2. Способ по п. 1, о т л и ч а и и с я тем, что тангенциальные усилия получают посредством клиновых
элементов, которые устанавливают в концентрических пазах планшайбы между группами абразивных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100076A1 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU963843A2 |
| Способ сборки торцешлифовального круга | 1981 |
|
SU1118519A2 |
| Торцешлифовальный круг | 1983 |
|
SU1122497A1 |
| Способ сборки торцешлифовального круга | 1979 |
|
SU1100077A1 |
| Способ сборки торцешлифовального круга | 1980 |
|
SU1002142A1 |
| Способ сборки торцешлифовального круга | 1978 |
|
SU878557A1 |
| Сборный торцешлифовальный круг | 1985 |
|
SU1315273A1 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
СПОСОБ СБОРКИ ТОРЦЕШЛИФОБАЛЬНОГО КРУГА, при котором на планшайбе концентрическими рядами устанавливают и закрепляют абразивные . элементы, отлич ающийся тем, что, с целью повышения режущей способности круга, берут планшайбу с концентрическими пазами, а абразивные элементы закрепляют в них приложением тангенциальных усилий.
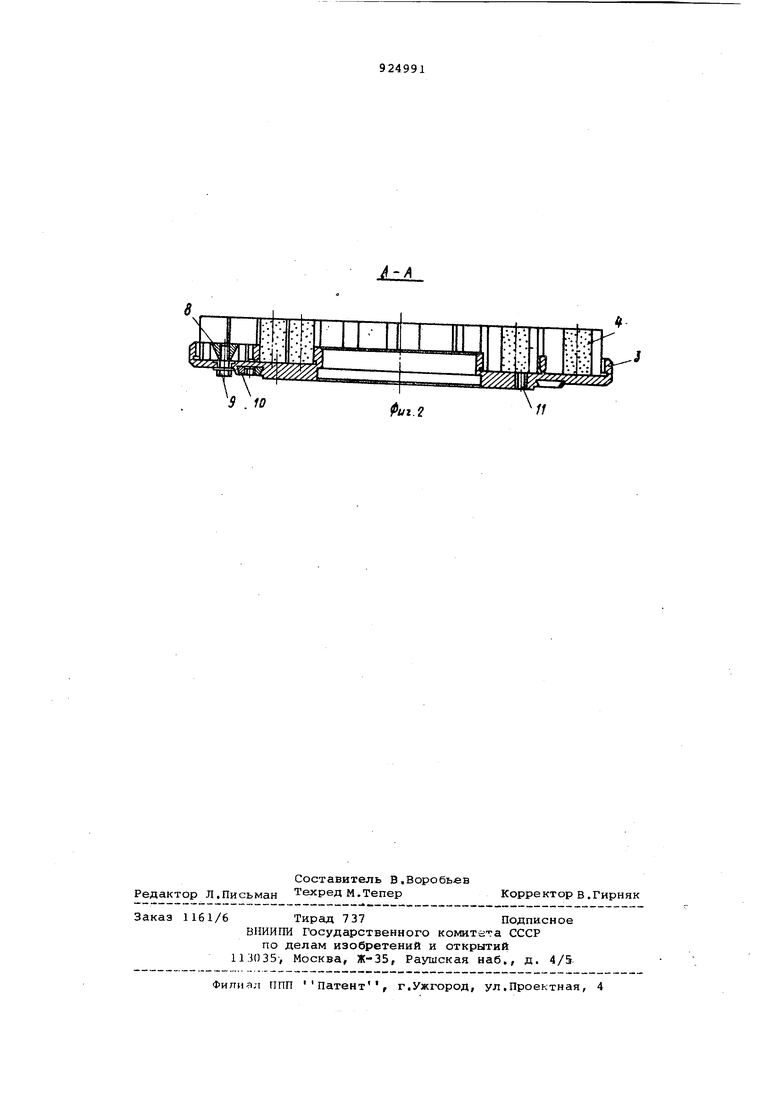
f , - 1 Изобретение относится к области изготовления абразивного инструмента и может быть использовано на предприятиях металлообрабатывающей промышленности, потребляющих абразивный инструмент. Известен способ сборки торцешлифовального круга, при котором на планшайбу концентрическими рядами устанавливают -абразивные элементы и закрепляют их путем приложения противоположно направленных радиальных усилий посредством, например, секторных клиновых элементов, которые устанавливает между концентрическими рядами абразивных элементов l , Недостатком данного способа явля ется то, что наличие между концентрическими рядами абразивных элементов промежутков в местах установки секторных клиньев приводит к снижению режущей способности круга за счет уменьшения количества абразивных элементов. Цель изобретения - увеличение ре жущей способности круга. Это достигается тем, что при выполнении способа сборки тордешлифовального круга, при котором на план шайбу концентрическими рядами устанавливают абразивные элементы и зак репляют их, берут планшайбу с кольц выми пазами и после установки в них элементов закрепление последних про изводят путем приложения тангенциальных усилий, При выполнении способа тангенциальные усилия получают посредством клиновых колодок, которые устанавли вают в кольцевых пазах планшайбы равнорасположенно по окружности меж ДУ групп ш абразивных элементов. На фиг. 1 изображен общий вид круга, сборка которого выполнена по предложенному способу; на фиг. 2 разрез А-А на фиг. 1. В кольцевые пазы 1 и 2 планшайбы 3 устанавливают концентрическими рядами абра.зивные элементы 4. Крепление абразивных элементов осуществляют клиновыми колодками 5, которые устанавливают в кольцевых пазах планшайбы равнорасположенно по окружности между группами абразивных элементов. Во внешнем кольцевом пазу планшайбы установлены также компенсирующие проклйдки б и жесткие упоры 7. Тангенциальные усилия для закрепления абразивных элементов 4 на клиновые колодки 5 передают путем перемещения конусных втулок 8 при затягивании болтов 9. После сборки круг балансируют с помощью грузов 10, В планшайбе выполнены резьбовые отверстия 11 для крепления круга на станке. Тангенциальные усилия для закрепления абразивных элементов поДбирают |}гак, чтобы с одной стороны, обеспечить надежность закрепления их в планшайбе, а с другой стороны, чтобы не возникло чрезмерных контактных напряжений сжатия, превышающих допустимые и приводящих к разрушению элементов. При этом усилие зажима распределяется на все элементы равномерно. Прокладки б устанавливают для компенсации погрешности исполнения диаметра абразивных элементов. Установку клиновых колодок 5 равнорасположенно по окружности производят с целью лучшей балансировки круга. Предлагаемый способ, обеспечивая надежное закрепление всех абразивных элементов круга, позволяет увеличить режущую способность сборного торцешлифовального круга за счет значительного уменьшения занимаемой крепежными элел энтами площгщи рабочей поверхности круга.
-А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
