(54) СПОСОБ СБОРКИ ТОРЦЕШЛИФОБАЛЬНОГО КРУГА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100077A1 |
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100076A1 |
| Способ сборки торцешлифовального круга | 1981 |
|
SU1118519A2 |
| Способ сборки торцешлифовального круга | 1984 |
|
SU1207737A2 |
| Торцешлифовальный круг | 1983 |
|
SU1122497A1 |
| Способ сборки торцешлифовального круга | 1978 |
|
SU878557A1 |
| Сборный торцешлифовальный круг | 1985 |
|
SU1315273A1 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU924991A1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
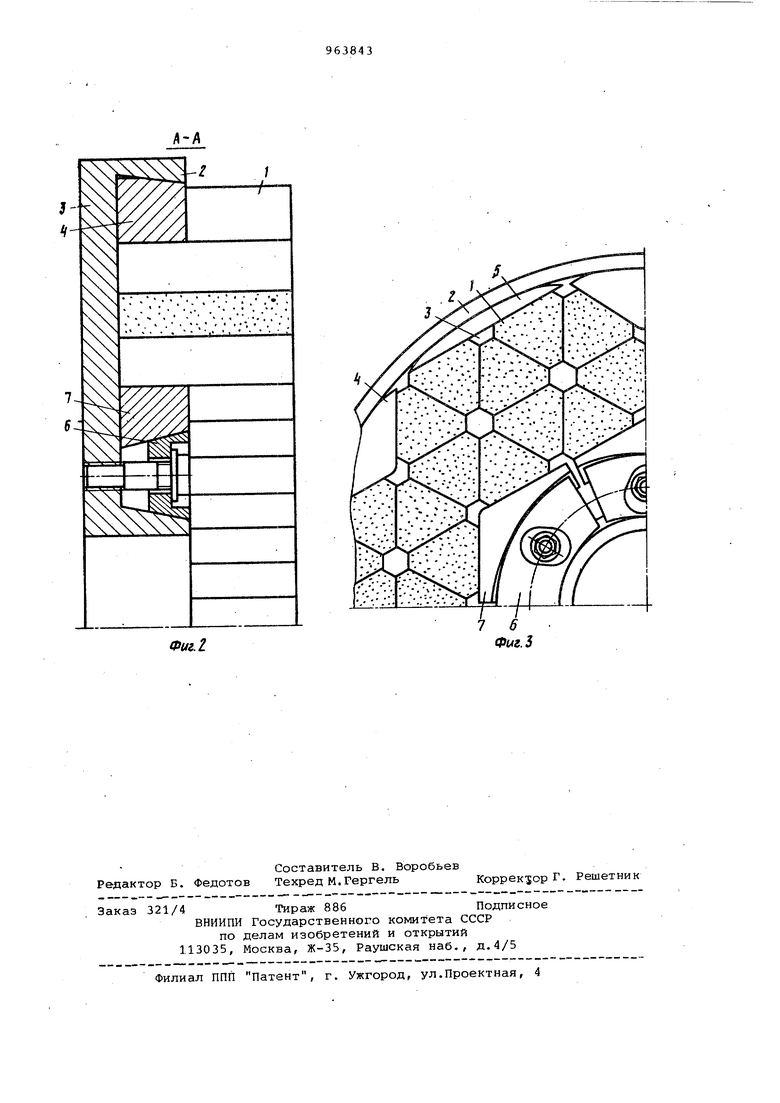
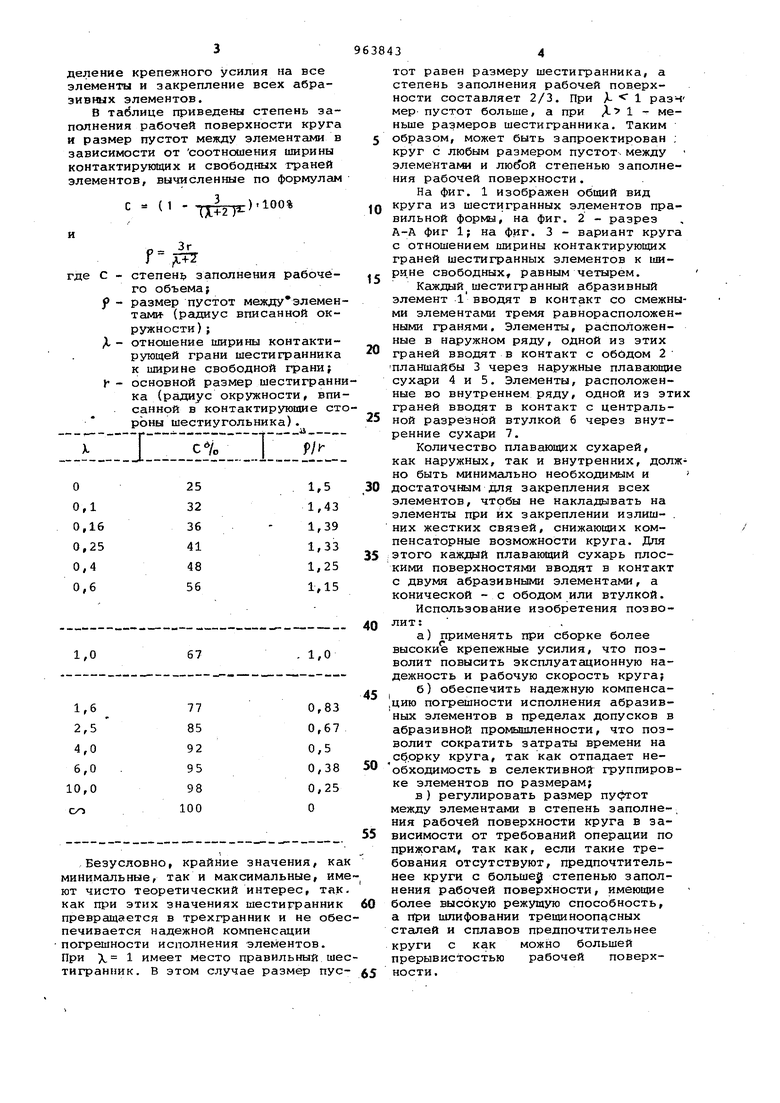
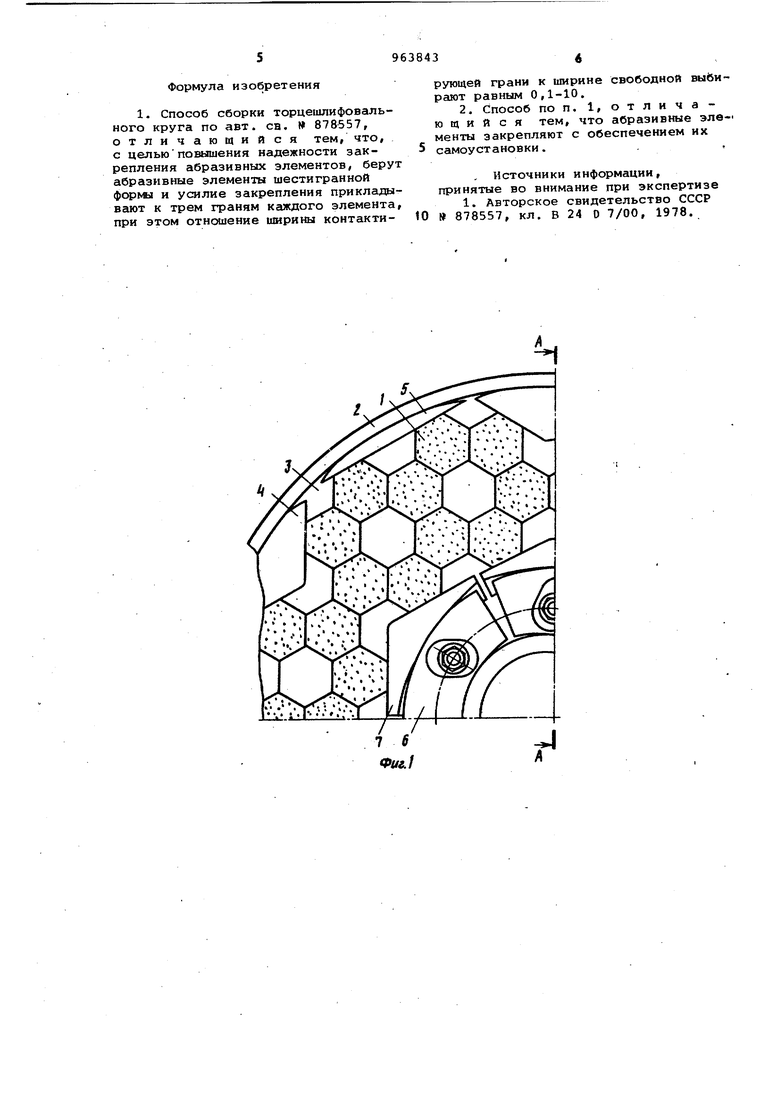
Изобретение относится к изготовлению абразивного инструмента и является усовершенствованием известного технического решения по авт. св. № 878557. В основном авт. св. описан спосо сборки торцешлифовального круга, пр котором абразивные элементы цилиндри ческой формы устанавливают на планшайбу с наружным ободом концентрическими рядами и закрепляют приложения к ним радиально направле ного от центра усилия. При этом способе необходимо выдерживать строго дозированное крепеж ное радиальное усилие при сборке круга из цилиндрических и трубчатых абразивных элементов, т.к. силовой контакт между элементами .происходит по линии, в результате чего в абразивных элементах возникают высокие контактные напряжения, которые при малейшем завышении крепежного радиального усилия могут привести к раз рушению элементов, а при занижении к разборке круга в процессе работы. Цель дополнительного изобретения повышение надежности закрепления абразивных элементов с обеспечением равномерного распределения крепежного усилия на все элементы. Поставленная цель достигается тем, что при сборке торцешлифовального круга шестигранные абразивные элементы устанавливают на планшайбус наружным ободом концентрическими рядами и закрепляют путем приложения к ним радиально направленного от центра усилия. При этом каждый из элементов вводят в контакт со сг-5ежными элементами тремя равнораспределенными гранями, а элементы наружного и внутреннего рядов одной из граней вводят в контакт с планшайбой через плавающие сухари. Для осуществления способа могут быть использованы шестигранные абразивные элементы с отношением ширины контактирующих граней к ширине свободных 0,1-10. При приложении крепежного радиального усилия как наружные, так и в внутренние плавающие сухари имеют возможность самоустанавливаться путем перемещения по ободу и втулке и разворота за счет различных радиусов сопрягаемых поверхностей сухарей с ободом и втулкой; при этом обеспечивается равномерное распределение крепежного усилия на все элементы и закрепление всех абразивных элементов. В таблице приведены степень заполнения рабочей поверхности круга и размер пустот между элементами в зависимости от соотношения ишрины контактируклдих и свободных граней элементов, вычисленные по формулам -)tlOO% ТЛ.+27 С - степень заполнения рабочего объема; f - размер пустот между элемен тами- (радиус вписанной окружности) ; Д, - отношение ширины контактирующей грани шестигранника к ширине свободной грани; основной размер шестигранн ка (радиус окружности, впи санной в контактирующие ст роны шестиугольника) . Безусловно, крайние значения, ка минимальные, так и максимальные, им ют чисто теоретический интерес, так как при этих значениях шестигранник превращается в трехгранник и не обе печивается надежной компенсации погрешности исполнения элементов. При Х 1 имеет место правильный ше тигранник. В этом случае размер пус тот равен размеру шестигранника, а степень заполнения рабочей поверхности составляет 2/3. При А- 1 разм мер- пустот больше, а при Л 1 - меньше размеров шестигранника. Таким образом, может быть запроектирован ; круг с любым размером пустот- между элементаг«1 и степенью заполнения рабочей поверхности. На фиг. 1 изображен общий вид круга из шестигранных элементов правильной формы, на фиг. 2 - разрез А-А фиг 1; на фиг. 3 - вариант круга с отношением ширины контактирующих граней шестигранных элементов к ширине свободных, равным четырем. Каждый шестигранный абразивньлй элемент 1 вводят в контакт со смежными элементами тремя равнорасположенными гранями. Элементы, расположенные в наружном ряду, одной из этих граней вводят в контакт с обОдом 2 планшайбы 3 через наружные плавающие сухари 4 и 5. Элементы, расположенные во внутреннем ряду, одной из этих граней вводят в контакт с центральной разрезной втулкой 6 через внутренние сухари 7. Количество плавающих сухарей, как наружных, так и внутренних, должно быть минимально необходимым и достаточным для закрепления всех элементов, чтобы не накладывать на элементы при их закреплении излиш- . них жестких связей, снижающих компенсаторные возможности круга. Для этого каждый плавающий сухарь плоскими поверхностями вводят в контакт с двумя абразивными элементами, а конической - с ободом или втулкой. Использование изобретения позволит:а)применять при сборке более высокий крепежные усилия, что позволит повысить эксплуатационную надежность и рабочую скорость круга б)обеспечить надежную компенсацию погрешности исполнения абразивных элементов в пределах допусков в абразивной промышленности, что позволит сократить затраты времени на сборку круга, так как отпадает необходимость в селективной группировке элементов по размерам; в ) регулировать размер между элементами в степень заполне-, НИН рабочей поверхности круга в зависимости от требований операции по прижогам, так как, если такие требования отсутствуют, предпочтительнее круги с больше степенью заполнения рабочей поверхности, имеющие более высокую режущую способность, а при шлифовании трещинооп сных сталей и сплавов предпочтительнее круги с как можно большей прерывистостью рабочей поверхности.
Формула изоезретения
У1сточники информации, принятые во внимание при экспертизе
Фиг.1
Фиг.З
