковыми поверхностями абразивных элементов 3, касательных к окружности отверстия круга. Причем, представленные два варианта торцешлифовальных кругов собраны из одинаковых абразивных элементов и различаются диаметрами наружным T) и внутренним Для лучшего заклинивания абразивных элементов в планшайбе при сборке берут абразивные элементы с выступом 11, у которого плоская боковая поверхность выполнена наклонно к оси вращения круга под углом 10-30° (0,2-0,5 рад). Такой вариант формы абразивного элемента представлен на фиг.4 и предназначен для сборных торцешлифовальных кругов, работающих при повьш1енных скоростях шлифования 60-80 м/с. Для иллюстрации возможностей предлагаемого способа в части унификации абразивных элементов при сборке кругов различных диаметров как наружного, так и внутреннего в качестве примера составлена таблица для выбора конструктивных параметров сборных торцешлифовальных кругов (радиус дуги сегмента принят 100.мм, стрела сегмента 80 мм). В таблице приведены значения вн треннего диаметра круга в зависимо ти 6т его наружного диаметра и чи ла абразивных элементов в круге, рассчитанные по формуле ...Е ..).f-. 42г-Ь и с учётом ограничений (DH-fOsin-J .b D -2t-- 2fi (( ,,(2r-b) где D - наружный диаметр круга, D - внутренний диаметр круга, мм; г - радиус дуги сегмента, м h - стрела сегмента, мм; п - количество абразивных э ментов в круге. Таблица может быть продолжена как сторону увеличения наружного диамет круга,так и в сторону увеличения чис абразивных сегментов в круге. Из таблицы видно, что из одинаковых абразивных элементов возможны варианты сборных кругов, различаю щихся величинами внутреннего и наружного диаметра. Так, например, при наружном диаметре, равном 400 мм, получается три варианта сборных торцешлифовальных кругов, различающихся количеством абразивных элементов (от 5 до 7) и внутренним диаметром (от 190 до 239 мм). И наоборот, при постоянном количестве абразивных элементов, например, равном 6, получается 10 вариантов сборных торцешлифовальньгх кругов, различающихся диаметрами: наружным (от 360 до 450 мм) и внутренним (от 120 до.286 мм). Преимущество изобретения заключается в том, что из одинаковых абразивных элементов можно собирать торцешлифовальные круги, различающиеся по внутреннему, наружному диаметрам при постоянном числе абра-зивньтх элементов. Варьируя количество абразивных элементов,можно собирать торцепшифовальные круги,различающиеся внутреннимдиаметром при постоянном наружном н иаоборот - при постоянном внутреннем диаметре изменять наружный. Машиностроительные заводы, йолучая абразивные элементы одинаковых размеров с абразивных заводов, смогут их использовать при сборке торцешлифовальных кругов, применяющихся на данном предприятии и различающихся размерами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100076A1 |
| Способ сборки торцешлифовального круга | 1981 |
|
SU1118519A2 |
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100077A1 |
| Способ сборки торцешлифовального круга | 1978 |
|
SU878557A1 |
| Способ сборки торцешлифовального круга | 1984 |
|
SU1207737A2 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU963843A2 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU924991A1 |
| Сборный торцешлифовальный круг | 1985 |
|
SU1315273A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU1002142A1 |
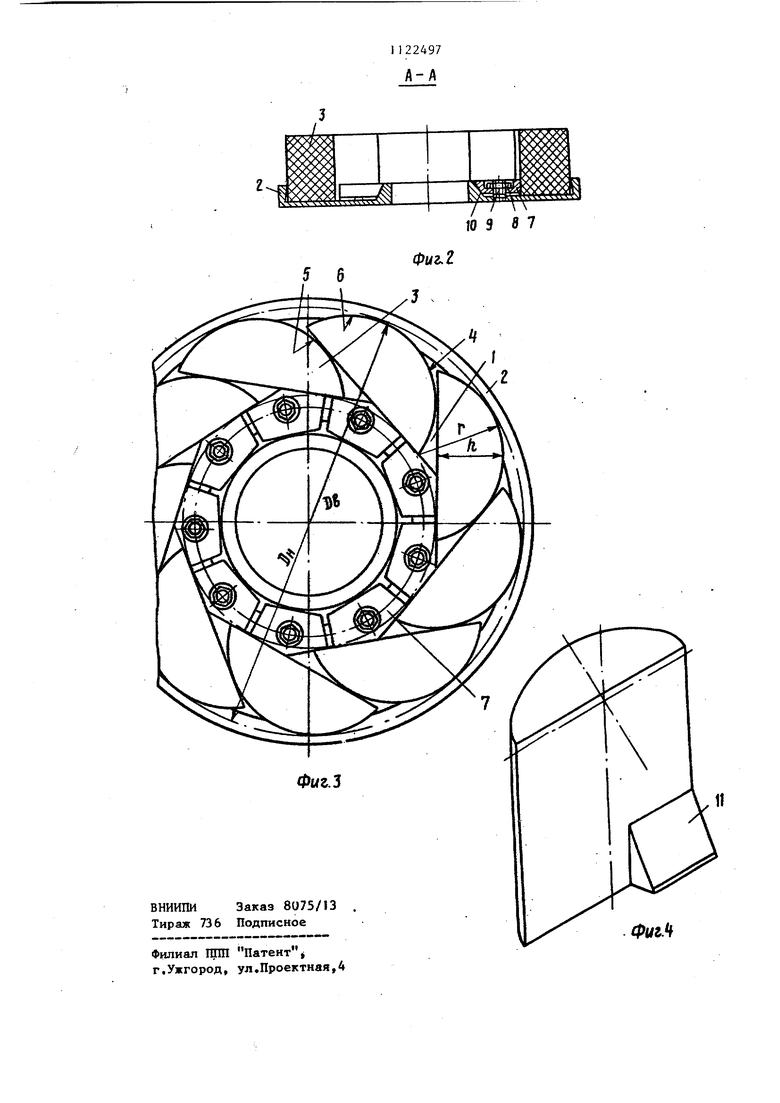
ТОРЦЕШЛИФОВАЛЬНЫЙ КРУГ с абразивными элементами, установленными на планшайбе с возможностью контакта друг с другом и с крепежным элементом, выполненньм в виде секторного клина, отличающийся тем, что, с целью расширения технологических возможностей круга путем изменения его диаметральных размеров при неизменном количестве и размерах абразивных элементов , последние выполнены в виде сегментов, плоская поверхность каждого из которых установлена касательно к цилиндрической поверхности соседнего сегмента и с возможностью взаимодействия с контактной поверхностью клинового крепежного элемента.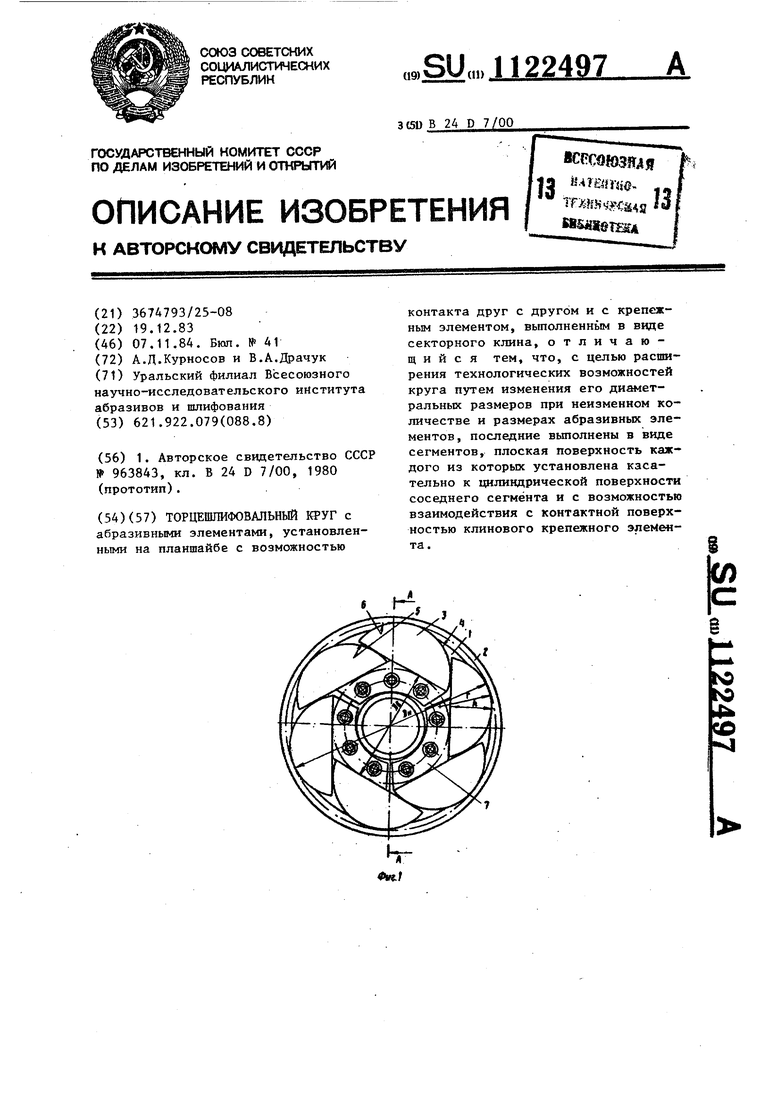
147 171
120 188 170 202 191 215 209 227
224
190
239 249 211 238 228 251 244 263 258 275 286 272 285 298 310 322
Продолжение таблицы
170 203
143 227 193 247 265 221 244 281 26 297
143 282 311 200 325 299 232 339 315 257 330 352 344 279 365
138 298 358 377 316 371
205 334 240 383 350 267 397 410 291 365
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU963843A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
